
Fターム[4E001BB08]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | MIG溶接 (358)
Fターム[4E001BB08]に分類される特許
161 - 180 / 358
2電極アーク溶接のアークスタート制御方法
【課題】2電極アーク溶接において、アークスタート部の溶け込み及びビード形状を適正化すること。
【解決手段】消耗電極1aおよび非消耗電極1bを備えた溶接トーチWTを用いてアーク溶接する2電極アーク溶接のアークスタート制御方法において、消耗電極1aと母材2との間に消耗電極アーク3aを発生させ、その後は消耗電極1aを定常送給速度で送給し、非消耗電極1bと母材2との間に非消耗電極アーク3bを発生させ、その後は余熱期間の間、非消耗電極アーク3bに定常電流値よりも大きな値の余熱電流を通電すると共に、送給速度を余熱電流の値に応じて定常送給速度よりも速い余熱送給速度に切り換え、余熱期間が終了すると、送給速度を定常送給速度に切り換えると共に、非消耗電極アーク3bを通電する電流値を定常電流値に切り換えて定常溶接状態に移行させる。
(もっと読む)
異材接合用溶加材及び異材接合方法

【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
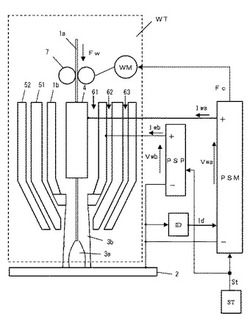
GMA溶接方法
【課題】スパッタ発生量を抑制しつつ、高効率溶接を行うことが可能なGMA溶接方法を提供すること。
【解決手段】シールドガスSG中を溶接母材WPに向けてワイヤWを送給しつつ、ワイヤWに接触させた第1コンタクトチップ2と溶接母材WPとの間にアーク電圧を印加することによりアークAcを発生させる、GMA溶接方法であって、第1コンタクトチップ2と溶接母材WPとの間にパルス電流としての第1GMA溶接電流Iwaを流すとともに、ワイヤWに接触させた第2コンタクトチップ3と溶接母材WPとの間に、その電流値が一定値に制御された一定電流として第2GMA溶接電流Iwbを流す。これにより、ワイヤWのスムーズな溶滴移行とアークAcの長さの適正化が可能であり、スパッタ飛散量が少ない安定した高効率溶接を行うことができる。
(もっと読む)
ガスシールドアーク溶接方法
【課題】亜鉛を含むめっき鋼鈑の溶接において、ブローホールやピットなどの発生を効果的に抑制することのできるガスシールドアーク溶接方法を提供する。
【解決手段】本発明によって提供されるガスシールドアーク溶接方法は、亜鉛めっき鋼板である溶接母材P1,P2と溶接ワイヤWとの間にアークACを発生させるとともに、コンタクトチップ32を囲うように溶接母材P1,P2に対してシールドガスSGを噴出させるガスシールドアーク溶接方法であって、シールドガスSGには、主成分ガスにオゾンが添加された混合ガスが用いられる。
(もっと読む)
溶接用ソリッドワイヤ
【課題】極低温用鋼と同程度の低温靭性を有し、かつ優れた耐亀裂発生強度を有する溶接継手部を得ることのできる共金系溶接用ソリッドワイヤを提供する。
【解決手段】C:0.15%(質量%の意味。以下、同じ。)以下(0%を含まない)、Si:0.3%以下(0%を含まない)、Ni:8.0〜15.0%、Mn:0.1〜1.0%、O:0.015%以下(0%を含む)、Al:0.1%以下(0%を含まない)、REM:0.005〜0.04%、Ca:0.0005〜0.008%および/またはMg:0.0005〜0.008%を合計で0.0005〜0.0120%含有し、残部が鉄および不可避不純物であることを特徴とする溶接用ソリッドワイヤである。
(もっと読む)
パルスアーク溶接方法
【課題】シールドガスの混合比率及びチップ・母材間距離が変化しても安定したアーク状態を維持することができるパルスアーク溶接方法を提供すること。
【解決手段】第1ピーク期間Tp1中の第1ピーク電流Ip1の通電及び第2ピーク期間Tp2中の第2ピーク電流Ip2(<Ip1)の通電及びベース期間Tb中のベース電流Ibの通電とを1パルス周期として繰り返して溶接するパルスアーク溶接方法において、チップ・母材間距離が基準値よりも短くなったときは基準値とチップ・母材間距離との差に応じて前記第1ピーク電流値Ip1を増加させ、チップ・母材間距離が基準値よりも長くなったときは基準値とチップ・母材間距離との差に応じて前記第2ピーク電流値Ip2を減少させる。これにより、チップ・母材間距離の変化に伴う溶滴形成入熱の変化を補償して、良好な溶滴移行状態を維持することができる。
(もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材を配置することによる不都合を回避しつつ良好な溶接継手を得ることのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により複合接合するレーザ・アーク複合溶接法において、溶接位置に裏当て材を配置し、MIGアーク溶接またはMAGアーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つMIGアーク溶接またはMAGアーク溶接を行なう際に、CO2の配合量が5超〜15容量%である(Ar+CO2)混合ガスをシールドガスとして用いて操業する。
