
Fターム[4E001CA00]の内容
アーク溶接一般 (8,479) | 鉄系被加工材 (569)
Fターム[4E001CA00]の下位に属するFターム
Fターム[4E001CA00]に分類される特許
21 - 40 / 54
2電極大脚長水平すみ肉ガスシールドアーク溶接方法
【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法

【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
高強度鋼材溶接部の強化方法
【課題】溶接部の硬さを容易に制御する技術を提供する。
【解決手段】C:0.05質量%未満を含有する高強度炭素鋼材を、プラズマ溶接方法により突合せ溶接する際に、炭化水素系ガスまたは/および酸化炭素系ガスからなる群の中から選ばれる1種または2種以上を含むガスと希ガスとの混合ガスを混合ガス比率30vol.%以上、80vol.%未満として、プラズマアーク照射部に供給して、炭素が富化したビード状の溶融凝固部を形成することを特徴とする高強度炭素鋼材溶接部の強化方法。
(もっと読む)
鉄骨切断装置
【課題】構造物(建物)の鉄骨を切断し解体する際に用いられる鉄骨切断装置を提供する。
【解決手段】クレーンによって吊り下げられる本体フレームに、相反する向きに突き出したスライドフレームが軸方向に伸縮可能な構成で設けられており、軸方向に間隔を開けて、切断する鉄骨を支持する鉄骨クランプが設けられている。両スライドフレームに切断具の移動手段が設けられており、切断具は移動手段で鉄骨の横断方向、高さ方向に移動可能な構成とされている。スライドフレームの伸縮、及び鉄骨クランプによる鉄骨の支持、並びに切断具の移動は、遠隔操作により行う。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
ガスシールドアーク溶接方法
【課題】ガスシールドアーク溶接を行なうにあたって、アークの安定性およびスパッタ発生量の低減はいうまでもなく、優れたビード形状を得ることが可能な、鋼素線からなるガスシールドアーク溶接用鋼ワイヤを用いた溶接方法を提供する。
【解決手段】直流電流をピーク電流とベース電流との2水準に設定したパルスを溶接用電源から出力し、ピーク電流を250〜380Aの範囲内とし、F=〔I−(E/2)〕/Hで算出されるF値を1.0〜2.0の範囲内とし、かつ希土類元素を0.015〜0.100質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて正極性でガスシールドアーク溶接を行なう。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法
【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】希土類元素を0.015〜0.100 質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて、厚鋼板の多層ガスシールドアーク溶接を行なう狭開先突合せ溶接方法において、初層のガスシールドアーク溶接を、QL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法。
【解決手段】 シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ipと平均時間幅Tpが所定範囲を満足する矩形波パルスが周期的に印可され、平均ベース電流Ibが所定範囲を満足するよう電流波形を制御し、溶接トーチの先端に取り付けられた磁気コイルから磁束密度3〜8MT、デューティー比30〜70%、周波数5〜30Hzの矩形波交流磁場を溶融池の表面に対して垂直方向に印加して溶融池を攪拌させながらアーク溶接を行う。
(もっと読む)
レ形2段開先ガスシールドアーク溶接方法及びレ形2段開先専用ゲージ
【課題】作業効率のよい、生産性の高い、レ形2段開先ガスシールドアーク溶接方法及びレ形2段開先専用ゲージを提供する。
【解決手段】被溶接面を傾斜面とした厚さが25mm以上の第1鋼材と被溶接面を垂直面とした第2鋼材の各被溶接面を、所定のルートギャップ及び開先角度をおいて突き合わせ、突き合わせ部の裏面に裏当て材を当接させて、前記突き合わせ部に溶接ワイヤの溶融物を充填させつつ一体に溶接するレ形開先ガスシールドアーク溶接方法において、ルートギャップを4〜6mmとし、そして開先角度を、第1の開先角度が24〜26°とするとともに、第1鋼材の底面から21〜23mmの高さから始まる第2の開先角度を14〜16°としたことを特徴とするレ形2段開先ガスシールドアーク溶接方法及びレ形2段開先専用ゲージを使用する。その結果、作業効率のよい、生産性の高い、ガスシールドアーク溶接を行うことができる。
(もっと読む)
亜鉛めっき鋼板の消耗電極式アークスポット溶接方法
【課題】ギャップを有する板厚1mm未満の薄板亜鉛めっき鋼板の重ね溶接継手であっても、品質に優れる溶接を行うことができる亜鉛めっき鋼板の消耗電極式アークスポット溶接方法を提供する。
【解決手段】溶接作業を、アークを起動するスタート制御期間と、このスタート制御期間溶接に続き溶接を行う溶接出力制御期間と、この溶接出力制御期間に続きアーク消滅後の消耗電極の先端を整形する球滴制御期間に分ける。そして、シールドガスを炭酸ガスまたは炭酸ガスを主成分とするアルゴンとの混合ガスとし、アーク発生後の溶接出力制御期間における出力(アーク電圧Vavとワイヤ送給速度WF)を少なくとも3段階に変化させた後、所定の休止期間を設け、再び所定期間のアークを発生させた後、溶接を終了する。
(もっと読む)
溶接金属の靱性に優れた2電極片面1パス大入熱サブマージアーク溶接方法
