
Fターム[4E001CB01]の内容
Fターム[4E001CB01]に分類される特許
1 - 20 / 119
MIG溶接継手構造
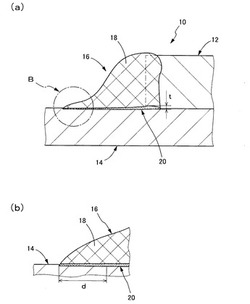
【課題】アルミニウム材と鋼材との重ね隅肉部をMIG溶接して得られる継手構造において、その継手部位の健全性を高めて、継手強度を効果的に向上せしめ、また曲げ加工等の加工に際して、継手部位に割れ等の欠陥が惹起されることのない、MIG溶接継手構造を提供すること。
【解決手段】所定のアルミニウム材を、鋼材の上に重ね合わせて、その重ね隅肉部を、所定の溶加材を用いて、MIG溶接して得られる継手構造において、その溶接部位におけるビードと鋼材との接合界面に形成される金属間化合物層の最大厚さを、0.5〜10μmの範囲内とすると共に、ビード止端部位における金属間化合物層の厚さを、0.5〜3.0μmとする。
(もっと読む)
レーザアークハイブリッド溶接方法

【課題】溶接角変形を防止可能なレーザアークハイブリッド溶接方法を提供する。
【解決手段】金属部材同士間の溶接後の変形角度が0度となることを目標としてアーク溶接とレーザ溶接との入熱比を規定(例えば、アーク溶接による溶接部への入熱量/総入熱量=0.3〜0.5)して溶接を行う。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材との異種金属接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行うことができ、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5をアルミニウム合金材1側に5°超35°未満傾けた状態で、タングステン電極5の先端部を、アルミニウム合金材1の端縁から0mm以上3.5mm未満アルミニウム合金材1側の範囲の位置で、且つ、アルミニウム合金材1の表面位置から、2.0mm以上4.5mm未満垂直に離れた位置に配置して、アルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材の接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行え、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5を、鋼材2側に35°以上60°未満傾けると共に、タングステン電極5の先端部を、アルミニウム合金材1の表面から2.0mm以上4.5mm未満垂直に離れた位置に配置し、タングステン電極5の中心軸の延長線がアルミニウム合金材1の表面と交わる位置を、アルミニウム合金材1の端縁から1.0mm以上3.0mm未満アルミニウム合金材1側の範囲とし、アーク7を照射してアルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
接合方法
【課題】本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一方の金属部材1aの側面と他方の金属部材1bの端面を突き合わせてなる突合部J10の接合方法であって、突合部J10に対して金属部材1a,1b同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って外面側に塑性化領域W10を形成した後、突合部J10に対して金属部材1a,1b同士の入隅部IからTIG溶接又はMIG溶接による肉盛溶接を行って、突合部J10に沿って溶接金属T3を形成する溶接工程を含むことを特徴とする。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段20は、前記アーク発生手段13から制御される前記第1ワイヤ3の換算送給速度と前記第2ワイヤ7の換算送給速度の和を前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
アルミニウム板材の接合方法
【課題】表面の平滑性に優れ、接合強度が高く、欠陥のない差厚アルミニウム接合板の安価な接合方法を提供する。
【解決手段】厚さ0.5〜3.0mmを有し隣接するアルミニウム板材の厚さが異なる複数のアルミニウム板材を接合する方法であって、複数のアルミニウム板材が、Mg:6.0mass%未満を含有し残部Al及び不可避的不純物からなるアルミニウム合金であり、薄板材厚さt1と厚板材厚さt2が1.0≦t2/t1<1.3を満たし、電極間距離を1.0mm以下とし、純度75〜100%で流量5〜15リットル/分のHeをシールドガスとして用い溶加材を用いず、薄板材と厚板材との平均板厚における単位板厚当たりの入熱量を2500〜12000(J/cm2)とし、両板材の端面同士を突合わせて突合せ部を直流正極性ティグ溶接法にて接合するアルミニウム板材の接合方法。
(もっと読む)
溶接方法
【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、前記レーザ発生手段のレーザ出力と前記アーク発生手段から制御される前記レーザ発生手段のレーザ出力と前記アーク発生手段のアーク電流と前記第2ワイヤの送給速度との何れも前記溶接速度に比例するよう演算処理を行う。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】レーザ溶接とアーク溶接を制御して行う複合溶接方法と複合溶接装置において、良好な溶接を行うと共に、溶接パラメータの設定を容易にすることを目的とする。
