
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
41 - 60 / 358
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
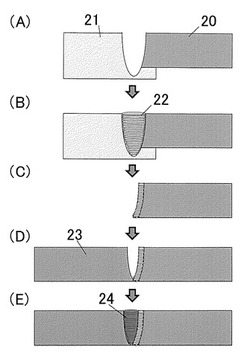
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
溶接継手の製造方法

【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、酸化物粒子全質量当たり20質量%以上のTiを含有する酸化物粒子で、円相当直径:0.15〜1.0μmのものが5000個/mm2以上存在すると共に、溶接金属中に化合物として存在する溶接金属全質量当たりのV量が0.002%以上であり、更に、溶接金属中に存在するV含有炭化物の平均円相当直径が15nm以下である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接止端部の疲労強度を向上させるガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.30%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.0005〜0.01%、Cr:0.05〜0.5%およびN:0.005〜0.02%を含み、残部は鉄および不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、不活性ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは、体積%で3〜12%のCO2または1.5〜5.0%のO2もしくはこれらの両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦2X+Y≦15 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】耐食性に優れたガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.3%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:0.05〜0.5%およびN:0.001〜0.02%を含み、残部はFeおよび不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、主体ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは体積%で3〜12%のCO2または1〜3%のO2もしくはその両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦3X+Y≦12 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
二重ワイヤ溶接トーチおよびそれに関連する方法
【課題】二重ワイヤ溶接トーチおよびそれに関連する方法を提供する。
【解決手段】溶接トーチは、第1の溶接ワイヤ方向に第1の溶接ワイヤを配向するように構成された第1の溶接ワイヤガイドと、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向に、第2の溶接ワイヤを配向するように構成された第2の溶接ワイヤガイドとを有するノズルを含む。溶接方法は、溶接すべきワークピース継手に対して溶接トーチを移動させるステップを含む。溶接トーチの移動中に、第1の溶接ワイヤは、第1の溶接ワイヤ方向を定める第1の溶接ワイヤガイドを通して供給され、また第2の溶接ワイヤは、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向を定める第2の溶接ワイヤガイドを通して供給される。
(もっと読む)
ブームとブームの溶接方法
【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
アーク溶接制御方法
【課題】 直流パルスアーク溶接において、磁気吹きによるビード外観の悪化を抑制する。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流から形成される溶接電流を通電して直流パルスアーク溶接するアーク溶接制御方法において、ベース期間中の溶接電圧の上昇によって、複数の溶接個所の中から磁気吹きが発生した溶接個所Ps2−Pe2を判別して記憶する直流パルスアーク溶接によるテスト溶接を行い、実施工時に、記憶された磁気吹き発生溶接個所以外の溶接個所Ps1−Pe1、Ps3−Pe3を溶接するときは前記直流パルスアーク溶接によって溶接し、記憶された磁気吹き発生溶接個所Ps2−Pe2を溶接するときは溶接法を直流パルスアーク溶接から交流パルスアーク溶接に自動的に切り換えて溶接を行う。交流パルスアーク溶接は磁気吹きによるアーク切れが発生しにくいので、ビード外観を良好に保つことができる。
(もっと読む)
溶接方法および被溶接体
【課題】溶接金属に欠陥が発生するのを抑制すること。
【解決手段】鋼材2同士を互いに突き合わせてMAG溶接する溶接工程を有する溶接方法であって、溶接工程の際、(1)式で示される溶接金属の表面張力推定値γが、1.26以上で、かつ(2)式を満たすように鋼材2同士をMAG溶接する溶接方法を提供する。
[数1]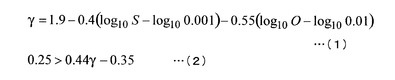
ただし、(1)式中のSは、溶接金属M中の硫黄の含有比率(重量%)を表すとともに、(1)式中のOは、溶接金属M中の酸素の含有比率(重量%)を表し、S>0.001、かつO>0.01とする。
(もっと読む)
ハイブリッドレーザ加工を用いたクラッディング施工方法及び装置
【課題】クラッディング金属を基材金属に固着させる方法を開示する。
【解決手段】加熱装置11を用いてクラッディング金属3と基材金属2の表面を加熱して、基材金属2の溶融基材金属材料上に層をなす溶融クラッディング金属を有する溶融池20を生成させるステップと、溶融池20に照射されるレーザビームを用いて溶融池20の温度勾配を安定させるステップと、溶融池を冷却して固化したクラッディングを基材金属2に固着させるステップとを含む。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
ガスシールドアーク溶接装置
【課題】容易にトーチの位置を調整することができるガスシールドアーク溶接装置を提供すること。
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
(もっと読む)
高クロム鋼材の溶接方法および溶接継手
【課題】熱影響部に生じる応力を緩和する。
【解決手段】
高クロム鋼材の母材2,3の間を開先溶接して余盛部5を形成すると共に、余盛部5を両方の母材2,3側に拡張して開先溶接による熱影響部2a,3aとその近傍を覆うようにビードを盛って拡張部6を形成する。
(もっと読む)
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属
【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
2ワイヤ溶接制御方法
【課題】アーク長を周期的に変化させて溶接する2ワイヤ溶接方法において、高速溶接性を向上させる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期として繰り返して溶接ワイヤ1に通電し、切換信号Stcに同期してアーク長Laを第1アーク長HLaとそれよりも短い第2アーク長LLaとに周期的に切り替えて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する2ワイヤ溶接制御方法において、フィラーワイヤ6の送給速度Wsを、第1アーク長HLaのときは第1フィラーワイヤ送給速度LWsに設定し、第2アーク長LLaのときは第1フィラーワイヤ送給速度LWsよりも高速の第2フィラーワイヤ送給速度HWsに設定する。アーク長が短いときのフィラーワイヤの送給速度が高速になるので、溶融池の冷却効果が増大し、高速溶接性が向上する。
(もっと読む)
鋼製部材の化成処理方法、電着塗装を施した鋼製塗装部材の製造方法、および鋼製塗装部材
【課題】溶接部の耐食性に優れた鋼製塗装部材を提供する。
【解決手段】鋼板同士を溶接接合してなる鋼製部材を化成処理と電着塗装を施して鋼製塗装部材とするに際し、前記化成処理を、リン酸亜鉛コロイドを含有する表面調整剤を用いた表面調整処理を施したのち、フッ素濃度が100質量ppm以上であるリン酸亜鉛処理剤を用いたリン酸亜鉛処理を施す処理とする。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
41 - 60 / 358
[ Back to top ]