
Fターム[4E001BB10]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | エレクトロガスアーク溶接 (30)
Fターム[4E001BB10]に分類される特許
1 - 20 / 30
溶接熱影響部の靭性に優れた鋼材並びに溶接継手、溶接継手の製造方法
【課題】大型構造用鋼として適用可能な、溶接熱影響部靭性に優れた鋼材及び溶接継手と溶接継手の製造方法を提供する。
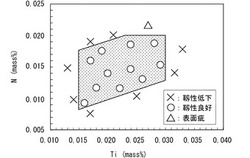
【解決手段】質量%で、C:0.03〜0.16%、Mn:0.3〜2.0%、Ti:0.016〜0.030%、V:0.025〜0.100%、B:0.0016〜0.0050%、N:0.0050〜0.0200%を含有し、0.3[Ti]+1.35[B]−0.0016≦[N]≦0.3[Ti]+0.12[V]+0.0035、及び、Y−0.02≦X≦Y+0.02を満足する鋼材。X=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5+2[Nb]、Y=1.71×10-4×H+0.32。[M]は元素Mの含有量[質量%]、Hは想定溶接入熱[kJ/cm]。想定溶接入熱Hで溶接を行った際の溶接熱影響部の有効結晶粒径は35μm以下である。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金

【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
溶接装置
【課題】溶接トーチによる溶接金属の狙い位置を固定することができ、溶接欠陥が生じることを防止し、さらにノズルの冷却を行って溶接金属がノズルの内部に付着することを確実に防止することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板8を開先溶接する溶接装置において、前記開先9に沿ってスライド可能な裏当材3であって、前記開先9をまたいで前記2枚の被溶接板8と接する基板6と、該基板6の一端から前記開先9内に突出する突出部7とを有する、裏当材3と、前記基板6上方の前記開先9内に溶接金属を供給する溶接トーチ2とを備え、前記溶接トーチ2は、前記突出部7を通過するノズル5とを有する。
(もっと読む)
アーク溶接時における溶接開始アークを発生させるためのタップピース
【課題】アーク溶接時における溶接開始のためのアークを発生させ、溶接部位の開始部分に付着して使用されるタップピースを提供する。
【解決手段】非伝導性材質からなるボディー41と、ボディーと結合可能な形状を有するが、一側がボディーに結合され、他側を露出させて、アーク溶接時における溶接開始アークを発生させるための伝導性材質からなるアーク発生部43とを備える。
(もっと読む)
溶接継手の製造方法及びその方法を実施するための溶接装置
【課題】板厚が50mmを超えるような厚鋼板よりなる溶接継手を2電極立向エレクトロガスアーク溶接を用いて製造する際、開先断面積が変動しても、入熱量が変動しないように溶接して、高靭性な溶接継手が得られるようにする。
【解決手段】2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って一定の速度で上昇させ、溶接電圧を一定となるように制御するとともに、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御して、溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することにより溶接継手を製造する。
(もっと読む)
溶接継手の製造方法及びその製造方法を実施するための溶接装置
【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
(もっと読む)
Al材料の溶接方法
【課題】高強度の7000系Al合金からなるAl材料の複数にて構成される、構造部材や部品等の各種用途の部材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】質量基準にて、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物である合金組成の7000系Al合金からなるAl材料を溶融溶接するに際して、質量基準にて、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成を有するAl合金溶加材を用いた。
(もっと読む)
溶接材料および溶接継手
