
Fターム[4E001CA07]の内容
Fターム[4E001CA07]に分類される特許
1 - 20 / 35
鋼材の突合わせ溶接方法
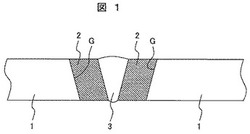
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
低合金鋼のサブマージアーク溶接方法
【課題】 濃厚硫酸及び濃厚塩酸環境下で優れた耐食性等を発揮し、溶接欠陥の無い溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:5〜21%、Al2O3:15〜44%、MgO:7〜32%、CaO:0.5〜10%、CaF2:5〜35%、TiO2:5〜33%、Si:0.2〜5.0%、Mn:0.1〜5.0%、金属炭酸塩のCO2分:0.5〜9.0%を含有し、フラックスの粒径が850μm超の粒子が20〜55%、150〜850μmの粒子が40〜75%、150μm未満の粒子が6%以下で、見掛密度が0.70〜1.30g/cm3であるボンドフラックスとC:0.005〜0.2%、Si:0.01〜1.5%、Mn:0.4〜2.5%、Cu:0.03〜1.0%、Ni:0.05〜1.0%、Mo:0.01〜1.0%、Sb:0.01〜0.25%を含有するソリッドワイヤとを組合せて溶接する。
(もっと読む)
金属リングの製造方法

【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃
【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
金型補修溶接材料及びこれを用いた金型補修溶接方法
【課題】補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避して良好に補修溶接を行うことができ、また溶接まま硬さをアルミダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料を提供する。
【解決手段】JIS SKD61で構成されたアルミダイカスト金型の補修部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料を、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成る組成とする。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
高温特性と靭性に優れた耐火構造用1パス大入熱溶接継手およびその製造方法
【課題】溶接方法によらず、溶接継手全体として、700℃以上における耐火性に優れ、かつ、構造物の安全性を確保し得る高い靭性を有する、耐火構造用1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する耐火構造用鋼材2と溶接部3とからなり、溶接部3に形成される溶接金属31が、規定範囲の成分を含有するとともに、次式{Nb%+0.35Mo%+0.20W%+0.75V%+0.30Ta%+0.20Zr%+0.05Cr%}で表されるNb当量が0.08〜0.55%の範囲を満足し、かつ、次式{C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}により定義される炭素当量(Ceq.)が0.25〜0.80%の範囲である。
(もっと読む)
溶接材料および溶接継手
【課題】高効率に高強度で、低温靭性に優れた溶接継手を得ることができる溶接材料の提供。
【解決手段】極低温の環境での大入熱溶接に用いられる溶接材料であって、質量%で、C:0.01〜0.10%、P:0.05%以下、S:0.008%以下、Cu:0.5〜5.5%、Mo:5.0〜25.0%、Nb:0.005〜1.0%、Al:1.2〜3.0%、W:1.0〜6.0%およびN:0.0015〜0.008%を含有し、残部Niおよび不純物からなり、下記(1)式および(2)式を満足することを特徴とする溶接材料。
108.5+621.9C+85.64Nb+136.7Al≧400・・・・(1)
234.6−671.9C−3.020Nb−35Al≧100・・・・(2)
但し、上記式中の各元素記号は、それぞれの含有量(質量%)を意味する。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
