
Fターム[4E001CB01]の内容
Fターム[4E001CB01]に分類される特許
61 - 80 / 119
突き合わせTIG溶接方法

【課題】めっき鋼板とアルミニウムまたはアルミニウム合金の突き合わせ溶接を良好に行うことができる突き合わせTIG溶接方法提供する。
【解決手段】めっき鋼板10とアルミニウムまたはアルミニウム合金12のそれぞれの端部を突き合わせ、アルミニウムまたはアルミニウム合金側の矢印Bの箇所に電極を位置してアークを発生して溶接をスタートする。溶接をスタートした後は、突き合わせ線A方向であってアルミニウムまたはアルミニウム合金側の突き合わせ線Aと平行な線L1に向けて、電極を線L2上を移動させる。その後、溶接トーチを線L1方向へ移動させて溶接する。このとき、感覚的パルス電流制御溶接により得られるパルス電流の基礎データを、溶接結果の不具合箇所について修正して、溶接プログラムを得、この溶接プログラムを作業者が再現しながら溶接する。
(もっと読む)
めっき鋼板とアルミニウム合金板との異材同士の突合せ接合継手及びその接合方法

【課題】本発明は、互いに異なる材質であるアルミニウム合金板とめっき鋼板との突合せ接合に、継手強度を確保して、耐食性に優れた接合継手及びその接合方法を提供する。
【解決手段】
アルミニウム合金板と亜鉛合金系めっき鋼板と、又はアルミニウム合金板とアルミニウムめっき鋼板とを突き合わせてアーク溶接を行う。溶接ワイヤにはアルミニウム系を使用して、ワイヤの狙い位置を接合位置からアルミニウム合金板側0.1〜3.2mmの範囲に設定して母材の片面からアーク溶接する。溶着金属は溶加材であるアルミニウムワイヤと、アルミニウム合金板と、めっき層とが溶け合わされて形成され、接合部を覆う。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置し、レーザ・アーク間距離に応じてパルス周波数を設定する複合溶接方法と複合溶接装置に関する。
【解決手段】 レーザ・アーク間距離L0を設定するレーザ・アーク間距離設定手段17の設定値を入力してパルス周波数を設定するパルス周波数設定手段15と、前記パルス周波数設定手段15とパルス波形設定手段14の設定値を入力してパルスアーク溶接を行うパルスアーク発生手段13とを備え、前記レーザ・アーク間距離L0に応じてパルス周波数を設定することによって被溶接物6への入熱を低減させ、ギャップ裕度を向上させる。
(もっと読む)
異材接合方法
【課題】スクラムリベット法でのアーク溶接方法による異材接合方法を改善して、高い接合強度を安定的に確保でき、優れた継手強度を有するとともに、溶接継手部に割れのない健全な異材接合継手を得ることができる接合方法を提供することを目的とする。
【解決手段】特定径の貫通穴4a、4bを溶接線に沿って予め設けた鋼材2とアルミニウム材3とを互いに重ね合わせ、溶接トーチ11を後退角θを設けて溶接線に沿って走らせながら、アルミニウム溶接ワイヤ10によって、鋼材2側に設けた貫通穴4a、4bに、アルミニウム溶接材料7を溶融充填させつつ、ビード5を形成するアーク溶接によって接合するに際し、溶接を開始する側にある所定の個数の貫通穴4aの径d1を、これ以外の貫通穴4bの径d2よりも大きくして、異材接合体1の高い接合強度を安定的に確保する。
(もっと読む)
耐溶接割れ性に優れたアルミニウム合金材の溶接方法およびアルミニウム合金材の耐溶接割れ性評価方法
【課題】溶融溶接方法における耐溶接割れ性に優れたアルミニウム合金材の溶接方法およびアルミニウム合金材の耐溶接割れ性評価方法を提供することを目的とする。
【解決手段】高強度な5000系、6000系、7000系から選択されるアルミニウム合金材同士を溶加材を用いて溶接して、継手強度や継手効率が高く、かつ耐溶接割れ性に優れた継手を製作するに際し、アルミニウム合金材の凝固過程における熱的変化を示差熱分析により測定して得られた融液からの冷却曲線において、550 ℃以下における発熱ピークが実質的に認められないアルミニウム合金材同士を選択して用いて溶接する。また、この発熱ピークの有無によって、溶接されるアルミニウム合金材の耐溶接割れ性も評価する。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ26として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施した。
(もっと読む)
鋼材とアルミニウム材との異材接合体
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、溶融溶接による異材接合体を提供することを目的とする。
