
Fターム[4E001CC03]の内容
Fターム[4E001CC03]に分類される特許
21 - 40 / 157
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
溶接方法および被溶接体
【課題】溶接金属に欠陥が発生するのを抑制すること。
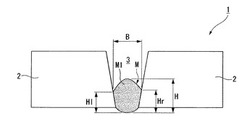
【解決手段】鋼材2同士を互いに突き合わせてMAG溶接する溶接工程を有する溶接方法であって、溶接工程の際、(1)式で示される溶接金属の表面張力推定値γが、1.26以上で、かつ(2)式を満たすように鋼材2同士をMAG溶接する溶接方法を提供する。
[数1]
ただし、(1)式中のSは、溶接金属M中の硫黄の含有比率(重量%)を表すとともに、(1)式中のOは、溶接金属M中の酸素の含有比率(重量%)を表し、S>0.001、かつO>0.01とする。
(もっと読む)
洋上高圧ガス配管構造

【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
高強度鋼管用鋼板及び高強度鋼管
【課題】優れた耐HIC性を有する高強度鋼管用鋼板及び高強度鋼管を提供する。
【解決手段】本発明による高強度鋼管は、質量%で、C:0.020〜0.070%、Si:0.05〜0.50%、Mn:1.10〜1.60%、P:0.008%以下、S:0.0006%以下、Cu:0.05〜0.50%、Cr:0.05〜0.50%、Ni:0.05〜1.00%、Mo0.50%以下、Nb:0.005〜0.080%、V:0.005〜0.080%、Ti:0.005〜0.030%、N:0.0015〜0.0070%、Al:0.005〜0.060%及びCa:0.0005〜0.0060%を含有し、残部はFe及び不純物からなり、式(1)を満たす。
0.6<Cu+Cr+Ni+Mo<1.5 (1)
ここで、式(1)中の各元素記号には、各元素の含有量(質量%)が代入される。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
ケージロール拘束方法
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
核燃料保管ラック用ステンレス鋼角管およびその製造法並びにラック
【課題】高B含有オーステナイト系ステンレス鋼を用いた核燃料保管ラック用角管において、健全な溶接接合部分を有する信頼性の高いものを提供する。
【解決手段】質量%で、C:0.050%以下、Si:1.00%以下、Mn:1.50%以下、Cr:16.00〜25.00%、Ni:7.00〜15.00%、B:0.75〜1.50%、Mo:0.01〜1.00%、N:0.050%以下、残部実質的にFeであり、M値=551−462(C+N)−9.2Si−8.1Mn−29Ni−13.7(Cr+5.05B)−18.5Moが60.0以下である鋼板を使用して、溶接ビード最大幅が8.0mm以下である丸管を作り、これを成形して溶接部が平坦面にある角管を得る。
(もっと読む)
金属製可撓管の製造方法
【課題】ブレードを容易に形付け、切断及び溶接して金属製可撓管を製造することのできる方法の提供。
【解決手段】ベローズ4の外周側にブレード5を配置する。係止リング6をベローズ4及びブレード5間に介在させる。係止リング6をベローズ4の端部の谷部3aに係止する。押えリング7をブレード5の端部の外周側に配置する。ブレード5の端部を係止リング6よりも中心軸方向で外側に突出する長さに設定する。押えリング7を支持具11で支持する。ベローズ4の端部を押圧具12で中心軸方向に押圧して、ベローズ4の端部を押し潰す。これと同時に、ブレード5の端部を係止リング6の外面形状に沿わせるよう形付けする。ベローズ4の端部を押圧したまま、ブレード5の端部を溶断して余剰部分を除去する。これと同時に、ブレード5を係止リング6及び押えリング7に溶接する。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
構造部材の溶接継手構造及びその溶接方法
【課題】溶接する構造部材の肉厚方向における応力腐食割れの発生を抑制することができる構造部材の溶接継手構造及びその溶接方法を提供する。
【解決手段】溶接トーチ50を配管1a,1bの突合せ面2に垂直にして配管1aの軸方向に配置し、溶接トーチ50を突合せ面2に対向させて配管1aの周方向に移動させながら、それぞれの突合せ面2に肉盛層3a,3bを形成する(B)。肉盛層3a,3bにそれぞれ開先4a,4bを形成し(C)、配管1aの開先4aと配管1bの3開先4bを対向させて配置する(D)。配管1aと配管1bの突合せ溶接を行い、開先4aと開先4bの間に溶接金属部5を形成する。各肉盛層内に、配管の母材と肉盛層の境界部から、肉盛層の溶接線に直交する方向(配管の軸方向)に伸びるデンドライトが形成される。
(もっと読む)
オーステナイト系ステンレス鋼の溶接施工方法
【課題】 オーステナイト系ステンレス鋼の裏波溶接に際し、Si含有量が多い溶加棒を使用することにより、バックシールドガスを使用することなく、優れた裏波性能を有する溶接部を施工し得る溶接施工方法を提供する。
【解決手段】 重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用するか、重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用し、重量%で、60%以上のSiを含むフラックスを溶剤と混合して開先面に塗布するティグ溶接施工方法を提供する。
(もっと読む)
溶接方法および溶接装置