溶接まま及び応力除去焼鈍後の強度、靭性に優れた溶接金属並びにその溶接金属によって接合された溶接構造物
【課題】溶接まま、あるいは応力除去焼鈍後においても優れた強度、靭性を発現する溶接金属及びそのような溶接金属により接合された溶接構造物を提供する
【解決手段】本発明の溶接金属は、質量%で、C:0.04〜0.15%、Si:0.50%以下、Mn:1.0〜1.9%、Ni:1.0〜4.0%、Cr:0.10〜1.0%、Mo:0.20〜1.2%、Ti:0.010〜0.060%、Al:0.030%以下、O:0.015〜0.060%、N:0.010%以下を含有し、残部がFeおよび不可避不純物からなる。また化合物として含まれるTi量(%)とSi量(%)の比、[化合物型Ti]/[化合物型Si]が1.5超とされ、さらに下記式によって算出されるA値が0.50以上とされたものである。
A=[Ti]/([O]−1.1×[Al]+0.05×[Si])
(もっと読む)
石炭・鉱石運搬船ホールド用溶接継手
【課題】塗膜の寿命を延長するとともに塗膜剥離後の腐食抑制を図ることのできる、石炭・鉱石運搬船ホールド用溶接継手を提供する。
【解決手段】溶接金属が、質量%で、C:0.01〜0.2%、Si:0.01〜1%、Mn:0.05〜3.0%、P:0.05%以下、S:0.03%以下およびSn:0.005〜0.3%を含有し、残部がFeおよび不純物からなる石炭・鉱石運搬船ホールド用溶接継手である。上記の溶接継手において、溶接金属が、さらに、Mo:0.5%以下、W:0.5%以下、Cu:1%以下、Ni:1%以下、Co:1%以下、Sb:0.3%以下、Ti:0.1%以下、Zr:0.2%以下、Ca:0.01%以下、Mg:0.01%以下、Y:0.1%以下、Ce:0.1%以下、Nd:0.5%以下、Nb:0.1%以下、V:0.2%以下、およびB:0.01%以下のうちの1種以上を含有してもよい。
(もっと読む)
ミグ溶接用シールドガスおよびインバーのミグ溶接方法
【課題】インバーをミグ溶接する際に、アークが安定して、気孔の発生を低減でき、溶接品質、作業能率を向上させるようにする。
【解決手段】インバーを溶接するミグ溶接用のシールドガスがアルゴン又はアルゴンとヘリウムの混合ガスに、酸素ガス0.1〜1.5容量%または炭酸ガス0.2〜3.0容量%を混合した2種又は3種類の混合ガスとしたものであり、これらのシールドガスの雰囲気下でインバーをミグ溶接する方法である。
(もっと読む)
鋼構成部品を製造する方法、溶接線、溶接された鋼構成部品、および軸受構成部品
本発明は、最大で1.5重量%の炭素含量を有する第1の鋼部(7)および第2の鋼部(8)を含む鋼構成部品(6、11)を製造する方法に関する。該方法は、少なくとも部分的に第1の鋼部(7)及び少なくとも部分的に第2の鋼部(8)をα/γ変態温度を超えて加熱するステップ(1)と、α/γ変態温度を超える温度で行う溶接によって第1の鋼部(7)と第2の鋼部(8)とを接合するステップ(2)と、硬化効果が回避されるように冷却するステップ(3)と、を含む。本発明はさらに、溶接線(9)、溶接された鋼構成部品(6、11)、および軸受構成部品(11、15、20、22、26、27、31)に関する。  (もっと読む)
(もっと読む)
レーザ・アーク複合溶接ヘッド及びその方法
【課題】高速で良好なビードを形成することができるレーザ・アーク複合溶接ヘッド及びその方法を提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、アルミニウム鋼板である母材Wを溶接するレーザ・アーク複合溶接方法であって、入力されたレーザ光L0を分割レーザ光L2a,L2bに2分割した後、母材Wに対して集光、照射すると共に、この分割レーザ光L2a,L2bの光軸と同軸上に配置したアーク電極20からアークAを発生させて同軸溶接を行い、更に、このアーク電極20の溶滴移行形態をスプレー移行とする。
(もっと読む)
オーステナイト系高Ni鋼材同士の溶接接合部構造及び溶接接合方法
【課題】質量%で、Cr:20〜45%を含有するオーステナイト系高Ni鋼材同士の溶接接合部構造において、1000℃以上の温度で長期間使用したとき、溶接熱影響部のクリープ破断強度が低下し難く、長寿命を達成する。
