
Fターム[4E001CA02]の内容
Fターム[4E001CA02]に分類される特許
101 - 120 / 173
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板および鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板および鋼管の製造方法を提供する。
【解決手段】C、Si、Mn、Mo、Nb、Al、Tiを含む鋼を溶製後、熱間圧延を施し、(γ/α変態開始点-50)(℃)以上γ/α変態開始温度(℃)以下まで水冷した後、再加熱し、その後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能となり、ラインパイプに対する安全性が大幅に向上する。
(もっと読む)
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法を提供することを目的とする。
【解決手段】質量%で、C:0.03〜0.07%、Si:0.01〜0.50%、Mn:1.5〜2.5%、P:≦0.01%、S:≦0.0030%、Nb:0.0001〜0.2%、Al:0.0005〜0.03%、Ti:0.003〜0.030%、B:0.0001〜0.0050%を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、γ/α変態開始点以上まで水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法により、上記課題を解決できる。
(もっと読む)
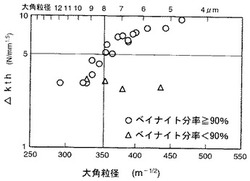
靭性および疲労亀裂発生抑制特性に優れた溶接継手
【課題】これまで抑制が困難とされていた溶接金属と母材(鋼板)の境界におけるマイクロクラックを起点とした疲労亀裂の発生を抑制すると共に、HAZ靭性をも極力改善することのできる溶接継手を提供する。
【解決手段】本発明の高降伏比高張力鋼板は、高張力鋼板を溶接によって接合した溶接継手であって、高張力鋼板の溶接熱影響部の組織は、旧オーステナイトの平均粒径が200μm以下であると共に、ベイナイトの分率が90面積%以上であり、且つ2つの結晶の方位差が15°以上の大角粒界で囲まれた領域を結晶粒としたとき、当該結晶粒の平均円相当径が9μm以下である。
(もっと読む)
耐座屈性能及び溶接熱影響部靭性に優れた低温用高強度鋼管およびその製造方法
【課題】耐座屈性能及び溶接熱影響部靭性に優れたAPIX80〜X100級高強度鋼管およびその製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.12%、Si:0.01〜0.5%、Mn:1.5〜3.0%、P、S、Al:0.01〜0.08%、Nb:0.005〜0.08%、Ti:0.005〜0.025%、N:0.001〜0.010%、O:0.005%以下、B:0.0003〜0.0020%、更にCu、Ni、Cr、Mo、Vの一種または二種以上、0.16≦PCM≦0.25、残部Feおよび不可避的不純物、引張強度が620MPa〜930MPa、5%以上の一様伸び、降伏比が85%以下の母材で、シーム溶接金属の成分組成が特定され、シーム溶接熱影響部で旧オーステナイト粒径が50μm以上のミクロ組織が、下部ベイナイト、または面積率で少なくとも50%以上の下部ベイナイトと、上部ベイナイトおよび/またはマルテンサイトを備えた混合組織とする。
(もっと読む)
サブマージアーク溶接方法

【課題】 下向き1電極サブマージアーク溶接あるいは下向き多電極サブマージアーク溶接において、低温靭性が良好で且つ頂部スラグインの無い健全な溶接金属の作成方法を提供する。
【解決手段】 下向き1電極あるいは下向き多電極サブマージアーク溶接により引張強度が800MPa以上の溶接金属を作成する際において、ソリッドワイヤの電極の間あるいは最後尾の電極の後方の少なくとも1箇所以上にメタルコアードワイヤを所定の位置に配置することにより溶接金属中の酸素量を制御し、且つメタルコアードワイヤから供給される溶着金属量の全溶着金属量に占める割合が5%以上40%以下であり、且つ用いる特定組成のフラックスの塩基度が1.1以上3.2以下であり、且つ用いるメタルコアードワイヤの酸素量が質量%で0.03%〜0.50%以下であることを特徴とする、1溶融池を作成する下向きサブマージアーク溶接方法。
(もっと読む)
