
Fターム[4E001CA00]の内容
アーク溶接一般 (8,479) | 鉄系被加工材 (569)
Fターム[4E001CA00]の下位に属するFターム
Fターム[4E001CA00]に分類される特許
41 - 54 / 54
アーク溶接装置
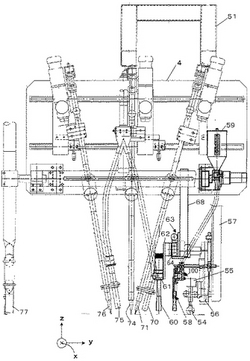
【課題】 厚鋼板の片面サブマージアーク溶接と、薄鋼板の片面ガスシールドアーク溶接とを、選択的に実施できる溶接装置を提供。
【解決手段】 y方向に延びる開先の裏面に、裏フラックス5rfを散布した裏当銅板21を当てる裏当て支持装置14;y走行溶接台車3;および、台車3に装備したz昇降機構53およびx駆動機構52で支持され、x,z方向に駆動される溶接ヘッド基台4;該基台で支持された開先検知器;および、開先検知に基づいて該基台を開先に対して所定x,z位置に制御する倣い制御手段;を備える溶接装置において、該基台で、溶加剤散布装置,ガスシールド溶接トーチ保持具61,表フラックス散布ノズルおよび複数のサブマージ溶接トーチを、y方向に並べて支持し;台車3に、ガスシールド溶接ワイヤ69,フラックスホッパ73およびサブマージ溶接ワイヤ72、を装備した。
(もっと読む)
溶接鋼管の製造方法

【課題】大掛かりな設備改造を行なうことなくスパイラル鋼管の製造に簡単に適用でき、その能率を大幅に向上させることができる溶接鋼管の製造方法を提供する。
【解決手段】本発明の溶接鋼管の製造方法では、スパイラル状に曲げられた熱延鋼帯の幅方向突合せ部を、まず、内面溶接機により内面溶接位置P1において内面側でサブマージアーク(SAW)溶接を実施した後、鋼管を溶接線に沿って約1周半した下流側に位置する高周波加熱コイル30に通電して外面溶接前の鋼帯突合せ部の予熱を行ない、しかる後、外面溶接機により外面溶接位置P2で外面側のSAW溶接を実施する。この場合、SAW溶接前の鋼板の幅方向端面突合せ部の表面温度は400℃以上にすることが好ましい。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】 補剛材の溶接品質の向上を図り且つ疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】 鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先のルート部(26)にレーザー溶接を施工するとともに、拡開部(28)にアーク溶接を施工するようにした。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層4が形成されている鋼材1とを、アルミニウム系被覆層4が形成されている面がアルミニウム系材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
橋脚の角継手構造及び角継手工法
【課題】 残留応力や熱変形等の抑制、溶接作業の省力化及び溶接材料の削減を図りながら高い耐震性能を確保可能な橋脚の角継手構造及び角継手工法を提供する。
【解決手段】 橋脚の角継手構造を構成する隣り合う厚板鋼板10a,10bのうち一方の厚板鋼板10aの端面20に開先22を形成し、該開先のルート部24にレーザー溶接を施工するとともに、拡開部26,28にアーク溶接を施工して溶接金属40を装填する。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、該溶接電極と該パイプの間の距離を目標範囲に収めるように、該パイプを保持する高さを、該パイプの長手方向の少なくとも1箇所にて調整する。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材が鉄系合金部材側からの入熱により溶接された異種金属溶接接合体であって、前記鉄系合金部材において溶解凝固した鉄系合金の溶解凝固部Bと前記アルミ合金部材に溶け込んで凝固した鉄系合金の溶け込み凝固部Cとが連続して一体的に構成された溶接凝固部を有すると共に、前記溶解凝固部の断面積S2が、前記溶け込み凝固部の断面積S1の4.0〜14倍であることを特徴とする異種金属の溶接接合体。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材やフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材2と、鉄系被溶接材1とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤに関し、特に低電流域から遷移領域の溶接電流で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み、残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法
【課題】 高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法を提供することを目的とする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
(もっと読む)
41 - 54 / 54
[ Back to top ]