
Fターム[4E001CC02]の内容
Fターム[4E001CC02]に分類される特許
1 - 20 / 86
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法

【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
溶接方法
【課題】本発明は、溶接作業時におけるスペース効率が向上すると共に、溶接作業の効率が向上する溶接方法を提供する。
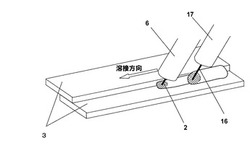
【解決手段】溶接方法であって、主吸引口15を有する吸着治具12に、主貫通孔19が形成された少なくとも一つの有孔被溶接物17を、主吸引口15と主貫通孔19とを対応させた姿勢で載置する工程と、有孔被溶接物17に更に閉塞被溶接物18を重ねて主吸引口15及び主貫通孔19を塞ぐ工程と、有孔被溶接物17に重ねられた閉塞被溶接物18を主吸引口15によって吸着した状態で、有孔被溶接物17と閉塞被溶接物18とを溶接する工程と、を実行する。
(もっと読む)
Zn−Al−Mg系めっき鋼板アーク溶接構造部材の製造法
【課題】めっき原板の鋼種による制約や、大幅なコスト増を伴うことなく、Zn−Al−Mg系めっき鋼板部材を用いたアーク溶接構造部材において優れた耐溶融金属脆化割れ性を有するものを提供する。
【解決手段】ガスシールドアーク溶接にて鋼材同士を接合して溶接構造部材を製造するに際し、少なくとも接合する一方の部材を溶融Zn−Al−Mg系めっき鋼板部材とし、Arガス、HeガスまたはAr+He混合ガスをベースとしてCO2濃度が0〜7体積%に調整されたシールドガスを使用する、耐溶融金属脆化割れ性に優れるZn−Al−Mg系めっき鋼板アーク溶接構造部材の製造法。
(もっと読む)
継手強度に優れたアークスポット溶接継手およびその製造方法
【課題】高い十字引張強さおよびせん断引張強さの両方を確保することができ、継手強度に優れたアークスポット溶接継手およびその製造方法を提供する。
【解決手段】鋼板成分中の炭素量が0.07質量%以上とされた高張力鋼板1が2枚重ね合わせられ、アークスポット溶接によって平面視略円形状の溶接ビード3が形成されてなり、第2鋼板1Bの裏面1d側まで溶融して形成され、且つ、第1鋼板Aおよび第2鋼板Bの各表面から突出するように形成された溶接ビード3の、第1鋼板1Aの表面1aにおけるビード径をW1(mm)、第2鋼板1Bの裏面1dにおけるビード径をW2(mm)、高張力鋼板1(1A、1B)の板厚をt(mm)とした際、ビード径W1、W2および板厚tの各々の関係を適正範囲に規定し、さらに、母材硬度Hv(BM)と溶接ビードの溶接金属硬度Hv(WM)との関係を適正範囲に規定する。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
ガスシールドアーク溶接方法および溶接装置
【課題】先行電極と後行電極を用いて、大脚長の溶接ビードを良好かつ効率良く形成することができるガスシールドアーク溶接方法および溶接装置を提供することを課題とする。
【解決手段】先行電極11による第一溶融プール15と後行電極21による第二溶融プール25とを形成する溶接方法であって、両電極11,21の電極間距離を50〜150mmに設定し、第一溶融プール15にフィラーワイヤ31を挿入して溶接する。
また、溶接装置であって、先行電極11と後行電極21との間に配置されたフィラーワイヤ31を備え、先行電極11と後行電極21とは、先行電極による第一溶融プール15と後行電極21による第二溶融プール25とが離れるように電極間距離が設定され、フィラーワイヤ31は、第一溶融プール15に挿入されるように、先行電極11に対して所定の距離を空けて配置されている。
(もっと読む)
異材接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に生成する脆弱なAl−Fe二元合金層の生成を適性範囲に抑制し、高い接合強度及び剥離強度を有する鋼/アルミニウムの接合構造体を提供する。
【解決手段】異材接合構造体は、溶融亜鉛めっきされた鋼材1にアルミニウム又はアルミニウム合金材2をミグ溶接にて少なくとも前記溶融亜鉛めっきの層を接合界面に配置して重ね隅肉溶接したものである。亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との間に生成する金属間化合物は、平均厚さHが3乃至5μmであり、亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との溶接部3は、ビッカース硬さHvが40乃至60である。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】亜鉛めっき鋼板のアーク溶接においてピット・ブローホール等の気孔欠陥、アンダーカット等の溶接不良を抑制でき、さらに耐ギャップ性が良好な亜鉛めっき鋼板の隅肉アーク溶接方法を提供することを目的とする。
【解決手段】亜鉛めっき鋼板の重ね隅肉アーク溶接において、溶接金属中のSi含有率が質量%で0.5%以下であり、且つ上板の鋼板中のSiとAlの含有率の合計が質量%で0.35%以上であることを特徴とする亜鉛めっき鋼板の重ね隅肉アーク溶接方法および溶接継手。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