(もっと読む)
鉄道車両の側構体
【課題】無塗装車両での外観を向上させる。
【解決手段】裾部長尺材4は、外側面板部4aと内側面板部4bとがウエブにて結合されるダブルスキン構造の押し出し形材で、鉛直方向に延びる本体部分4eから車体内方側に延びる上側水平延長部分4fが一体的に形成されている。裾部長尺材4の下端縁の内側面板部4bが側はり3aの下側部分外側面に溶接により接合され、水平延長部分4fが側はり3aの上側部分に溶接により接合されている。
(もっと読む)
ダブルスキンパネルのレーザ溶接継手
【課題】アンダーフィルを防止したダブルスキンパネルのレーザ溶接継手を提供すること。
【解決手段】押出中空形材の長尺なダブルスキンパネル同士を幅方向に突き合わせてレーザ溶接などによって接合するための第1面板101及び第2面板102の幅方向端部に形成されたものであって、端部リブ105と第1及び第2面板との交点部分に一対の継手部10A,10Bが構成され、一対の継手部には突起部11と、レーザの照射方向に重なる外側凸部13と内側凸部14が形成され、外側凸部13と内側凸部14との幅方向の嵌合が十分な場合にでも一対の継手部10A,10Bの突起部11の間には幅方向に隙間16があり、外側凸部13と内側凸部14との幅方向の嵌合が不十分な場合にでも外側凸部13と内側凸部14とがレーザ光の照射方向に重なり部分を有するダブルスキンパネルのレーザ溶接継手10。
(もっと読む)
複合溶接方法
【課題】レーザ照射とアーク溶接を同時に行う複合溶接方法において、前記アーク溶接に使用する電極チップとして、前記ワイヤの出口から所定長さの絶縁性を有するワイヤガイド部を設けた前記電極チップを使用する複合溶接方法に関する。
【解決手段】電極チップとして、ワイヤ1の出口から所定長さのワイヤガイド部8を設けた絶縁性のチップ本体2と、前記チップ本体2の前記ワイヤ1の供給側に設け所定の加圧力Fで常に前記ワイヤ1と密着しつつ、前記ワイヤ1に電力を供給する通電体3とからなる前記電極チップを使用することによって低いアーク電流で高い溶着金属量を得ると共に、電極チップから出た前記ワイヤの直線性を高めその狙い位置の精度を高めることができる。
(もっと読む)
ガスシールドアーク溶接方法
【課題】遅れ割れを防止すると共に予熱温度を低下させて溶接工程全体の作業効率を向上させることができるガスシールドアーク溶接方法を提供する。
【解決手段】引張強さが570N/mm2以上又は溶接割れ感受性指数PCMが0.24%以上であり、板厚が16mm以上である鋼板500をガスシールドアーク溶接する。コンタクトチップ100は、その基端部側に設けられた導電性の給電部110と、先端側に設けられ非導電性で送出ワイヤを案内するガイド部120とを有する。ガイド部120は、コンタクトチップ100の先端から5乃至70mmまでの範囲に設けられる。ワイヤ突出長Lは30mm以下である。溶接ワイヤ300は1mmあたりの電気抵抗が80μΩ以上である。
(もっと読む)
溶接装置
【課題】 溶加材の状態を適切に把握し、かつ、適切に溶加材を供給する。
【解決手段】 溶接装置は、溶接位置(ロウ付け位置)において母材および溶加材のワイヤを加熱する加熱機22と、ワイヤを通過させて、溶接位置にガイドする中空のワイヤガイド12と、ワイヤを溶接位置に送り込み、或いは、溶接位置から引き戻すワイヤ供給部材20と、ワイヤ供給部材20により溶接位置に送り込まれるワイヤの撓みによる送り込みに対する反力により生じる、所定の部材における変位を測定する変位測定手段と、変位測定手段による変位の変化に基づいて、ワイヤ供給部材20による溶加材のワイヤの送り込みおよび引き戻しを制御する制御手段と、を備えている。
(もっと読む)
タンデムアーク溶接方法
【要 約】
【課 題】 2本の溶接用ワイヤを電極として用い、十分な溶込み深さが得られ、平滑な溶接金属が形成され、かつスラグの生成を抑制できるタンデムアーク溶接方法を提供する。
【解決手段】 2本の溶接用ワイヤを電極に用いた消耗電極式のタンデムアーク溶接方法において、先行極のシールドガスとして不活性ガスと40体積%以上のCO2ガスからなる活性ガスまたは炭酸ガスを用い、後行極のシールドガスとしてArガス,HeガスおよびH2ガスの中から選ばれる1種または2種以上を合計99.5体積%以上含有する不活性ガスを用いるとともに、先行極で生じた溶融メタルが凝固する前に後行極でスラグのクリーニングを行なう。
(もっと読む)
薄鋼板の隅肉アーク溶接方法
【課題】 溶接速度80cm/min超150cm/min以下でも、溶接止端部形状が良好で、溶接継手の疲労特性を向上させることのできる、薄鋼板の隅肉アーク溶接方法を提供する。
