
Fターム[4E001CB03]の内容
Fターム[4E001CB03]に分類される特許
1 - 20 / 51
Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するNi基耐熱合金用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.06〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:45〜55%、Cr:25〜35%、W:7.0〜13.0%、Ti:0.2超〜1.5%、Al<0.1%及びN:0.002〜0.20%を含み、残部がFe及び不純物からなり、不純物中のO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するNi基耐熱合金用溶接材料。この溶接材料は、Feの一部に代えてNb≦1.0%を含んでもよい。(2)上記のNi基耐熱合金用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたNi基耐熱合金の母材とからなる溶接継手。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
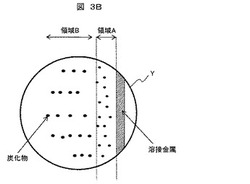
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
溶接方法

【課題】アーク溶接及びレーザ溶接を併用する溶接方法において、溶接部の品質を劣化させることなく、スパッタやポロシティの発生を抑制すること。
【解決手段】アーク放電の電極1の走査に追随して、焦点を溶接対象物Mの厚み中心から裏面まで、あるいは、裏面下方に位置するように調節したレーザ光2を、前記アーク放電によって形成された溶融池に向けて走査する。このレーザ光2は、溶接対象物Mの表面側において、レーザ光2の焦点がずれた状態となっている。このため、溶融池の表面にレーザ光2のエネルギーが集中しにくく、照射部分の局所的な加熱が生じにくい。この局所的な加熱を防止することで溶融池の表面変動が減少し、この表面変動に起因して発生するスパッタ及びポロシティの発生を抑制できる。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
溶接構造及び溶接工法
【課題】剥離割れを防止することができる溶接構造及び溶接工法を提供する。
【解決手段】低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造において、溶接層を、低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼からなり、母材31に積層された第一肉盛層33と、600系ニッケル基合金からなり、第一肉盛層33に積層された第二肉盛層34と、690系ニッケル基合金からなり第二肉盛層34に積層された第三肉盛層35とから構成する。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
溶接材料ならびに溶接継手およびその製造方法
【課題】溶接時に優れた耐凝固割れ性および耐再熱割れ性を有し、特に、多層溶接時に優れた溶接性を有する溶接材料と、その溶接材料を用いて溶接した耐メタルダスティング性に優れた溶接継手およびその製造方法の提供。
【解決手段】質量%で、C:0.04〜0.5%、Si:1〜3%、Mn:2%以下、P:0.05%以下、S:0.01%以下、Cr:25〜35%、Ni:50〜70%、Al:0.005〜0.05%、N:0.001〜0.1%、Cu:1.5〜3.5%を含有し、残部はFeおよび不純物からなる化学組成を有する溶接材料。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
ニッケル帯状物の製造法
溶接積層装置、該装置の製造方法及び使用方法
本発明は、低温溶接を使用した積層装置の溶接方法に関するものである。また、該積層装置内におけるシートの蝋付けコアブロックを破壊しない溶接部を有する積層装置も記載する。また、該装置を保守するための溶接部を有する新規積層装置も記載する。  (もっと読む)
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
蒸気タービンロータ、それを用いた蒸気タービン
【課題】信頼性の高い蒸気タービンロータおよび蒸気タービンを提供する。
【解決手段】Ni基超合金鍛造品Aに中空構造の鍛造品Bを溶接接合し、内面の溶接裏並みを削除し内面を平滑化し鍛造材Cと鍛造材Bをボルトで締結することを特徴とする蒸気タービンロータ。