亜鉛鍍金鋼板の溶接方法
【課題】通常の簡単な溶接作業で、耐久性に優れた亜鉛鍍金鋼板の溶接方法を提供できるようにする。
【解決手段】表面を亜鉛鍍金処理により亜鉛鍍金層を形成した亜鉛鍍金鋼板を突き合わせた部分を電気溶接により溶接する亜鉛鍍金鋼板の溶接方法であって、突き合わせた部分を溶接する溶接棒にステンレス鋼のアーク溶接棒によって溶接するようにした。
(もっと読む)
レーザ・アークろう付け方法
【課題】 ろう材にフラックスが含まれていなくても、表面領域の材料が異なる2種の金属板を良好にろう付けできるようにする。
【解決手段】 2種の異なる金属板105、106の表面領域の材料を洗浄又は蒸発させるのに必要な出力を有するレーザ光107、108を、金属板105、106のそれぞれに個別に照射する。そして、レーザ光107、108よりも、ろう付け進行方向Aの後方側の領域において、フラックスレスのろう材109を、ろう付け進行方向Aに移動させながら、レーザ光107、108が照射された後の接合予定箇所の方向に送給し、ろう材109と、接合予定箇所との間の不活性雰囲気中にアークを発生させ、ろう材109を溶融し、金属板105、106をろう付けする。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al系合金層で覆われており、そのZn−Al系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al系合金層は平均Al濃度:0.2〜22.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
アークブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板あるいはステンレス鋼板に対して低入熱溶接電源を用いたアークブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定化させる。
【解決手段】被接合材が、亜鉛めっき鋼板間、亜鉛めっき鋼板と炭素鋼板間、亜鉛めっき鋼板とステンレス鋼板間、炭素鋼板間では、炭酸ガス6〜22容量%と残部がアルゴン、あるいは炭酸ガス5〜22容量%と残部がヘリウム、またはアルゴンとヘリウムとの混合ガスを用い、また炭素鋼板とステンレス鋼板間では、炭酸ガス5〜22容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガスを用い、ステンレス鋼板間では、炭酸ガス0.5〜5容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガス、あるいは酸素0.5〜2容量%と残部がアルゴン、ヘリウム、またはアルゴンとヘリウムとの混合ガスを用いる。
(もっと読む)
亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手
【課題】亜鉛めっき鋼板どうしの溶接継手において、ブローホールやピットの発生を低減させ、信頼性の高い溶接継手を提供することを目的とする。
【解決手段】亜鉛めっき鋼板のアーク溶接において、前記アーク溶接が低入熱・高溶着な溶接方法であり、溶接ワイヤの供給量あたりの投入エネルギーPwが0.4以上、0.65以下であり、鋼板の板厚当たりの溶接ワイヤの溶着金属量Ftが2.5以上、6.0以下であり、さらに前記アーク溶接のシールドガス中の成分がAr、CO2、O2からなり、O2≦6体積%で且つ30体積%≦CO2+5×O2≦100体積%の関係を満たすことを特徴とする亜鉛めっき鋼板のアーク溶接方法。
ここで,
P Pw=溶接電流Iw [A] × 溶接電圧Vw[V] / 溶接ワイヤ供給量Vf[mm/min]
Ft=溶接ワイヤ供給量Vf[mm/min] / 溶接速度Vt[mm/min] / 鋼板の板厚[mm] である。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
亜鉛系めっき鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】亜鉛系めっき鋼板である薄い下板と、厚い上板を溶接する際に発生するピット、溶落ち等の溶接欠陥の発生を防止し、良好な溶接部形状を得ることができる、重ねすみ肉アーク溶接方法を提供する。
【解決手段】重ねすみ肉アーク溶接の方法であって、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有するアーク溶接電源を用い、下板は亜鉛めっき鋼板であり、上板は前記亜鉛めっき鋼板よりも板厚が厚い鋼板であり、溶接する前に前記上板の一部を削り、溶接トーチから送出される溶接ワイヤと前記下板との交点から前記上板までの距離をW[mm]、ワイヤ供給速度をWFR[m/min]、溶接速度をV[m/min]としたとき、0.5mm≦W≦1.5mm、−0.2WFR/V+2.333≦W≦0.15WFR/Vであり、シールドガスを炭酸ガスとすることを特徴とする重ねすみ肉アーク溶接方法。
(もっと読む)
1 - 20 / 86
[ Back to top ]