【解決手段】 本発明は、1.6〜6mm厚の鋼板の隅肉アーク溶接を、フラックス入りワイヤを用いた溶接速度80cm/min超150cm/min以下のガスシールドアーク溶接で行う際、前記鋼板とアーク溶接用フラックス入りワイヤとを、{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるように組み合わせることを特徴とする。
(もっと読む)
狭開先溶接方法及び狭開先溶接装置
【課題】立向き溶接等に適用されて反復オシレートを行う狭開先ガスシールドアーク溶接において、円弧状運動によるスパッタや融合不良を防止または抑制する。
【解決手段】狭開先の幅方向中心位置を起点に一方の開先端部近傍まで上向きにオシレートする上進第1工程Paと、一方の開先端部近傍で所定時間だけオシレートを停止する上昇第1工程Pbと、一方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第1工程Pcと、狭開先の幅方向中心位置を起点に他方の開先端部近傍まで上向きにオシレートする上進第2工程Pdと、他方の開先端部近傍で所定時間だけオシレートを停止する上昇第2工程Peと、他方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第2工程Pfとで1サイクルとされ、オシレートの速度は、鉛直方向下向きのオシレート速度が鉛直方向上向きのオシレート速度より増速される。
(もっと読む)
低温靭性に優れた高強度溶接金属
【課題】フラックス入りワイヤを用いてガスシールドアーク溶接によって形成される溶接金属の強度を700MPa以上とすると共に、−60℃レベルの低温域での靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成された溶接金属であって、質量%で、 C:0.02〜0.12%、 Si:0.1〜1.0%、 Mn:0.5〜3.0%、 Al:0.002〜0.03%、 Ni:0.5〜3.5%、 Ti:0.005〜0.20%、 O:0.03〜0.08%を夫々含むと共に、 N:0.01%以下に制限し、且つ
前記溶接金属断面を電子顕微鏡で観察したときに、最大径が0.1μm以上、1μm未満の酸化物が観察視野1mm2換算で10×103〜500×103個存在し、
且つ、前記最大径が0.1μm以上、1μm未満の酸化物の内、個数割合で80%以上の酸化物が、Tiを含有する結晶質の酸化物および/またはSiを含有する非晶質の酸化物を内包するものであり、
更に最大径が1μm以上の酸化物が観察視野1mm2換算で150個以下に抑えられたものであって、
前記溶接金属断面の組織において、観察されるベイナイト組織サイズが平均で2.0μm以下である
ことを特徴とする低温靭性に優れた高強度溶接金属である。
(もっと読む)
酸化防止剤を塗布した鋼板のアーク溶接方法
【課題】高い生産性で、溶接欠陥がなく、安定して高い継手強度が得られるホットプレス鋼板のアーク溶接方法を提供する。
【解決手段】酸化防止剤を、少なくとも片面に塗布した焼入用鋼板同士を、または、前記酸化防止剤を少なくとも片面に塗布した焼入用鋼板と被覆層を有しない金属板とを重ね隅肉接合する際に、溶接開始から3秒以上、下記式1および式2の両方を満足するように接合することを特徴とする鋼板のアーク溶接方法。
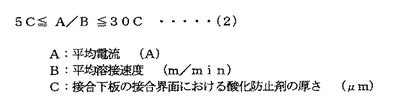 (もっと読む)
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板の消耗電極式アークブレージングにおいて、特殊な複合ワイヤを用いることなく、ビードのぬれ性を改善するとともに、スパッタの発生を低減しビード幅の揃った平坦なビードを得ることを目的とする。
【解決手段】銅を主成分としケイ素とマンガンを含有する銅合金ワイヤを用い、ワイヤの前進後退動作による短絡溶滴移行を周期的に行い、シールドガスとして酸素ガス1.5〜7体積%を含み残部がアルゴンガスからなる混合ガスを使用する。短絡溶滴移行の1秒間の短絡回数を55〜85回に設定することが好ましく、銅合金ワイヤのワイヤ断面が中実で断面同質のソリッドワイヤを用いることが好ましい。
(もっと読む)
鋼板のガスシールドアークブレージング方法
【課題】鋼板のアークブレージング方法において、アークの不安定現象に起因するスパッタの発生やアークの過度な集中によるビード不整の発生、ビード表面の酸化によるビードの変色並びにシワの発生を防止すると共に、ギャップや狙いズレ発生による溶け落ちや溶け分れを防止することを目的とする。
【解決手段】シールドガスとして、酸素ガスが0.03〜0.3体積%、残部がアルゴンからなる混合ガスを使用し、3回以上のパルス溶滴移行と1回の短絡溶滴移行を1周期として周期的に繰り返し、ピーク電流からベース電流までのパルス立ち下がり時間を3.1〜8.4msとしてアークブレージングする。
(もっと読む)
161 - 180 / 358
[ Back to top ]