
Fターム[4E001CA03]の内容
Fターム[4E001CA03]に分類される特許
81 - 100 / 155
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法

【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼板の溶接方法

【課題】 耐食性が良好で、ブローホールやピットの発生が極めて少なく、溶接作業性が良好なステンレス鋼溶接用フラックス入りワイヤおよび亜鉛めっき鋼板とステンレス鋼の溶接方法を提供する。
【解決手段】 金属外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、金属外皮およびフラックス中にワイヤ全質量に対して質量%で、C:0.01〜0.05%、Si:0.10〜0.45%、Mn:0.2〜1.0%、Cr:13〜20%、Nb:0.5〜1.0%、Cu:0.01〜0.3%、Al:0.2〜0.8%、Ti:0.1〜0.8%を含有し、残部はFeおよび不可避的不純物からなることを特徴とする。また、前記ガスシールドアーク溶接用フラックス入りワイヤを用いて亜鉛めっき鋼板または亜鉛めっき棒鋼とステンレス鋼板の重ね継手、T継手またはフレア継手溶接を行うことも特徴とする。
(もっと読む)
両面溶接方法
【課題】
本発明は、開先加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤塗布前の溶融封止及び塗布後の表裏両面溶接によってブローホールや溶け不足のない深い溶け込みの健全な溶融接合部を得るのに有効な両面溶接方法を提供する。
【解決手段】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側及び裏面側に溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、溶け込み促進剤を塗布する以前に継手部の表面又は表裏両面を小エネルギの仮付け条件で溶融封止し、溶融封止後の継手部の表面側に溶け込み促進剤を塗布した後にアーク溶接の施工によって特定範囲の溶け込み深さまで溶融接合し、反対側の残り継手部の裏面側に溶け込み促進剤を塗布した後にアーク溶接の施工によって特定範囲の溶け込み深さまで溶融接合する。
(もっと読む)
溶接用金属板及び溶接用金属板の溶接方法
【課題】 溶接時に通水冷却をすることなく冷却できて熱変形抑制効果を有し、良好に溶接できる溶接適正に優れた溶接用金属板、及びその溶接方法を提供する。
【解決手段】 被溶接板である一対のステンレス鋼板1からなる溶接用金属板の裏面に短繊維を植毛し、端部に互いにフランジ3を形成して植毛部面を対向させ、植毛部2に冷却水を含水させて当接させた状態で溶接する。
(もっと読む)
溶接後熱処理を用いてシーム溶接継手の性能を改善する方法
本発明は、溶接部硬さを低減するとともに溶接部延性および靱性を改善した硬化性鋼および鉄合金のシーム溶接構成物の熱処理方法を提供する。この方法は、シーム溶接部を二次熱源によりマルテンサイト開始温度を超えるが下部臨界温度を超えない温度まで急速に加熱することに続き、ただちにシーム溶接部を空冷させることからなる。本発明の急速な焼戻しは、高強度の焼入れ硬化可能合金のシーム溶接管および他の構造物の生産に特に適する。  (もっと読む)
(もっと読む)
耐食性に優れたフェライト系ステンレス鋼溶接金属および溶接ワイヤ
【課題】フェライト系ステンレス鋼用の溶接ワイヤに関し、特に耐食性に優れた溶接金属が得られるフェライト系ステンレス鋼用の溶接ワイヤを提供する。
【解決手段】質量%で、C:0.003〜0.04%、Si:0.05〜1.0%、Mn:0.05〜1.0%、Cr;13.0〜20.0%,N:0.003〜0.04%を含有し、P:0.04%以下、S:0.005%以下、O:0.010%以下に制限し、さらに、Nb:0.1〜0.8%、Ti:0.01〜0.5%の1種以上を含有し、また、Cu:0.3〜1.0%、Mo:0.2〜3.0%を選択的に含有し、残部がFeおよび不可避的不純物からなり、かつ、(C+N)が0.030%以下(好ましくは0.025%以下)、(Nb+Ti)/(C+N)が12以上(好ましくは15以上)となることを特徴とする耐食性に優れたフェライト系ステンレス鋼溶接用ソリッドワイヤとこれから得られた溶接金属。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
