
Fターム[4E001CA02]の内容
Fターム[4E001CA02]に分類される特許
161 - 173 / 173
高強度溶接鋼管の製造方法
【課題】縦シーム溶接部の継手引張強度が950MPa以上の溶接鋼管の製造方法を提供する。
【解決手段】C:0.03〜0.12%、Si:≦0.5%、Mn:1.7〜3.0%、Al:0.01〜0.08%、P≦0.010%、S≦0.002%、Cu:≦0.8%、Ni:0.1〜1.0%、Cr:≦0.8%、Mo:≦0.8%、Ti:0.005〜0.025%、B:≦0.003%、Ca:≦0.01%、REM:≦0.02%、N:0.001〜0.006%、更にNb:0.01〜0.08%、V:≦0.10%、かつ0.06%≦Nb/2+V≦0.14%を満足する鋼を1000〜1200℃に再加熱後、950℃以下で累積圧下量≧67%の熱間圧延を行い、圧延終了後700℃以上の温度域から10〜30℃/sで冷却を開始し、550℃〜650℃の温度域で冷却停止後空冷し、管状に成形した後、縦シーム突合せ部をサブマージアーク溶接し更に拡管する。
(もっと読む)
サブマージアーク溶接用複合ワイヤ
【課題】 構造物の高強度化に伴い要求される溶接金属の高靭性化を可能とし、高速溶接及び高溶接作業性の溶接を可能とするサブマージアーク溶接用複合ワイヤを提供する。
【解決手段】 鋼製外皮と充填フラックスからなるサブマージアーク溶接用複合ワイヤは、前記フラックス中に、フラックス全質量あたり、90質量%以上の金属粉を含有し、フラックスの比表面積が0.02乃至0.10m2/gであると共に、前記フラックスが、ワイヤ全質量に対して10乃至30質量%充填されている。
(もっと読む)
大入熱溶接継手靭性に優れた厚鋼板
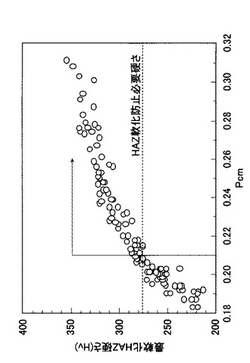
【課題】 大入熱溶接を施した場合でも溶接継手靭性(HAZ靭性)に優れた、590〜780MPa級の高強度厚鋼板を提供することを目的とする。
【解決手段】 特定成分の厚鋼板の、更に、C、Mn、Cu、Niの合計含有量を特定パラメータで制御するとともに、平均粒径が0.05〜1μmの微細Ti含有酸化物の平均個数を10000個/cm2 以上とするとともに、平均粒径2μm以上の粗大Ti含有酸化物の平均個数を2000個/cm2 以下とし、高強度な590〜780MPa級の厚鋼板の場合でも、特に靱性が低下しやすい、前記した溶融線から3〜5mm近傍の溶接熱影響部を含めて、大入熱溶接時のHAZ全域の靭性を大幅に改善する。
(もっと読む)
高強度部品の製造方法および高強度部品

【課題】自動車の構造部材・補強部材に使用される部材のような高温成形後の強度に優れた部品およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.55%、Mn:0.1%〜3%以下の化学成分を含有する鋼板を用い、水素量が体積分率で10%以下、かつ露点が30℃以下である雰囲気にて、Ac3〜融点までに鋼板を加熱した後、フェライト、パーライト、ベイナイト、マルテンサイト変態が生じる温度より高い温度で成形を開始し、成形後に金型中にて冷却して焼入れを行い高強度の部品を製造した後に部品の一部を溶融して切断する加工を施す、もしくは、機械加工にて穴加工や部品周囲の切断を行う高強度部品の製造方法と、方法にて製造した高強度部品。
(もっと読む)
窒素混合シールドガス溶接方法及び溶接用ワイヤ
【課題】 ガスシールドアーク溶接時において低コストで環境に優しい窒素シールドガスを用いる際のブローホールの発生を解消し得る溶接方法及び溶接用ワイヤの提供。
【解決手段】 軟鋼、490MPa級高張力鋼あるいは低合金鋼の窒素混合シールドガスアーク溶接に際し、Cr、Ti、AlとV、Ta、Zrのいずれか1種のうち、少なくともCr、Ti、Alをワイヤ成分中に含ませた溶接用ワイヤを使用して、これ等のワイヤ成分が窒素混合シールドガス中の窒素を固溶体及び窒化物として固定させるようにした窒素混合シールドガス溶接方法。この場合の溶接用ワイヤとしては、重量比で、C:0.09wt%以下、Si:0.45〜1.00wt%、Mn:0.40〜1.36wt%、Ti:0.3〜1.5wt%、Cr:18.50〜20.20wt%、Al:0.1〜0.3wt%を含み、残部がFeと不可避的不純物からなる構成とした。
(もっと読む)
耐脆性破壊発生特性に優れた大入熱突合せ溶接継手及び大入熱突合せ溶接継手の耐脆性破壊発生特性検証方法
【課題】 高強度厚鋼板の大入熱突合せ溶接において、耐脆性破壊発生特性(破壊靭性値Kc)の優れた溶接継手を形成するとともに、該特性を検証する。