【課題】 板厚が40mm以上の厚手高張力鋼板を2電極片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で0℃における2mmVノッチシャルピー吸収エネルギーが70J以上の高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が40mm以上の鋼板を2電極サブマージアーク溶接で片面1パス溶接する際に、鋼板、フラックス、溶接ワイヤ、各々の化学組成を適正範囲に限定した上で、第2電極の溶接ワイヤの直径が6〜8mmで、かつ、第2電極の溶接ワイヤの断面積に対する第1電極の溶接ワイヤの断面積の比率が35〜75%である条件で溶接することにより、継手の健全性を損なうことなく、溶接金属の表面側と裏面側とのミクロ組織差を許容できる範囲内とする。
(もっと読む)
爆発溶接で形成される中間片を備えた材料複合体
【課題】 特に強度、耐熱疲労性および耐食性に関して、十分な機能を持つ材料複合体を提供する。
【解決手段】 本発明は、鋼鉄又はチタンをベースにした材料からなる部分と、銅又はアルミニウムをベースにした材料からなる部分とを備えた材料複合体を製造するプロセスに関し、材料複合体の両部分が、中間片を介して継ぎ合わされる。その中間片も、同様に爆発溶接によって互いに接合された、鋼鉄又はチタンをベースにした材料からなる領域と、銅又はアルミニウムをベースにした材料からなる領域とを有する。材料複合体のそれら両部分は、融接プロセス又は拡散溶接プロセスによって、いずれの場合においても、同じタイプの中間片領域に接合される。
(もっと読む)
亜鉛系めっき鋼板の溶接方法
【課題】 亜鉛系めっき鋼板をアーク溶接又はレーザー溶接する際、溶接箇所裏面に白い粉状の酸化亜鉛が発生・付着すること防止した溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の被溶接箇所裏面に樹脂被覆層を形成した後、表面側から前記溶接箇所をアーク溶接又はレーザー溶接する。めっき層表面に形成された樹脂層により酸素の供給が遮断されるため、溶接の際に酸化亜鉛の生成が抑制され、溶接箇所裏面への白色粉末の付着が抑制される。
(もっと読む)
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
インターロック管製造装置およびインターロック管の製造方法
【課題】 インターロック管の生産性の向上と、品質の向上を同時に図れるインターロック管の製造装置とその製造方法を提供する。
【解決手段】素材Wをストックして供給するアンコイラー1と、素材Wの両面にオイルを塗付するオイル塗付器2と、素材Wを断面がS字状に成形する多段ロール成形機3と、S字状の素材Wをインターロック管11に成形する、所定角度軸心を傾斜させた回転可能な巻付けロール機4と、前記巻付けロール機4の正面に架台5が設けられ、この架台5に設けられたカット装置6と、から構成されたインターロック管製造装置10であって、前記カット装置6は、カットノズル7dを有し、カットノズル7dから噴射するプラズマ流により加熱溶融するプラズマ切断機7であることを特徴とするインターロック管製造装置10である。
(もっと読む)
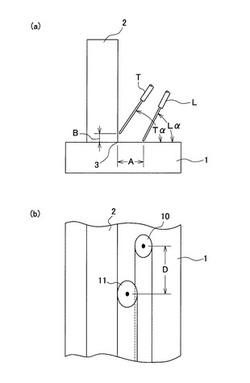
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
アルミニウム材との異材溶接接合用鋼板および異材接合体
【課題】 アルミニウム材と接合する際に、接合の信頼性を阻害することがなく、高い接合強度を有する接合部を得ることのできる、Si、Mnなどを含む高強度鋼板と、その鋼板とアルミニウム材との異材接合体を提供することにある。
【解決手段】 質量% で、C :0.02〜0.3%、Si:0.2 〜5.0%、Mn:0.2 〜2.0%、Al:0.002 〜0.1%、を含み、更に、Ti:0.005 〜0.10% 、Nb:0.005 〜0.10% 、Cr:0.05〜1.0%、Mo:0.01〜1.0%の内の1 種または2 種以上を含有し、残部がFeおよび不可避的不純物からなる鋼板において、鋼板表面上の既存の酸化物層を一旦除去した上で新たに生成させた、鋼板の鋼生地表面上に存在する外部酸化物層であって、Mn、Siを合計量で1at%以上含む酸化物の占める割合が、鋼生地と外部酸化物層との界面の略水平方向の長さ1 μm に対して占める、この酸化物の合計長さの平均割合として50〜80% であることとし、適切な溶接条件下において、異材接合体の高い接合強度を得る。
(もっと読む)
異種金属製品の接合方法
【課題】 既存の接合工程および設備を変更することなくそのまま利用して接合組み付けすることが可能な異種金属製品の接合方法を提供すること。
【解決手段】 接合用素材12を鋳造型にセットして当該接合用素材12の一部を鋳造金属材11で鋳ぐるむことにより鋳造金属材11と接合用素材12とを一体化して接合部材Aを作製し、該接合部材Aを、前記接合用素材12とほぼ同じ融点を有する金属材料からなる接合部材Bに対して接合用素材12を介して接合するようにした。
(もっと読む)
片面アーク溶接装置
【課題】 アーク電流を集電する際に、磁気吹きが発生することなく、また集電時の集電装置と被溶接鋼板との接触不良が発生することがないと共に、集電作業が容易である片面アーク溶接装置を提供する。
【解決手段】 フラックス裏当部材21の側部に配列された複数個の磁気吸着部材29を、被溶接鋼板1,2の固定に使用すると共に、被溶接鋼板からアース電流を逃がし、溶接電源6に戻すための、電流経路としても使用する。この磁気吸着部材29は、裏当部材21の長手方向に複数個配列されているので、溶接電流は常に所謂前アースとなる。また、磁気吸着部材29は被溶接鋼板1,2を磁気的に吸着しているので、確実に接触し、電流の通電が不安定になることがない。
(もっと読む)
21 - 40 / 54
[ Back to top ]