
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
201 - 220 / 358
交流パルスアーク溶接装置および制御方法
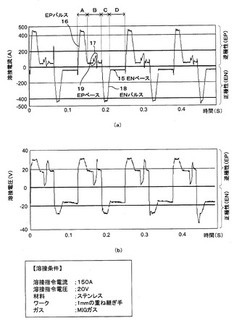
【課題】 ステンレスや鉄のワークに対して交流パルスアーク溶接を行う。
【解決手段】 逆極性に切り換えてパルス電流16を出力する第1ステップを実行し、ベース電流19を出力して短絡を発生させる第2ステップを実行し、その後、正極性に切り換えてパルス電流18を出力する第3ステップを実行し、ベース電流15を出力する第4ステップを実行する。
(もっと読む)
パルス状の電流およびワイヤによるMIG法を用いた金属部品の一部分の製造
本発明は、タービンエンジンの金属部品の幅Lを有する少なくとも一部分を製造するための方法に関する。本方法は、前記一部分が、パルス電流発生器とパルス状の溶着ワイヤの流れとを有しており、前記電流および前記流れを変化させるために使用されるMIG溶接装置を用い、金属の溶着によって製造され、製造が、連続する複数の層の金属ビード(10)の形態で実行されることを特徴とする。 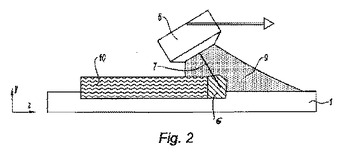 (もっと読む)
(もっと読む)
薄鋼板の高速ガスシールドアーク溶接方法

【課題】薄鋼板の高速ガスシールドアーク溶接方法において、特に重ね継手部やT継手部を高速度で溶接する場合、ワイヤ狙い位置が変動しても溶接時に溶け落ちを発生することなく安定的な溶け込み量を確保しビード幅の広い良好な溶接ビードが得られる方法を提供する。
【解決手段】C:0.2〜0.7%、Si:0.05〜0.2%、Mn:0.2〜0.5%を含有するソリッドワイヤを用いて、パルスピーク電流Ip:380〜600A、パルスベース電流Ib:30〜80Aで、かつ前記パルスピーク電流Ip[A]とパルスピーク時間Tp[ms]が下記(1)式を満足するパルスを印加しつつ溶接する。120≦Ip×Tp≦380(1)
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つAl材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とAl材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルス電流を流して、鋼材端面に対してMIG溶接操作を施した。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】溶接欠陥を抑制して、良好なビードを形成することができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、亜鉛めっき鋼板51を重ね溶接するレーザ・アーク複合溶接ヘッドであって、入力されたレーザ光Lを亜鉛めっき鋼板51に対して集光、照射するレーザトーチ11と、レーザトーチ11よりも溶接方向上流側に設けられ、亜鉛めっき鋼板51との間でアークAを発生させるアーク電極23と、アーク電極23の溶滴移行形態を短絡移行となるように制御するアーク制御装置24とを備え、レーザトーチ11とアーク電極23とを、レーザ光照射位置とアーク照射位置との間の距離が1.0mm〜5.0mmとなるように配置する。
(もっと読む)
鋼材とアルミニウム材のMIG溶接継手の製造方法及び鋼材とアルミニウム材のMIG溶接継手
【課題】鋼材端面の表面処理の有無に拘わらず、溶接部に、鋼材とアルミニウム材とに跨るビードを鋼材の端面に沿って連続的に形成することのできる、鋼材とアルミニウム材のMIG溶接継手の製造方法を提供すること、また、そのような連続的なビードが形成されたMIG溶接継手を提供すること。
【解決手段】鋼材12として、厚さ:tが、0.50〜2.0mm、且つアルミニウム材14の厚さの0.6〜0.8倍であるものを、溶接ワイヤ30として、半径:rが0.4〜0.8mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、鋼材12が上になるように鋼材12とアルミニウム材14とを重ね合わせて、0≦L/r≦4を満たすように溶接ワイヤを配置した状態で、4.0≦L/r+(t/α)×V≦6.0を満たすように溶接ワイヤを相対的に移動させる一方、所定の直流パルスMIG溶接操作を施して、重ね隅肉継手を製造した。
(もっと読む)
純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法
【課題】高価な金属資源及び不必要な温室効果ガスを使用せず、且つスラグ及びヒュームの発生を抑制し、更には高い静的引張強度と疲労強度を有する溶接継手を得ることができる鋼用の純Ar−MIG溶接用溶接ワイヤと溶接方法を提供する。