【課題】高効率に高強度で、低温靭性に優れた溶接継手を得ることができる溶接材料の提供。
【解決手段】極低温の環境での大入熱溶接に用いられる溶接材料であって、質量%で、C:0.01〜0.10%、P:0.05%以下、S:0.008%以下、Cu:0.5〜5.5%、Mo:5.0〜25.0%、Nb:0.005〜1.0%、Al:1.2〜3.0%、W:1.0〜6.0%およびN:0.0015〜0.008%を含有し、残部Niおよび不純物からなり、下記(1)式および(2)式を満足することを特徴とする溶接材料。
108.5+621.9C+85.64Nb+136.7Al≧400・・・・(1)
234.6−671.9C−3.020Nb−35Al≧100・・・・(2)
但し、上記式中の各元素記号は、それぞれの含有量(質量%)を意味する。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法
【課題】実質的に1パスで溶接される大入熱溶接法を用いて厚鋼板の溶接継手を作製するに際し、良好な溶接金属特性を有するとともに、溶接構造物としての安全性の高い、溶接金属の靭性に優れた1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する厚鋼板と溶接部とからなり、さらに、次式{Ceq.=C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}で表される炭素当量(Ceq.)が0.40%〜0.70%の範囲であり、かつ、次式{Nbeq.=Nb%+0.5Ta%+0.4V%+0.25Zr%+0.05%Cr+0.25%Mo%+0.12W%}で表されるNb当量(Nbeq.)が0.020〜0.30%の範囲であり、さらに、溶接金属組織における粒界フェライトの割合が面積率で5%以下であり、降伏強度が500MPa以上である構成とする。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
靭性および疲労亀裂発生抑制特性に優れた溶接継手
【課題】これまで抑制が困難とされていた溶接金属と母材(鋼板)の境界におけるマイクロクラックを起点とした疲労亀裂の発生を抑制すると共に、HAZ靭性をも極力改善することのできる溶接継手を提供する。
【解決手段】本発明の高降伏比高張力鋼板は、高張力鋼板を溶接によって接合した溶接継手であって、高張力鋼板の溶接熱影響部の組織は、旧オーステナイトの平均粒径が200μm以下であると共に、ベイナイトの分率が90面積%以上であり、且つ2つの結晶の方位差が15°以上の大角粒界で囲まれた領域を結晶粒としたとき、当該結晶粒の平均円相当径が9μm以下である。
(もっと読む)
油およびガス工業におけるスチール構造物を接合するための溶接金属組成物
油、ガス、および/または石油化学の用途で用いるための金属構造物、およびこれらの構造物を形成するための方法が提供される。これは、非鉄または高合金溶接金属組成物、若しくは高合金溶接金属組成物と接合される。溶接された金属構造物には、鉄または非鉄部材の二種以上の部分、および融接物、摩擦撹拌溶接物、またはそれらの組み合わせが含まれる。得られる溶接された構造物は、従来の鉄ベースの溶接組成物に比較して、疲労耐性、靭性、変形性能、強度、応力腐食割れ耐性、および水素脆性耐性の向上を示す。構造物、およびこれらの構造物を形成する方法は、天然ガスの輸送および貯蔵、油およびガスの坑井仕上げおよび生産、並びに油およびガスの精製所および石油化学プラントの用途において、金属部材を接合するのに有利である。溶接金属としては、Inconel 625、Ti64、ステンレス鋼、マルエージング鋼、析出硬化鋼が挙げられる。 (もっと読む)
1電極エレクトロガスアーク溶接方法
【課題】板厚が50mmを超え70mmまでの被溶接鋼板であっても、融合不良が発生することなく、健全な溶接継手が得られると共に、アーク安定性が優れており、高電流条件にする必要がなく、立向1パスの溶接が可能である1電極エレクトロガスアーク溶接方法を提供する。
【解決手段】開先が垂直に延び、表面側が裏面側より幅広となる開先形状を有し、被溶接板の表面側に摺動銅板を当て、裏面側に固定された裏当材を当てる。1本の溶接ワイヤを被溶接板の板厚方向にオシレートさせる。オシレート速度が10乃至55mm/秒、表面側での停止時間が1.5乃至2.5秒、裏面側での停止時間が0.5乃至1.5秒、オシレート幅は(板厚(両被溶接板に板厚差がある場合は厚い方の板厚)−25mm)以上(板厚−10mm)以下、電極の折り返し位置は、被溶接板の表面及び裏面から5乃至15mmの位置である。
(もっと読む)
耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造