ステンレス鋼管の多層溶接方法及び多層溶接物
【課題】溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供すること。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
(もっと読む)
原子力発電プラント構造材の溶接方法
【課題】原子力発電プラント構造材(特に原子力発電プラント構造材であるオーステナイト系ステンレス鋼やニッケル基合金)に適用可能な耐応力腐食割れに優れた溶接方法を提供することを課題とする。
【解決手段】原子力発電プラント構造材である金属部材の溶接方法であって、溶接部の柱状晶またはデントライト方向が不均一となるように原子炉構造材を溶接する。本発明によれば、原子力発電プラント溶接構造物に関し、原子力発電プラントの更なる安全性向上のため、き裂の発生及び進展しにくいように、溶接部の柱状晶またはデントライト方向を不均一とすることにより、耐応力腐食割れに優れた原子力発電プラント構造物の溶接方法を提供することができる。
(もっと読む)
溶接継手の製作方法
【課題】構造物における溶接部の製作において、溶込み不良等の溶接欠陥を抑えるとともに、溶接部が耐応力腐食割れ性等の材料特性にも優れる高信頼性溶接継手の製作方法を提供することを課題とする。
【解決手段】金属部材を溶接して溶接継手を製作する溶接継手の制作方法であって、金属部材を溶接する際に用いる溶接ワイヤが材料成分を%でイオウ(S)量が0.004〜0.010%且つディロング線図によるフェライト量が10〜15%に調節されている。本発明によれば、配管等をはじめとする溶接構造物の溶接継手製作において、溶込み不良等の溶接欠陥を抑え、耐応力腐食割れ性にも優れる初層用TIG溶接ワイヤを用いた高信頼性溶接継手の製作方法を提供することができる。
(もっと読む)
オーステナイト系ステンレス鋼溶接継手及びオーステナイト系ステンレス鋼溶接材料
【課題】クリープ強度が高くかつ経済的で溶接性にも優れたP含有量の高いオーステナイト系ステンレス鋼溶接継手の提供。
【解決手段】質量%で、C:0.05〜0.25%、Si:2%以下、Mn:0.01〜3%、P:0.05〜0.5%、S:0.03%以下、Cr:15〜30%、Ni:6〜55%、sol.Al:0.001〜0.1%及びN:0.03%以下を含有し、残部がFe及び不純物からなり、かつ「(Cr+1.5×Si+2×P)/(Ni+0.31×Mn+22×C+14.2×N+5×P)≧1.388」の式を満足するオーステナイト系ステンレス鋼溶接継手。なお、上記の式中の元素記号は、その元素の質量%での含有量を表す。
(もっと読む)
制御された周波数にて溶滴での金属移行を用いたTIGブレーズ溶接
本発明は、非消耗電極(1)と、与えられた径を持つ消耗溶加材ワイヤ(2)とを具備したTIGトーチを使用したブレーズ溶接またはアーク溶接に関し、溶接継手への金属の移行が20 Hzないし90 Hzの周波数にて、連続した溶融金属の溶滴で生じ、前記溶滴のサイズが消耗ワイヤの径の1.2ないし4倍である。 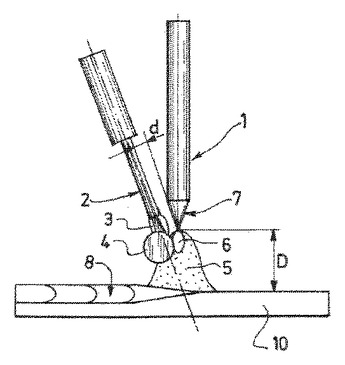 (もっと読む)
(もっと読む)
マルテンサイト系ステンレス鋼材溶接部の形成方法
【課題】HAZの耐IGSCC性および耐水素脆化性に優れたマルテンサイト系ステンレス鋼材溶接部の形成方法を提供する。