【解決手段】被溶接物の溶接位置にレーザビームを照射しながら前記溶接位置に第1ワイヤを送給して前記被溶接物との間でアーク溶接を同時に行うと共に、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法と複合溶接装置であって、演算手段は、レーザ出力と溶接速度を用いてレーザ入熱を算出し、アーク電流とアーク電圧と溶接速度を用いてアーク入熱を算出し、前記レーザ入熱と前記アーク入熱が予め定めた特定の関係を満足する場合にのみ前記溶接許可信号を出力する。
(もっと読む)
異材継手ならびに異材継手を用いた構造物およびその製造方法
【課題】従来と比較して長尺化可能な異材継手ならびにこの異材継手を用いた構造物およびその製造方法を提供する。
【解決手段】複数個の継手セグメント44を、長尺方向に連設して異材継手50を形成する。継手セグメント44は、第1部材51、中間部材55および第2部材54が爆発圧接により接合されて一体化されたものである。継手セグメント44の他のセグメント44と接合される接合端面には、第1部材51の端面と第2部材54の端面とを積層方向へ空間的に隔てる溝62(凹部)が設けられている。異材継手50の隣り合う継手セグメント44,44は、第1部材51の端面同士が溶接により接合され、第2部材54の端面同士が溶接により接合されている。
(もっと読む)
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
接合体、接合体の製造方法および電池パック
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
異材接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に生成する脆弱なAl−Fe二元合金層の生成を適性範囲に抑制し、高い接合強度及び剥離強度を有する鋼/アルミニウムの接合構造体を提供する。
【解決手段】異材接合構造体は、溶融亜鉛めっきされた鋼材1にアルミニウム又はアルミニウム合金材2をミグ溶接にて少なくとも前記溶融亜鉛めっきの層を接合界面に配置して重ね隅肉溶接したものである。亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との間に生成する金属間化合物は、平均厚さHが3乃至5μmであり、亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との溶接部3は、ビッカース硬さHvが40乃至60である。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
アルミニウム合金板材のプラズマ溶接方法
【課題】アルミニウム合金板材を直流プラズマ溶接する場合であっても、溶接部におけるブローホール等の溶接欠陥が抑制でき、欠陥の無い良好な溶接継手を得ることが可能なアルミニウム合金板材のプラズマ溶接方法を提供する。
【解決手段】被溶接材として厚さが0.5〜3mmのアルミニウム合金板材1を複数用い、タングステン電極11とアルミニウム合金板材1との間にプラズマアークを発生させる直流正極性プラズマ溶接法によって突き合わせ端部1a、1a同士を溶接する方法であり、プラズマガスPGとしてヘリウム濃度が75体積%以上とされたヘリウム−アルゴン混合ガスを用い、タングステン電極11と被溶接材であるアルミニウム合金板材1との間の距離を2mm以下とし、直流正極性プラズマ溶接時における次式{60×(EI/Vt)}で表される単位板厚あたりの入熱量Qhiを、2500(J/cm2)以上10000(J/cm2)未満の範囲とする。
(もっと読む)
多電極溶接装置
【課題】エンドタブ上で複数の電極を同時期にアークスタートさせることを可能としつつ、アークスタート後に定常条件で被溶接材まで溶接を行うことを可能とすることで、溶接の作業効率の低下を防止し、かつ被溶接材への溶接品質を確保することのできる多電極溶接装置を提供すること。
【解決手段】溶接方向に並んで互いにワイヤ16a、16b、16c先端の高さ位置を異ならせた複数の電極14a、14b、14cを備えた多電極溶接装置であって、被溶接材2の溶接開始側端部に、電極数に応じた段数で、溶接方向後方に向かうにつれ各ワイヤ16a、16b、16c先端の高さ位置に応じた高さに段階的に底上げされた形状のエンドタブ6を備えることで、各電極14a、14b、14cそれぞれが対応する段の底部8a、8b、8cにて略同時期にアークスタートさせる。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
アルミニウム溶接構造体
【課題】溶接割れを防止できると共に、強度及び曲げ等の高い継手性能を有するアルミニウム溶接構造体を提供する。
【解決手段】アルミニウム合金材同士を溶加材を使用しないで溶融溶接することにより得られたアルミニウム溶接構造体において、前記アルミニウム合金材の組成が、Si:4.0乃至5.0質量%、Cu:0.6乃至1.10質量%、Mg:0.5乃至1.5質量%、Mn:0.3乃至0.5質量%を含有し、残部がAl及び不可避的不純物からなる。また、Al−Cu系合金材同士を溶加材を使用して溶融溶接することにより得られたアルミニウム溶接構造体において、溶接ビードが、上記組成を有する。
(もっと読む)
1 - 20 / 119
[ Back to top ]