溶接部からの延性き裂発生に対する抵抗性に優れる高張力鋼溶接継手およびその製造方法
【課題】溶接部、なかでも溶接止端部からの延性き裂発生に対する抵抗性に優れ、地震負荷を受ける橋梁や建築などの地上構造物分野に用いて好適な高張力鋼溶接継手の提供。
【解決手段】C:0.01〜0.12%、Si:0.01〜0.5%、Mn:0.4〜2%、P≦0.05%、S≦0.003%、Al:0.002〜0.05%、N:0.0030〜0.01%を含有し、残部はFeと不純物からなり、0.05≦(Si/30)+(Mn/20)+(Cu/20)+(Ni/60)+(Cr/20)+(Mo/15)+(V/10)≦0.15を満足する鋼材を母材としてアーク溶接した溶接継手であって、溶接止端部の熱影響部側ミクロ組織において、フェライトおよびベイナイトの分率がそれぞれ、10〜40%および50%以上である溶接部からの延性き裂発生に対する抵抗性に優れる高張力鋼溶接継手。
(もっと読む)
高強度鋼板および溶接構造物
【課題】比確定低入熱量において、加工性と耐溶接熱影響部軟化性に優れた高強度鋼板、および、この鋼板を用いた溶接構造物を提供する。
【解決手段】質量%で、C:0.02〜0.08%、Si:0.05〜0.5%、Mn:0.5〜2.5%、S≦0.005%、Al≦0.010%、N:0.0020〜0.0060%を含有し、質量ppmで、Mg:5〜30ppm、Ca:10〜30ppmのいずれか、または、両方を含有し、かつ、質量%で、Tiを所定の式を満たす範囲で含有し、さらに、Nb、V、B、Taのうち2種以上を、別の所定の式を満たす範囲で含有し、残部がFeおよびその他不可避元素からなる鋼であって、その溶接熱影響部が、平均粒径rnm(ただしr≦1000)の粒子を、所定の式で計算される個数密度ρ’個/cm3で含有することを特徴とする高強度鋼板。
(もっと読む)
アークスポット溶接方法
【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
疲労特性に優れた溶接継手および溶接方法
【課題】ビード断面の止端部の形状が良好で疲労き裂発生が遅く,かつき裂発生後,破断までの伝播寿命も長く,疲労特性に優れる溶接継手および溶接方法を提供する。
【解決手段】質量%で、C:0.01〜0.40%、Si:0.10〜3.0%、Mn:0.4〜3.0%、P:0.05%以下、S:0.05%以下、Al:0.3〜2.0%、N:0.015%以下、更に、Cr:0.1〜1.5%,Ni:0.1〜5.0%,Nb:0.005〜0.10%の1種または2種以上含有し、残部Feおよび不可避的不純物からなる組成を有し、かつ残留オーステナイトを面積率で2〜30%含む組織を有する鋼材を用いた溶接継手であって、溶接金属の組成がC:0.005〜0.5%,Si:5.6〜8.0%,Mn:0.1〜2.0%を含有することを特徴とする疲労特性に優れた溶接継手。
(もっと読む)
耐低温割れ性に優れた溶接金属を有する高強度溶接鋼管およびその製造方法
【課題】耐低温割れ性と低温靭性に優れた溶接金属を持つ、引張強度が800MPa以上の高強度鋼管を提供する。
【解決手段】内面と外面から両側1層ずつサブマージアーク溶接を行なって製造する溶接鋼管の母材および溶接金属の引張強さがともに800MPa以上であり、溶接金属がC:0.04〜0.09質量%,Si:0.32〜0.50質量%,Mn:1.4〜2.0質量%,Cu:0.5質量%未満,Ni:0.9質量%超え4.2質量%以下,Mo:0.4〜1.5質量%,Cr:0.5質量%未満,V:0.2質量%未満を含有し、残部がFeおよび不可避的不純物からなるとともに、溶接金属の成分から式CS=5.1+1.4[Mo]−[Ni]−0.6[Mn]−36.3[C]で算出されるCS値が内面側と外面側ともに0以上を満足する高強度溶接鋼管である。
(もっと読む)
高強度Cr−Mo鋼の溶接金属
【課題】近年の発電プラント、化学プラント等の高温高圧環境下で使用されるCr−Mo系低合金耐熱鋼容器の溶接金属に対する靭性および焼戻し脆化特性の改善要求に対応できる高強度Cr−Mo鋼の溶接金属の提供。
【解決手段】被覆アーク溶接によって形成される溶接金属において、C:0.04〜0.10質量%、Si:0.15〜0.5質量%、Mn:0.5〜1.0質量%、Cr:2.00〜3.25質量%、Mo:0.9〜1.2質量%、Nb :0.01〜0.03質量%、V:0.2〜0.7質量%、B:0.003質量%以下(0質量%含む)、およびO:0.02〜0.05質量%を含有し、残部がFeおよび不可避的不純物からなり、溶接金属原質部のみから電解抽出される残渣におけるCr析出量が0.3質量%未満、かつNb析出量が0.005%以上であることを特徴とする。