(もっと読む)
接合されたタービン動翼部材及び接合方法
【課題】鋼とニッケル合金との融解ラインの検査の問題を克服する。
【解決手段】タービンの動翼部材10,30のための接合方法において、a)鋼から形成された第1の動翼部材10を提供するステップと、b)該第1の動翼部材10にニッケル合金バタリング層20を提供するステップと、c)ニッケル合金から形成された第2の動翼部材30を提供するステップと、d)第1の動翼部材10を第2の動翼部材30に接合するために、ニッケル合金溶接溶加材25を用いてニッケル合金バタリング層20を第2の動翼部材30に溶接するステップとを含む。
(もっと読む)
タービンエンジン部品を形成する超合金組成物及び方法
【課題】 γ′強化特性及び延性を向上させたニッケル基超合金を提供する。
【解決手段】 約15〜約20wt%のCoと、約10〜約19wt%のCrと、約2.5〜約3.4wt%のAlと、約0.5wt%未満のTaと、約1.0wt%未満のMoと、約0.06wt%未満のZrと、約0.04wt%未満のBと、約1.1〜約1.5wt%のNbと、約3.0〜約3.9wt%のTiと、約3〜約5wt%のWと、約0.03〜約0.07wt%のCと、残部のNiとを含み、アルミニウム、チタン、ニオブ及びタンタルが合計9〜14原子百分率の量で合金中に存在するニッケル基組成物。
(もっと読む)
異材継手構造及び異材継手の製造方法
【課題】比較的低コストで、異材継手の溶接部における燐及び硫黄に起因する割れを防止する。
【解決手段】ニッケル基合金製部材2とステンレス鋼製部材3とを接合する異材継手構造1において、ステンレス鋼製部材3の端部に肉盛溶接により設けられ、ステンレス鋼製部材3の材料よりも燐含有量及び硫黄含有量が低いステンレス鋼からなる溶接肉盛部4と、溶接肉盛部4とニッケル基合金製部材2の端部とを繋ぐニッケル基合金からなる溶接部5とを備える。
(もっと読む)
溶接金属および溶接材料
【課題】短時間の溶接後熱処理で高強度が得られ、かつ、優れた耐溶接割れ性をも具備する溶接金属を提供すること。
【解決手段】C:0.06〜0.18%、Si:0.5%以下、Mn:2.0%以下、Ni:50〜68%、Cr:20〜30%、Al:2.0〜7.0%、Nb:0.55〜1.50%およびN:0.04〜0.15%を含み、残部がFeおよび不純物からなり、かつ、不純物中のO、PおよびSがそれぞれ、O:0.02%以下、P:0.01%以下およびS:0.01%以下である溶接金属。この溶接金属のビッカース硬さは320以上であることが好ましい。
(もっと読む)
溶接添加剤、溶接添加剤の使用並びにコンポーネント
本発明は溶接フィラー並びにそれを使用するステップを提案する。この溶接フィラー並びにそれを使用するステップにより、ニッケル基超合金によって製造されたガスタービンのブレードまたはベーン、並びに他の高温ガスコンポーネントの補修溶接を、手動ないし自動溶接によって、室温で行うことが可能となる。溶接フィラーは同様にγ’硬化型ニッケル基超合金であるが、とりわけ、準備されるコンポーネントの基材材料とは異なる。溶接補修は、基材金属の特性の約50%、或いはそれ以上に相当する低サイクル疲労(Low Cycle Fatigue:LCF)を許容する(溶接は、基材金属のLCFサイクルの50%に耐える)。 (もっと読む)
パルス状の電流およびワイヤによるMIG法を用いた金属部品の一部分の製造
本発明は、タービンエンジンの金属部品の幅Lを有する少なくとも一部分を製造するための方法に関する。本方法は、前記一部分が、パルス電流発生器とパルス状の溶着ワイヤの流れとを有しており、前記電流および前記流れを変化させるために使用されるMIG溶接装置を用い、金属の溶着によって製造され、製造が、連続する複数の層の金属ビード(10)の形態で実行されることを特徴とする。 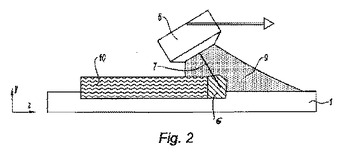 (もっと読む)
(もっと読む)
金属合金からボデーを製作するための方法
【課題】自己着火式の内燃機関で用いられるような、特に急速に加熱するグロープラグに関して、比較的長時間の運転後でも亀裂の形成を確実に防ぐ。
【解決手段】再結晶温度で加熱した後に、少なくとももう一度ボデーを変形させ、これにより20〜50%の変形度を生ぜしめ、次いでニッケルベース合金から成るボデーを再結晶加熱又は溶解加熱し且つ/又は1220〜1330℃の範囲内の温度で溶解加熱を実施するようにした。
(もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
1 - 20 / 51
[ Back to top ]