【解決手段】 (a1)溶接金属の硬さHv(WM)と母材の硬さHv(BM)の比Hv(WM)/Hv(BM)が1.1未満、又は、(a2)溶接金属の硬さHv(WM)が210以下で、かつ、溶接部の破壊靭性値Kcが、(b1)2000N/mm1.5超、又は、(b2)Kc≧Kq(=σD√(πa)、σD:設計応力、a:想定欠陥寸法)を満たす溶接継手であって、その耐脆性破壊発生特性(破壊靭性値Kc)を、実測硬さ値が上記(a1)又は(a2)を満たすこと、及び、実測吸収エネルギーvEが要求vEを満たすことを確認し、遷移温度vTrsに基づ予測Kc値を用いて検証する。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼のガスシールドアーク溶接に使用するシールドガスであって、窒素ガスと炭酸ガスとの二成分系の混合ガスであり、混合ガスの配合比率を窒素ガス6〜70Vol%、残り炭酸ガスとした。
(もっと読む)
溶接金属の靱性に優れた大入熱サブマージアーク溶接方法。
【課題】 鋼板を溶接入熱でおおよそ600kJ/cm以下の片面1パス大入熱サブマージアーク溶接するに際して、溶接金属の表面側から裏面側までの全厚み範囲で靭性が均一であり、かつ高い靭性が得られる溶接方法を提供する。
【解決手段】 板厚が50mm以上の鋼板を400kJ/cm以上の溶接入熱で片面1パスサブマージアーク溶接する際に、質量%で、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.1〜2.5%、Al:0.002〜0.1%、N:0.001〜0.015%を含有する鋼板を、特定組成のフラックスと、C:0.02〜0.2%、Si:0.01〜1%、Mn:0.5〜2.5%、Mo:0.1〜3%、Ni:1〜6%、Al:0.002〜0.1%、Ti:0.005〜0.3%、N:0.001〜0.015%含有する溶接ワイヤを用いて溶接する大入熱サブマージアーク溶接方法。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】 高強度鋼板のスポット溶接において、継手の疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 降伏応力が270MPa以上で、かつ板厚が1.0〜3.6mmの高強度鋼板のスポット溶接方法において、片面からプラズマにより接合部に貫通穴を形成した後、該貫通孔内に、降伏応力が270MPaで、オーステナイトからマルテンサイトまたはベイナイトに変態を開始する温度が200〜350℃である溶接金属を形成することにより溶接する高強度鋼板のスポット溶接方法溶接。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼の溶接時に使用する溶接用のシールドガスであって、ベースとなる窒素ガス中に、2〜8VOL%の酸素ガスが混合されている窒素-酸素の混合ガスで構成した。
(もっと読む)
テーラードブランクプレス成形部品の製造方法
【課題】 引張強さが750MPa以上の高強度鋼板を用いたTB成形部品を製造する際にTB材の成形性を向上すると共に、TB溶接部における溶接金属部の硬さ過大や熱影響部の軟化(HAZ軟化)を抑制し、成形時にTB溶接部からの破断を防止し、高強度で、かつ溶接部の疲労特性に優れたTB成形部品の製造方法を提供する。
【解決手段】 少なくとも一方の鋼板として焼入れ後の引張強さが750MPa以上1800MPa以下となる鋼板を用い、それぞれの鋼板の端部同士を、両方の端部の板厚が0.6mm以上3.5mm以下であり、かつそれぞれの端部の板厚比が1.0以上3.0以下となるように突き合わせた後、該突き合わせ部をレーザ溶接してビード幅が0.5mm以上1.5mm以下の溶接部を有するテーラードブランク材とし、金型によりプレス成形と同時に焼き入れるホットプレス成形を行なう。
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 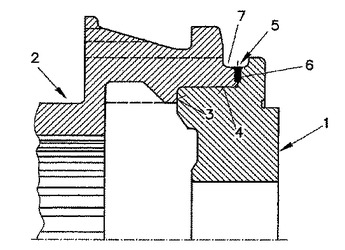 (もっと読む)
(もっと読む)
高降伏強度母材用フィラー組成物
本発明の溶接ワイヤは、フラックス用混合物と合金用元素とを組み合わせて有するフラックスコアを内部に閉じ込める鋼製の鞘を備えている。フラックス用混合物は2質量%以下のフッ化物化合物と49質量%以下の酸化物化合物を含む。合金用元素は、Mn、Ni、Co、Tiおよび0.98質量%以下のCを含む。
Coの量は、生じる溶接部にフェライト−ベイナイト溶接金属組織形態を生成するのに十分である。生じる溶接部の降伏強度は、約655.0MPa(95ksi)から約765.3MPa(111ksi)であった。
(もっと読む)
161 - 173 / 173
[ Back to top ]