【解決手段】特定板厚の亜鉛めっき層鋼材1とアルミニウム材2とを溶融溶接にて接合部6にアルミニウム溶接金属3を形成させて接合した異材接合体であって、このアルミニウム溶接金属3と鋼材1との接合界面6において、鋼材側にAl3 Fe系化合物およびAl5 Fe2 系化合物との混合層と、アルミニウム溶接金属側にα−AlFeSi層とを各々有する接合界面層4が形成されており、この接合界面層4を薄く、均一化して、高い接合強度を得る。
(もっと読む)
アルミニウム材と鋼材のMIG溶接継手及びMIG溶接方法
【課題】溶接部の健全性が高められ、優れた継手強度を有するアルミニウム材と鋼材のMIG溶接継手を提供すること、並びに、材質が異なるアルミニウム材と鋼材とを重ね合わせて、それらをMIG溶接する際に、入熱が低くなるようにコントロールして、溶接部の健全性を効果的に高め得るアルミニウム材と鋼材のMIG溶接方法を提供すること。
【解決手段】アルミニウム材12として、厚さ:Pが0.5〜2.0mmであるもの、鋼材14として、厚さ:Qが0.6≦Q/P≦0.8を満たすもの、溶接ワイヤ24として、直径:Lが0.8〜1.6mmである4000系又は5000系のアルミニウム合金からなるものを、それぞれ用い、アルミニウム材12と鋼材14とを重ね合わせて、かかるアルミニウム材12の端面部位に対して、所定の直流パルスMIG溶接操作を施し、鋼材の溶込み深さを、鋼材の厚さの5%以下とした。
(もっと読む)
片面アークスポット溶接方法
【課題】TIGであっても複数枚のアルミニウム合金の薄板が重ねられて構成された被溶接物に対し、短時間で深い溶込みを実現し、溶接ビードが凸状である信頼性の高い溶接部を得ることができる片面アークスポット溶接方法を提供する。
【解決手段】トーチノズル1は、非消耗式電極3の周りに第1ガスG1を流して非消耗式電極3を外部の雰囲気から遮蔽する第1ガス経路を有する。ガスノズルカップ5は、トーチノズル1の周りを囲むようにトーチノズル1から間隔を設けて配置されている。このガスノズルカップ5とトーチノズル1との間には、第2ガスG2を流して非消耗式電極3及び第1ガスG1を大気から遮蔽する第2ガス経路6が設けられている。第1ガスG1にHeガス又はHeを25%以上含有するHe及びArの混合ガス、前記第2ガスG2にHe以外の不活性ガスを使用する。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】接合線の検出が確実にでき、またレーザによる入熱を効率良く行うことができるようにしたレーザ溶接用接合継手および接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、被接合部材1A,1Bに形成されたものであって、接合部のレーザ照射面側に、被接合部材(11,2)の板厚よりも浅い溶接溝10が形成されたレーザ溶接用接合継手。
(もっと読む)
プラズマMIG溶接のパルス波形制御方法
【課題】 プラズマMIG溶接のアルミ溶接において、被加工物の入熱量の過多をなくして、アルミニウム及びアルミニウム合金の組織の劣化及び割れを防止すること。
【解決手段】 溶接ワイヤを予め設定した送給速度で送給し、溶接ワイヤに第1のピーク電流の通電と第1のベース電流の通電とを1周期とし通電を繰り返してMIGアークを発生させると共に、プラズマノズルに第2のピーク電流の通電と第2のベース電流の通電とを1周期とし通電を繰り返してプラズマアークを発生させるプラズマMIG溶接のパルス波形制御方法において、プラズマアークは、第1のピーク電流通電中に第2のベース電流を通電し、第1のベース電流通電中に前記第2のピーク電流を通電して、アルミニウム及びアルミニウム合金の組織の劣化及び割れを防止するプラズマMIG溶接のパルス波形制御方法である。
(もっと読む)
鉄部材とアルミニウム部材の接合方法及び鉄−アルミニウム接合体
【課題】鉄部材とアルミニウム部材とを良好に接合可能な接合方法、及び、これらが良好に接合した接合体を提供する。
【解決手段】鉄部材とアルミニウム部材とを接合する際、少なくともアルミニウムクラッド板20との接合側にめっき層12を有する鋼板10(鉄部材)と、アルミニウムを主成分とするアルミニウム芯材21と、鋼板10との接合側に、アルミニウム芯材21よりも低融点のアルミニウム合金層22とを有したアルミニウムクラッド板20(アルミニウムクラッド材)からなるアルミニウム部材とを重ね合わせて接合する。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接に照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置する複合溶接方法複合溶接装置に関する。