(もっと読む)
異材接合方法
【課題】スクラムリベット法でのアーク溶接方法による異材接合方法を改善して、高い接合強度を安定的に確保でき、優れた継手強度を有するとともに、溶接継手部に割れのない健全な異材接合継手を得ることができる接合方法を提供することを目的とする。
【解決手段】特定径の貫通穴4a、4bを溶接線に沿って予め設けた鋼材2とアルミニウム材3とを互いに重ね合わせ、溶接トーチ11を後退角θを設けて溶接線に沿って走らせながら、アルミニウム溶接ワイヤ10によって、鋼材2側に設けた貫通穴4a、4bに、アルミニウム溶接材料7を溶融充填させつつ、ビード5を形成するアーク溶接によって接合するに際し、溶接を開始する側にある所定の個数の貫通穴4aの径d1を、これ以外の貫通穴4bの径d2よりも大きくして、異材接合体1の高い接合強度を安定的に確保する。
(もっと読む)
1電極エレクトロガスアーク溶接方法
【課題】板厚が50mmを超え70mmまでの被溶接鋼板であっても、融合不良が発生することなく、健全な溶接継手が得られると共に、アーク安定性が優れており、高電流条件にする必要がなく、立向1パスの溶接が可能である1電極エレクトロガスアーク溶接方法を提供する。
【解決手段】開先が垂直に延び、表面側が裏面側より幅広となる開先形状を有し、被溶接板の表面側に摺動銅板を当て、裏面側に固定された裏当材を当てる。1本の溶接ワイヤを被溶接板の板厚方向にオシレートさせる。オシレート速度が10乃至55mm/秒、表面側での停止時間が1.5乃至2.5秒、裏面側での停止時間が0.5乃至1.5秒、オシレート幅は(板厚(両被溶接板に板厚差がある場合は厚い方の板厚)−25mm)以上(板厚−10mm)以下、電極の折り返し位置は、被溶接板の表面及び裏面から5乃至15mmの位置である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造
【課題】万が一大入熱溶接部で脆性破壊が発生した場合においても、確実に脆性亀裂の伝播を妨げることのできる耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造を提供する。
【解決手段】本発明のT型溶接継手構造、高強度鋼板を突き合わせ溶接した垂直部材と、高強度鋼板を突き合わせ溶接した水平部材を溶接によって接合してなるT型溶接継手構造において、前記垂直部材と水平部材の溶接線を一致させない構造とし、且つ前記水平部材を構成する高強度鋼板は、下記(1)および(2)の特性を満足するものである。
(1)アレスト特性を示すKca値が、−10℃で7000N/mm3/2以上である、
(2)板厚方向1/2部の−100℃での平均吸収エネルギー値が70J以上である。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ24として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施し、鋼材の溶込み深さを、鋼材の厚さの5%以下とした。
(もっと読む)
耐脆性き裂伝播特性に優れた突合せ多パス溶接継手及び溶接構造体
【課題】鋼板の突合せ多パス溶接継手において、脆性き裂が溶接継手の長手方向に伝播し難く、かつ、伝播してもいずれ停止する特性、即ち、耐脆性き裂伝播特性に優れた溶接継手を形成する。
【解決手段】鋼板の突合せ多パス溶接継手において、表面溶接層と裏面溶接層の間に、材質特性が、周囲の材質特性と異なり、脆性き裂の伝播を抑制して停止させる機能を有する溶接層内で溶接パス部のいずれかが、一つ又は二つ以上、相互に離間して存在することを特徴とする耐脆性き裂伝播特性に優れた突合せ多パス溶接継手。
(もっと読む)
耐脆性き裂伝播特性に優れた突合せ多パス溶接継手及び溶接構造体
【課題】鋼板を多パスで突合せ溶接する際、溶接継手内部に、脆性き裂が発生しても、脆性き裂が溶接継手の長手方向で伝播し難く、かつ、伝播してもいずれ停止する特性、即ち、耐脆性き裂伝播特性に優れた溶接継手を形成する。
【解決手段】鋼板の突合せ多パス溶接継手において、該溶接継手の表面溶接層と裏面溶接層の破壊抵抗特性が、他の溶接層の破壊抵抗特性より優れていることを特徴とする耐脆性き裂伝播特性に優れた突合せ多パス溶接継手。
(もっと読む)
101 - 120 / 173
[ Back to top ]