【解決手段】オーステナイト系高Ni鋼材同士を溶接する前又は後に、前記鋼材同士の少なくとも溶接部分及びその近傍領域に、750〜1000℃の温度で0.5〜100時間の時効処理を行ない、前記鋼材同士の溶接における溶金部又は鋼材再溶解部の近傍の溶接熱影響部に微細な2次炭化物を析出させる。
(もっと読む)
金属平板に対する垂直鉄筋の接合方法、接合構造、接合装置並びに金属製円弧板
【課題】金属平板上に垂直鉄筋を良好な精度で位置決めや直角だしができ、短時間で確実に接合し接合強度の高い接合を実現し得る金属平板に対する垂直鉄筋の接合方法、ならびに接合構造を提供する。
【解決手段】金属平板82上に垂直状に鉄筋12を配置させて接合させる。その際、鉄筋を垂直に接合させる金属平板上の該接合箇所に金属製円弧板14を、その湾曲内面を接合箇所に対向させるように位置合わせして配置させる。金属製円弧板は金属平板に仮付け溶接される。垂直鉄筋の下部を金属製円弧板の湾曲内側に挿入して垂直鉄筋の下端を金属平板から所要高さ位置に浮かせた状態で保持しつつ本溶接により垂直鉄筋の下端と金属平板との空隙部分にビードを充填して生成させ、接合部を形成させる。
(もっと読む)
油およびガス工業におけるスチール構造物を接合するための溶接金属組成物
油、ガス、および/または石油化学の用途で用いるための金属構造物、およびこれらの構造物を形成するための方法が提供される。これは、非鉄または高合金溶接金属組成物、若しくは高合金溶接金属組成物と接合される。溶接された金属構造物には、鉄または非鉄部材の二種以上の部分、および融接物、摩擦撹拌溶接物、またはそれらの組み合わせが含まれる。得られる溶接された構造物は、従来の鉄ベースの溶接組成物に比較して、疲労耐性、靭性、変形性能、強度、応力腐食割れ耐性、および水素脆性耐性の向上を示す。構造物、およびこれらの構造物を形成する方法は、天然ガスの輸送および貯蔵、油およびガスの坑井仕上げおよび生産、並びに油およびガスの精製所および石油化学プラントの用途において、金属部材を接合するのに有利である。溶接金属としては、Inconel 625、Ti64、ステンレス鋼、マルエージング鋼、析出硬化鋼が挙げられる。 (もっと読む)
溶接方法及び溶接継手
【課題】 十分な強度で浸炭層又は浸炭窒化層を有する鋼材と他の鋼材とを溶接できる溶接技術を提供する。
【解決手段】 浸炭層又は浸炭窒化層を有する第1鋼材と前記第1鋼材と別の部材である第2鋼材とを溶接金属を介して溶接する溶接工程と、溶接工程後、第1鋼材と溶接金属との境界部分の温度を800〜500℃の温度範囲で8〜16秒間保持して冷却する冷却工程とを有するように冷却速度を調整する。これにより、浸炭層又は浸炭窒化層と溶接金属との境界部分近傍の浸炭層又浸炭窒化層に硬度上昇及び靱性低下を生じさせずに十分な強度で溶接することができる。
(もっと読む)
蒸気タービン溶接ロータ
【課題】
本発明の目的は、良好な溶接部を有した異材を接合してなる蒸気タービン溶接ロータを提供するものである。
【解決手段】
本発明の蒸気タービン溶接ロータは、少なくとも、高Cr鋼ロータと、前記高Cr鋼ロータよりCrの含有量が少ない低Cr鋼ロータと、を溶接して形成されたものであって、高Cr鋼ロータと低Cr鋼ロータとを接合する溶接金属が、質量%でC:0.05〜0.15%,Si:1%以下,Mn:2%以下,P:0.03%以下,S:0.03%以下,Cu:0.5%以下,Ni:0.5%以下,Cr:1.0〜3.5%,Mo:0.4〜1.2%,V:0.05〜0.4%、及びNb,Ta,Zr,Hfの4種類のうち少なくとも1種類が含有され、その合計が0.01〜0.1%であり、残部がFeからなることを特徴とする。
(もっと読む)
高窒素鋼の溶接方法
【課題】高窒素鋼に対して肉盛溶接をする場合、スプラッシュの発生が無く溶接作業性が良好で、さらに肉盛溶接をする場合、ピットやブローホールの発生が抑制でき、高品質の溶接製品を提供することができる高窒素鋼の溶接方法を提供する。
【解決手段】高窒素鋼の表面に溶加材を用いて肉盛溶接をする高窒素鋼の溶接方法において、肉盛溶接に先立ち、上記高窒素鋼表面における肉盛溶接の予定場所に非消耗電極を用いて高窒素鋼を溶融する工程を施して脱窒素層を形成し、次に、上記肉盛溶接の予定場所における脱窒素層に対して、溶加材を用いて肉盛溶接をするようにした。
(もっと読む)
1 - 20 / 35
[ Back to top ]