
Fターム[4E001CB01]の内容
Fターム[4E001CB01]に分類される特許
101 - 119 / 119
アルミニウムの溶接装置
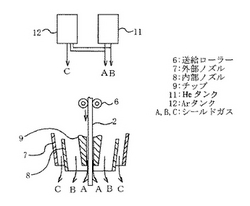
【課題】 酸化皮膜の除去効果を向上させ、電極ワイヤーの粉塵による溶接ムラを防止し、かつ、高い溶接電流でもパッカリングが抑止されるようにする。
【解決手段】 溶接部に電極ワイヤー2を送通する孔を有し、溶接電源からの電力を電極ワイヤー2に供給し、電極ワイヤー2と孔との間に隙間を形成するように構成し、隙間に溶接部の方向へシールドガスAを流すようにしたチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備えた溶接トーチを有し、シールドガスA及びシールドガスBをAr50%とHe50%の混合ガスとし、シールドガスCをAr100%のガスとし、シールドガスAの流量を0を超え、5L/min以下とし、シールドガスB及びシールドガスCの流量を25L/min以上、60L/min以下とする。
(もっと読む)
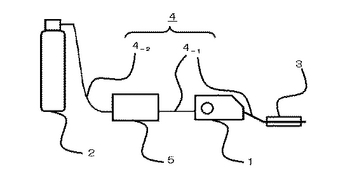
高品質ガスシールドアーク溶接装置
【課題】 容易かつ安価でしかも高品質な溶接を可能とするための溶接装置を提供する。
【解決手段】 シールドガスホース4によりシールドガス供給系統2に接続される溶接トーチ3を備えるアーク溶接装置1において、シールドガスホース4の出来るだけ溶接トーチ3に近い個所にシールドガス中の水分を除去するための精製装置5を介設すると共に、シールドガスホース4における精製装置5のシールドガス出口から溶接トーチ3のシールドガス出口に至る部分4−1を含んで少なくとも一部を、ガスバリア性及び高撥水性を備えるフレキシブルホースにより形成してなることを特徴とする高品質ガスシールドアーク溶接装置である。
 (もっと読む)
(もっと読む)
付加的なZn/Al金属によって同種または異種金属または合金を含むワークピースの不活性ガス溶接または不活性ガス半田付けのための方法
本発明は、ワークピース(A)及び(B)が同種または異種金属または合金から成ることができ、鋼鉄、アルミニウム、マグネシウム、銅、または、それらの合金から形成される前記ワークピース(A)を、鋼鉄、アルミニウム、マグネシウム、銅、または、それらの合金から形成される前記ワークピース(B)に対して、付加的な溶融合金を用いて、不活性ガス溶接または不活性ガス半田付けを為す方法に関する。本発明に係る方法は、a)接続されるべき前記ワークピース同士を切端接触または重なり接触させる段階と、b)Zn/Al合金を含有している前記付加的な合金を溶融する段階と、c)前記の溶融された付加的な合金を前記の接触されたワークピースの接触点双方または該接触点双方の部分的な領域双方に付与する段階と、d)それら接続されたワークピースを冷却する段階と、の諸段階を特徴とし、少なくとも前記段階b)及びc)が不活性ガスを用いて実行されることと共に、それら段階b)及びc)が直ちに相次いで実行される。更に本発明はそうした方法で使用されるワイヤに関する。 (もっと読む)
異材接合用溶加材及び異材接合方法

【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層4が形成されている鋼材1とを、アルミニウム系被覆層4が形成されている面がアルミニウム系材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
アルミニウム合金用溶接材料及び溶接方法
【課題】例えば、MIG溶接に適用することができ、継手強度が高く、靭性の高い溶接部を備えたアルミニウム合金材の溶接継手を得ることができるアルミニウム又はアルミニウム合金用溶接材料と、このような溶接材料を使用したアルミニウム又はアルミニウム合金の溶接方法を提供する。
【解決手段】Siを質量比で4.5〜13.0%の範囲で含有するAl−Si系溶接材料中に、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で添加する。
(もっと読む)
押出し中空型材及びその型材によって形成された鉄道車両構体
【課題】 軽量な継ぎ手構造を有する押出し中空型材及びその型材によって形成された鉄道車両構体を提供すること。
【解決手段】 第1面板11と第2面板12との間に複数の斜面板13を介在させて複数の貫通孔が平行に形成されたものであり、その貫通孔に直交する幅方向に嵌合させて他のものと接合可能にしたものであって、第1面板11と第2面板12とが開いた状態の開状端部であるか、第1面板11と第2面板12とが支持板15によって閉じた状態の閉状端部であって、押出し中空型材1L,1R同士を幅方向に並べて一方の開状端部に他方の閉状端部を差し込むようにして嵌合させた場合、支持板15が開状端部側に入り込むようにし、接合箇所となる第1面板11同士の突き当て部分と第2面板12同士の突き当て部分との位置がずれるようにした押出し中空型材1。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手
【課題】 溶接線に対する圧縮方向の荷重負荷に対する圧縮強度を高めた異材接合継手を提供することを目的とする。