【解決手段】外皮133として炭素鋼の帯鋼をパイプ状に溶接したもの又はシームレス鋼管を用い、内部にフラックス131を充填して伸線したフラックス入りワイヤ13において、フラックス131はワイヤ全質量あたり7乃至27質量%を占め、ワイヤ13は、フラックス131中にグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、他に鉄粉をフラックス全質量あたり20質量%以上含有する。
(もっと読む)
溶接方法及び溶接装置
【課題】高い生産性を確保するとともに溶接箇所の外観品質を向上させることができる溶接方法及び溶接装置を提供する。
【解決手段】溶接予定部2を上に向けた状態で溶接予定部2が水平面Hに対して所定角度αをなすように母材1を傾斜させ、溶接予定部2に沿って該溶接予定部2の上部側から下部側へ母材1に対して溶接トーチ21を相対的に移動させて溶接予定部2をパルス溶接する。溶接予定部2が水平面に対してなす角度は60〜90度程度が好ましい。
(もっと読む)
鋼板の高速ガスシールドアーク溶接方法
【課題】高強度鋼板の高速ガスシールドアーク溶接において、アークの安定性確保、低スパッタ化、溶け落ち発生抑制等、良好な溶接作業性を確保しつつ鋼板間の隙間を良好な状態で架橋させて、信頼性の高い継手を作製することが可能なアーク溶接方法を提供する。
【解決手段】板厚0.6〜3.2mmの鋼板を溶接速度0.8〜1.8m/分でアーク溶接する際に、シールドガスとしてアルゴンに10〜30%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、1パルス当たりの平均ピーク電流Ipと平均時間幅Tp、平均ベース電流Ibが所定の条件を満足する矩形波パルスが印加された期間と、平均ベース電流Ibのみが印加された期間とが、デューティー比65〜85%、周波数20〜40Hzで周期的に印加された電流波形を用いてアーク溶接することを特徴とする鋼板の高速ガスシールドアーク溶接方法を採用する。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 1.6〜6mm厚の鋼板の隅肉アーク溶接を、ソリッドワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板を、C=0.001〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%を含有し、残部鉄及び不可避不純物からなる、TS280〜600MPa級の鋼板とし、前記ソリッドワイヤを、C=0.03〜0.15%、Si=0.2〜2.0%、Mn=0.5〜2.5%、Cu≦0.5%を含有し、残部鉄及び不可避不純物からなるソリッドワイヤとし、更に、前記鋼板とアーク溶接用ソリッドワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
溶極式パルスアーク溶接方法
【課題】スパッタの発生量を十分に小さくすることができる溶極式パルスアーク溶接方法を提供する。
【解決手段】 電極ワイヤの先端と母材間に周期的なパルス電流を供給してパルス毎にアーク放電を生じさせる溶極式パルスアーク溶接方法において、上記パルス電流のパルス立下り領域での電流変化速度を700A/ms以上に設定するとともに、電極ワイヤの表面に塗布した植物油中のカリウム含有量を、ワイヤ10kg当たり5mg以上でかつ50mg以下に設定する。
(もっと読む)
亜鉛系合金めっき鋼材の溶接方法
【課題】亜鉛系合金めっき鋼材を溶接接合する際に、溶接部およびその近傍において割れが発生することなく、素材亜鉛系めっき鋼材の耐食性を維持できる溶接方法を提供する
【解決手段】少なくとも一方が亜鉛系合金めっき鋼材である鋼材同士を溶接接合する際、溶接ワイヤとしてフェライト系ステンレス鋼組成のものをもちいる。
亜鉛系合金めっき鋼材の母材の熱膨張率と溶接金属の熱膨張率が近似するため、溶接接合後に、溶接部あるいはその近傍での割れ発生を抑制することができる。また、溶接金属がフェライト系ステンレス鋼組成を有しているために耐食性にも優れた溶接構造物が得られる。
(もっと読む)
ホースアセンブリー
本発明は、複数の電流導通リード(25、44)を有し、上記リード(25、44)がアルミニウム線を含み、上記電流導通リード(25、44)がチャネルに収容されるように構成され、かつ溶接ワイヤ(6、21)を案内するためのチャネル(5、22)を有する、アーク溶接または切断トーチ用のホースアセンブリー(1)に関する。 (もっと読む)
プラズマミグ溶接方法
【課題】プラズマミグ溶接を、溶け落ちが発生しやすいアーク又はスパッタ付着のない高品質なビード外観が要求されるワークにも適用することができるようにする。
【解決手段】シールドガスノズル43内に配置された溶接ワイヤ11及びプラズマ電極12を備えた溶接トーチを用い、溶接ワイヤ11によるミグアーク31及びプラズマ電極12によるプラズマアーク32を同時に発生させて溶接するプラズマミグ溶接方法において、溶接モード選択信号を設け、溶接モード選択信号がプラズマミブ溶接モードであるときはプラズマアーク32及びミグアーク31を同時に発生させる上記のプラズマミグ溶接を行い、溶接モード選択信号がプラズマ溶接モードであるときはプラズマアーク32を発生させると共にミグアーク31は発生させないで溶接ワイヤ11のみを送給し、溶接ワイヤ11をプラズマアーク32によって溶融しながら溶接を行う。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士の接合部における気密性及び水密性を向上させることができる接合構造物の製造方法を提供することを課題とする。