【解決手段】質量%で、C:0.015%未満、N:0.015%未満、Cr:10.0〜14.0%、Ni:1.0〜8.0%を含み、さらにSi、Mn、P、S、Alを適正量含み、さらに、Mo、Cu、Wのうちから選ばれた1種または2種以上、を含有するマルテンサイト系ステンレス鋼材に溶接を施して溶接部を形成するに際し、溶接後に、溶接部に、P1=(T+273)(20+log(t/3600))(ここでT:PWHT温度(℃)、t:PWHT保持時問(s))で定義されるP1が15500以上、P2=20logt+T−(A1+120)(ここで、A1:100体積%マルテンサイト組織としたのち加熱し20秒間保持したときに1体積%以上オーステナイト相が形成される下限の温度(℃))で定義されるP2が0以下を満足し、かつPWHT保持時間tが60〜1000sの範囲内であるPWHTを施す。これにより、HAZの耐IGSCC性および耐水素脆化性が顕著に向上する。
(もっと読む)
クラッド容器の溶接方法および同容器を用いたスポンジチタンの製造方法
【課題】本発明は、ターゲット材の製造に用いる高純度チタン用スポンジチタンの製造に好適なクラッド容器を再生する際の溶接方法であって、スポンジチタンへのニッケル汚染の少ない溶接方法を提供する。
【解決手段】 内面が炭素鋼で内張りされたステンレス鋼で構成されたクラッド容器の溶接方法であって、初めに炭素鋼側に開先を設けて炭素鋼同士を溶接し、次いでステンレス鋼側に開先を設けてステンレス鋼同士を接合することを特徴とするクラッド容器の溶接方法。
(もっと読む)
表面被覆方法
【課題】入熱による被処理部材への影響を抑制しながら、耐浸食性に優れた被覆層を形成するための表面被覆方法を提供すること。
【解決手段】導電性の被処理部材11と電極3との間にパルス電圧を印加して放電を発生させ、被処理部材の表面に電極の成分の被覆層18を形成する表面被覆方法において、電極3は被処理部材11の硬度と同等以上とし、被処理部材11を予熱してから被覆層18を形成するものとし、被覆層18を放電により形成する間は、被処理部材の被覆層18の形成領域の表面温度を80℃以上250℃以下に制御し、被処理部材11への放電による入熱量は1kJ/cm以下の設定量とする。
(もっと読む)
超低温容器
【課題】さらなる軽量化を実現することができる超低温容器を提供する。
【解決手段】金属板同士が溶接されてなる超低温容器であって、上記金属板が、日本工業規格(JIS)G4304またはG4305(1999年)で規定されている材料SUS304N2からなり、上記溶接が、ステンレス協会規格(SAS)521(1991年)で規定されている溶接材料AD316LN,AY316LN,AYF316LNもしくはAS316LNからなる溶接ワイヤまたは溶接棒を用いて行われるTIG溶接である。
(もっと読む)
溶込み形状および加工性に優れたフェライト系ステンレス鋼溶接金属
【課題】
複雑な形状に加工できる溶込み形状および加工性に優れたフェライト系ステンレス鋼溶接金属を提供する。
【解決手段】
フェライト系ステンレス鋼板の端面同士を突き合わせ溶接してなるフェライト系ステンレス鋼溶接金属であって、前記溶接により形成された溶接金属部の断面形状が、溶接表ビード幅が前記フェライト系ステンレス鋼板の厚さの3倍以下、溶接裏ビード幅が1mm以上、溶接裏ビード幅/溶接表ビード幅が0.4以上であることを特徴とする耐割れ性および加工性に優れたフェライト系ステンレス鋼溶接金属。
(もっと読む)
パネル構造体の接合方法
【課題】第1の中空パネルと第2の中空パネルとを中空パネルの片面側から両面を片面から、容易に、簡単に接合することにある。
【解決手段】第1のパネル、第2のパネルの第2の板は上面側の第1の板よりも相手側のパネル側に突出している。まず、第2の板同士の突き合わせ部を溶接または摩擦攪拌接合で接合する。溶接の器具、または摩擦攪拌接合回転工具50は上面側の板同士の間の隙間から挿入する。次に、接続材30を第2の板に重ね、溶接または、摩擦攪拌接合する。接続材30はリール300に巻かれており、回転しつつ、繰り出される。接続材30が第1のパネル,第2のパネルに接合されることによって、接続材30がリール300から繰り出される。これによって、中空パネルの両面を上方の面側から接合できる。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 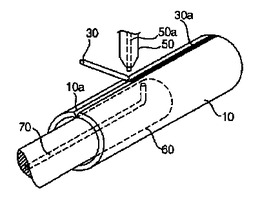 (もっと読む)
(もっと読む)
81 - 100 / 155
[ Back to top ]