【解決手段】 アルミニウム系材料3端部に対して、上側あるいは外側になるように、鉄系材料2端部を重ね合わせて溶接接合した異材接合継手1であって、鉄系材料2の端部2aと、この端部2a後面側とに互いに間隔を開けた二つの溶接線6a、6bを有し、鉄系材料2の端部後面側には、前記端部後面側溶接線6aに沿って一定の間隔で空間4aが予め設けられ、これらの空間にアルミニウム溶接材料7が溶融充填されるとともに、アルミニウム溶接材料によるビード5aが形成されるように両材料が溶接接合されており、更に、鉄系材料端部2aには、前記端部溶接線6bに沿って、アルミニウム溶接材料によるビード5bが形成されるように両材料が溶接接合されていることとする。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 従来の鋼と5000系アルミニウム合金など鉄系合金部材とアルミニウム系合金部材の接合技術の背景に鑑み、これらの不利や問題点を全面的に解消し、同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る異種金属接合体を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材が鉄系合金部材側からの入熱により溶接された異種金属溶接接合体であって、前記鉄系合金部材において溶解凝固した鉄系合金の溶解凝固部Bと前記アルミ合金部材に溶け込んで凝固した鉄系合金の溶け込み凝固部Cとが連続して一体的に構成された溶接凝固部を有すると共に、前記溶解凝固部の断面積S2が、前記溶け込み凝固部の断面積S1の4.0〜14倍であることを特徴とする異種金属の溶接接合体。
(もっと読む)
閉断面溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1の両端部間に第2フレーム部材2の両端部の外側面を重ね、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接して接合する。また、第1フレーム部材1と第2フレーム部材2との重ね代の重ねすみ肉溶接のビード3の近傍をリベット止めしてリベット止め部4を設ける。これによって第1フレーム部材1と第2フレーム部材2との接合強度が向上し、溶接部端部に応力が集中することに起因する疲労亀裂の発生を抑制することができる。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材やフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材2と、鉄系被溶接材1とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
アルミニウム合金製の溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端部を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1と第2フレーム部材2との重ね代3の端部における第2フレーム部材2の両端部の角部の一部が切除されている。第1フレーム部材1の両端部内に第2フレーム部材2の両端部の外側面を重ね合わせ、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接によって接合する。このとき、溶接部端部において未溶接のまま残存する素材量が著しく低減する。従って未溶接素材が残存することに起因する溶接部端部での応力の集中及び疲労亀裂の発生を抑制することができる。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法
【課題】 高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法を提供することを目的とする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
(もっと読む)
交流パルスアーク溶接方法
【課題】電極マイナス電流の通電とピーク電流及びベース電流の通電とを1パルス周期として溶接電流Iwの通電を繰り返す交流パルスアーク溶接にあって、1パルス周期中の電極マイナス電流の時間積分値が溶接電流値の時間積分値に占める比率である電極マイナス電流比率を電極マイナス電流比率設定値によって設定し、消耗電極である溶接ワイヤの送給速度を送給速度設定値によって設定して溶接を行う交流パルスアーク溶接方法において、溶接電流の平均値及び電極マイナス電流比率の条件設定を迅速かつ正確に行えるようにする。
【解決手段】本発明は、溶接電流の平均値を溶接電流設定値Isによって設定し、この溶接電流設定値Is及び上記の電極マイナス電流比率設定値Rsを入力として予め定めた変換関数回路FSCに基づいて送給速度設定値Fscを演算して自動設定する交流パルスアーク溶接方法である。
(もっと読む)
アルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器
【課題】溶接不良を低減でき、冷凍機油の円滑な流れが可能となるアルミニウムアキュームレータ溶接構造および溶接方法ならびに熱交換器を提供する。
【解決手段】ビーディング加工部3を有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、ステンレススリーブ8とから構成され、アルミニウムパイプ4の端部にはステンレススリーブ8の端面がアルミニウムパイプ4の端面と一致するように挿入され、アルミニウムパイプ4はビーディング加工部3までアルミニウムアキュームレータ5へ挿入され、アルミニウムパイプ4とアルミニウムアキュームレータ5とステンレススリーブ8を重なり合うつなぎ部12で溶接することにより溶接不良を低減でき、冷凍機油の流れを円滑にできる。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
101 - 119 / 119
[ Back to top ]