【解決手段】 被溶接物6に供給するワイヤ7にレーザビーム5が直接に照射するよう前記レーザビーム5の光軸aa’と前記ワイヤ7の中心軸bb’とを配置し、前記レーザビーム5で前記ワイヤ7を直接溶融することによってワイヤ溶融に必要なアーク電流を減少させ、アークによる溶融池の大きさを減少させる。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法
【課題】 アルミ製品と鋼材製品とを接合する場合に、既存・既設の接合工程及び設備を変更することなくそのまま利用してアルミ製品と鋼材製品とを接合組み立てることができ、既存・既設の接合条件管理レベルでもって接合加工することが可能なアルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法を提供すること。
【解決手段】 対アルミとの密着性に優れる表面処理が施されたアルミ側鋼板C1と、対鋼材との溶接性に優れる表面処理が施された鋼材側鋼板C2とを溶接により一体化された接合用継ぎ手C、或いは1枚の鋼板の一部に対アルミとの密着性に優れる表面処理と対鋼材との溶接性に優れる表面処理が施された接合用継ぎ手D、これらの接合用継ぎ手を用いて、前記アルミ側鋼板C1又はアルミ側接合部D1にアルミ製品Aを一体化せしめ、然る後に前記鋼材側鋼板C2又は鋼材側接合部D2を鋼材製品Bにスポット溶接又はアーク溶接により一体化することによりアルミ製品Aと鋼材製品Bとを接合するようにした。
(もっと読む)
制御された周波数にて溶滴での金属移行を用いたTIGブレーズ溶接
本発明は、非消耗電極(1)と、与えられた径を持つ消耗溶加材ワイヤ(2)とを具備したTIGトーチを使用したブレーズ溶接またはアーク溶接に関し、溶接継手への金属の移行が20 Hzないし90 Hzの周波数にて、連続した溶融金属の溶滴で生じ、前記溶滴のサイズが消耗ワイヤの径の1.2ないし4倍である。 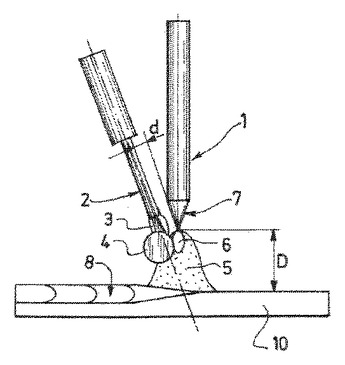 (もっと読む)
(もっと読む)
溶接方法および溶接物
【課題】通常のアーク溶接機器以外に、追加の機器や加工工程を必要とすることなく、溶接部におけるブローホールの発生を抑える。
【解決手段】アルミニウム鋳物材1とアルミニウム展伸材3とからなるワーク相互を、ワイヤ7を用いて溶接接合する際に、ワイヤ7とワークとの間に印加する電圧の極性を切り換えて交流アーク溶接を行う溶接方法であって、ワイヤ7が正の極性となる電流の時間積分値をA、ワイヤ7が負の極性となる電流の時間積分値をBとしたときに、|B|/(A+|B|)=0.128以上とした状態で、交流アーク溶接を行い、これにより、アルミニウム鋳物材1に対する溶接時の入熱量を67.8J/mm2以下とする。
(もっと読む)
異材接合方法
【課題】亜鉛めっき鋼材であっても、接合強度の高い溶接をなしうる、アーク溶接による、鋼材とアルミニウム材との異材接合方法を提供する。
【解決手段】アルミニウム材4と鋼材5とを、フラックス入りワイヤ3を用いて、交流MIG溶接により接合する異材接合方法であって、アルミニウム材外皮内部にフラックスを充填してなるフラックス入りワイヤ3を用い、このフラックスをフッ化アルミニウムとフッ化カリウムとの混合フラックスとし、かつ、この混合フラックスの充填量を、フラックス入りワイヤの全体質量に対して0.1質量%以上、24質量%未満としたことである。
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
パネル構造体の接合方法
【課題】第1の中空パネルと第2の中空パネルとを中空パネルの片面側から両面を片面から、容易に、簡単に接合することにある。
【解決手段】第1のパネル、第2のパネルの第2の板は上面側の第1の板よりも相手側のパネル側に突出している。まず、第2の板同士の突き合わせ部を溶接または摩擦攪拌接合で接合する。溶接の器具、または摩擦攪拌接合回転工具50は上面側の板同士の間の隙間から挿入する。次に、接続材30を第2の板に重ね、溶接または、摩擦攪拌接合する。接続材30はリール300に巻かれており、回転しつつ、繰り出される。接続材30が第1のパネル,第2のパネルに接合されることによって、接続材30がリール300から繰り出される。これによって、中空パネルの両面を上方の面側から接合できる。
(もっと読む)
61 - 80 / 119
[ Back to top ]