【解決手段】接合構造物の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に表面Aから摩擦攪拌を行う第一接合工程と、突合部J1に裏面Bから摩擦攪拌を行う第二接合工程と、側面C,Dにおいて突合部J1に沿って凹溝K1を形成する凹溝形成工程と、凹溝K1に継手部材Hを挿入する継手部材挿入工程と、接合構造物1と継手部材Hとの突合部J2,J3に表面Aから摩擦攪拌を行う第三接合工程と、突合部J2,J3に裏面Bから摩擦攪拌を行う第四接合工程と、突合部J2,J3において、第三接合工程で形成された塑性化領域W3と第四接合工程で形成された塑性化領域W4との間に形成された未塑性化領域に対して溶接を行う側面溶接工程と、を含んでいることを特徴としている。
(もっと読む)
レーザハイブリッドアーク溶接機とレーザハイブリッドアーク溶接システム
【課題】レーザハイブリッドアーク溶接施工中に直接もしくは反射したレーザにより、スパッタの発生、ビード外観の不良、溶接不安定、溶接欠陥、溶接強度不足が生じる。またレーザ設備の導入コストが高額である。
【解決手段】施工状態を監視するための施工状態検出器3と溶滴移行中におけるレーザ出力を適正に制御するレーザ出力制御部1とアーク長が短くなった場合にアーク長を適正に制御するアーク出力を制御するアーク出力制御部2とアーク電源部4を備えたレーザハイブリッドアーク溶接機9を用いたレーザハイブリッドアーク溶接システムを提供する。
(もっと読む)
金属製容器製造方法および溶接装置
【課題】銅製の母材を予熱する手段と溶接する手段とを近距離に配置して溶接装置を小型化して、予熱効果の高い安定した溶接を行う。
【解決手段】MIGワイヤ7と、MIGワイヤ7を取り囲むように配置されるMIG電極5と、MIG電極5を取り囲むように配置されるプラズマ電極11と、を有する溶接装置を用いる。キャスクの内筒1および外筒3に伝熱フィン2を溶接する。溶接方法は、MIG溶接工程およびプラズマ溶接工程を有する。MIG溶接工程は、MIGワイヤ7からMIGアーク8を発生させる。プラズマ溶接工程はMIG溶接工程と並行して、プラズマ電極11によりMIGアーク8を取り囲むように同軸上にプラズマアーク16を発生させる。
(もっと読む)
溶接ロボット
【課題】 タンデム溶接の際の溶接線倣いにおいて、先行極のみでなく後行極についても高い倣い追従性能を実現する。
【解決手段】 並進補正演算部23は、先行極5aの次時刻の位置のベース座標系Σbaseにおける並進方向の補正量である並進補正量ΔP(t)で先行極5aの目標値Plead(t)を補正して一次補正目標値目標値Plead(t)’を得る。回転補正演算部24は並進補正量ΔP(t)による補正によって生じる実溶接線Lreに対する先行極5a周りのトーチ6の姿勢のずれを補正するための回転補正量Δθ(t)を計算し、回転補正量Δθ(t)だけ先行極5a周りにトーチ6を回転させるように一次補正目標値Plead(t)’を補正した二次補正目標値Plead(t)''を計算する。二次補正目標値Plead(t)''でマニピュレータ2を駆動する。
(もっと読む)
2ワイヤ溶接の終了制御方法
【課題】溶接ワイヤ1及びフィラーワイヤ6を使用する2ワイヤ溶接の溶接終了時において、フィラーワイヤ6が溶融池2にスティックして溶着することを防止する。
【解決手段】消耗電極アーク3の溶融池にフィラーワイヤ6を接触させながら送給して行う2ワイヤ溶接の終了制御方法において、溶接終了に際して前記消耗電極アーク3によるクレータ処理を開始すると、これに同期して前記フィラーワイヤ6の逆送給を開始すると共に前記フィラーワイヤ6と前記溶融池2との接触状態を検出し、前記接触検出によって非接触状態が検出されるまで前記フィラーワイヤ6の逆送給を継続する。これによって、溶接終了後のフィラーワイヤ先端が溶融池2から少し離れた状態で停止することになる。このために、溶着を防止し、かつ、次の溶接開始が迅速になり生産効率が向上する。
(もっと読む)
管結合部を製造するための方法および管結合部
【課題】管が、鋳造材料から成る構成部分に溶接によって結合され、かつ結合部が高い強度を有し、しかも互いに溶接不可能な材料ペアリングをも互いに位置固定することのできるような、管結合部を製造するための方法を提供する。
【解決手段】まず管2の端側の区分4を拡開させ、引き続き、該拡開された区分4に鋳造材料から成る構成部分を配置し、拡開された区分4が少なくとも部分的に形状接続的に封入されるように鋳造材料から成る構成部分3を、拡開された区分4溶接する。
(もっと読む)
201 - 220 / 358
[ Back to top ]