【課題】万が一大入熱溶接部で脆性破壊が発生した場合においても、確実に脆性亀裂の伝播を妨げることのできる耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造を提供する。
【解決手段】本発明のT型溶接継手構造、高強度鋼板を突き合わせ溶接した垂直部材と、高強度鋼板を突き合わせ溶接した水平部材を溶接によって接合してなるT型溶接継手構造において、前記垂直部材と水平部材の溶接線を一致させない構造とし、且つ前記水平部材を構成する高強度鋼板は、下記(1)および(2)の特性を満足するものである。
(1)アレスト特性を示すKca値が、−10℃で7000N/mm3/2以上である、
(2)板厚方向1/2部の−100℃での平均吸収エネルギー値が70J以上である。
(もっと読む)
エレクトロガスアーク溶接用フラックス入りワイヤ及びエレクトロガスアーク溶接金属
【課題】溶接金属の強度及び伸びと靱性を向上させることができ、更に溶接作業性が優れたエレクトロガスアーク溶接用フラックス入りワイヤ及びエレクトロガスアーク溶接金属を提供する。
【解決手段】ワイヤ全質量あたり、C:0.03〜0.07%、Si:0.3〜0.8%、Mn:1.5〜2.2%、Ni:0.4〜1.5%、Cr及びMoからなる群から選択された少なくとも1種:総量で0.05〜0.60%、Ti:0.02〜0.20%、B:0.005〜0.020%、Mg:0.20〜0.50%、を含有し、Al:≦0.10%に規制し、スラグ生成剤:1.0〜2.0%を含有し、このスラグ生成剤は、F:0.30〜0.70質量、K:0.02〜0.20%を含有し、[A]=(Cr+Mo)/Ni:0.10〜1.0、及び[B]=C/(Ti+20×B):0.12〜0.58である。
(もっと読む)
鉄骨ボックス柱の製造方法及び製造装置
【課題】角筒状に突き合わせたボックス部材を垂直に保持して、四隅の突き合わせ部を、それぞれ下方から上方へ移動する4個の溶接装置により溶接するボックス柱の製造に際し、それぞれの溶接装置が、他の溶接装置からの拘束力を受けることなく適正、かつ、円滑に所定の位置を上昇できるようにする。
【解決手段】ボックス部材の四隅の突き合わせ部に配置される溶接装置2を、電磁石10によるフランジ鋼板3との間の非吸着状態による一体性と、台車7の側面に設けたサイド車輪13をフランジ鋼板3の端縁に係合させることにより、それぞれ独立してフランジ鋼板3の所定位置で上昇できるように装着する。
(もっと読む)
超音波打撃を用いた溶接方法及び装置
【課題】溶接部に超音波を付加して溶接することにより溶接品質を向上させる溶接方法において、さらに溶接品質の向上した溶接継手部を得ることを課題とする。
【解決手段】被溶接部材の一方の側に配置した溶接手段によって溶融プールを形成しながら被溶接材料を溶接するに当たり、被溶接部材の他方の側に超音波打撃手段を配置して、被溶接部材の他方の側の溶接領域に超音波打撃を付加しながら溶接を行う。
(もっと読む)
耐脆性破壊発生特性に優れた溶接継手
【課題】降伏強度が460MPaクラス以上で、板厚が50mm超の大入熱溶接用高強度鋼板を突合せ溶接して、破壊靭性値δcが十分に高い溶接継手を形成する。
【解決手段】質量%で、C:0.04〜0.2%、Mn:0.8〜2.5%、S:0.0005〜0.0025%、Al:0.02%未満、Ti:0.01〜0.05%を含有する鋼材を用いて大入熱溶接した溶接構造体における突合せ溶接継手において、溶接金属中に含まれるO量を20〜250ppmとし、かつ、粒径2.0μm以上の酸化物の量を10個/mm2以下とする。
(もっと読む)
エレクトロガスアーク溶接用フラックス入りワイヤ及び2電極エレクトロガスアーク溶接方法
【課題】入熱が500kJ/cmを超えても溶接金属の強度及び靭性が高く、溶接作業性に優れる2電極エレクトロガスアーク溶接用フラックス入りワイヤ及び方法を提供する。
【解決手段】1対の被溶接板1を突合わせて表面側が裏面側より幅広の開先を形成し、溶接ワイヤ11を開先奥行き方向に対して固定的に、溶接ワイヤ13を往復移動可能に設置する。両溶接ワイヤの各組成における含有量の平均値は、C:0.02〜0.09%、Mn:1.5〜2.5%、Si:0.2〜0.6%、Ni:0.6〜1.9%、Mo:0.3〜1.2%、Ti:0.10〜0.40%、B:0.005〜0.020%、Mg:0.10〜0.50%であり、Ni+Moの総量が1.2〜2.6%、MoとNiとの質量比Mo/Niが0.25〜1.00、残部がFe及び不可避的不純物とスラグ生成剤である。
(もっと読む)
1 - 20 / 30
[ Back to top ]