【課題】溶接金属部の溶け込みを深くして被溶接物を確実に溶接すること。
【解決手段】被溶接物2と、被溶接物2の表面側に配設された電極4と、の間にアーク3を発生させることによって、被溶接物2の溶接端部2a同士を溶接する溶接方法であって、不活性ガスからなるシールドガス5を被溶接物2の表面側から電極4を囲むように供給するとともに、不活性ガスに酸素ガスが添加されてなるバックシールドガス9を被溶接物2の裏面側から供給する溶接方法を提供する。
(もっと読む)
耐フレッティング疲労部材用チタン溶接管およびその製造方法
【課題】溶接部の成形性を維持しつつ疲労特性を向上することができ、且つ母材表面で生じるフレッティング疲労の発生を抑えることができる耐フレッティング疲労部材用チタン溶接管およびその製造方法を提供する。
【解決手段】溶接部内部の窒素濃度を母材内部に対して0.003〜0.030質量%高く、且つ冷延後に表面層が除去されていない母材部の表面にチタン窒化物を有する耐フレッティング疲労部材用チタン溶接管である。その製造方法は、造管に用いる板または帯状の冷延後に表面層が除去されていないチタンを窒素ガス雰囲気で加熱することによって窒化熱処理して所定の窒化を施した後、その板または帯を管形状に成形し、そのつき合わせ部をアルゴンガスでシールドして溶材を使用せずに溶接するものである。また、さらには上記溶接管を窒素ガス雰囲気または酸化雰囲気で加熱して軽窒化または軽酸化の熱処理を実施するものである。
(もっと読む)
鋼材の溶接継手構造
【課題】主として超高強度の鋼材の溶接継手部について、低コストかつ予後熱管理や溶接入熱・パス間温度の条件が緩和された軟質継手を提供し、これにより、現場施工に適用可能であり、かつ特別な溶接技術や技能を必要とせずに、溶接部の材料強度から求められる継手強度より高い強度を有する鋼材の溶接継手構造を提供する。
【解決手段】第1の鋼材2と、第2の鋼材3と、継手溶接部4と、継手溶接部4を補強する第1の補強材5と、第2の補強部材6とを備える溶接継手構造1である。継手溶接部4の溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さく、第1の補強材5は継手溶接部4の一方の表面4aに溶接金属7を介して接して接合されるとともに第2の補強材6は継手溶接部4の他方の表面4bに接合され、第1の補強材5、第2の補強部材6の材料強度、および、溶接金属7の材料強度が、第1の鋼材2および第2の鋼材3のいずれの材料強度よりも小さい。
(もっと読む)
耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手及びその製造方法
【課題】低サイクル疲労特性の低下を抑制し、疲労き裂等が発生するのを防止することが可能な、耐低サイクル疲労特性に優れたパイプライン用高強度鋼管の円周溶接継手を提供する。
【解決手段】円周溶接部20をなす溶接金属部21が、鋼管内面側に位置する下部溶接金属21Aと、鋼管外面側に位置する上部溶接金属21Bとからなり、母材のビッカース硬さHv(BM)と、下部溶接金属21Aのビッカース硬さHv(WM1)及び上部溶接金属21Bのビッカース硬さHv(WM2)との関係が、次式{Hv(WM1)≦0.8Hv(BM)}又は次式{Hv(WM2)≧Hv(BM)}を満足しており、さらに、下部溶接金属21Aの縦断面積S(WM1)と、溶接金属部21全体の縦断面積S(WM1+WM2)との関係が、次式{0.4≦S(WM1)/S(WM1+WM2)≦0.6}を満足する。
(もっと読む)
溶接性に優れた多電極サブマージアーク溶接方法
【課題】溶接部に高温割れ欠陥が発生するのを抑制できるとともに、高い生産性を備える、溶接性に優れた多電極サブマージアーク溶接方法を提供する。
【解決手段】溶接速度v(m/min)で、開先角度が2θ(°)、開先深さがd(mm)とされた厚鋼板1を溶接する際、複数の電極5の総数Nが3の場合は、第2の電極52の先端部52aを次式{(d×1/N×tanθ)/2≦w1(mm)≦(d×1/N×tanθ)}で表される振幅w1(mm)とし、複数の電極5の総数Nが4以上の場合は、第2の電極52の先端部52aを上記振幅w1(mm)とするとともに、第3の電極53の先端部53aを次式{(d×2/N×tanθ)/2≦w2(mm)≦(d×2/N×tanθ)}で表される振幅w2(mm)として、次式{0.6≦f(Hz)/v(m/min)}で表される周波数f(Hz)で、溶接線方向と交差する方向にウィービングさせつつ溶接する。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の、溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ni:10.0%以下(0%を含む)、Mo:3.0%以下(0%を含む)、Mg:0.1〜1.0%,Ti:0.01〜0.25%、REM:0.1〜0.5%を含有し、更に必要に応じて、B2O3:0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とするフラックス入り溶接ワイヤ。
(もっと読む)
プラント構成部材の溶接方法及びその溶接接合構造
【課題】応力腐食割れで発生したき裂の進展を抑制することができるプラント構成部材の溶接方法を提供する。
【解決手段】配管1の端面に肉盛り層3を形成した後、この肉盛り層3に開先を形成する。2本の配管1の肉盛り層3を突合せた後、これらの肉盛り層3を溶接にて接合する。突合せた肉盛り層3の溶接は配管1の内面から開始され、配管1の外面に向って多層の溶接パスによって溶接される。多層の溶接パスが配管1の外面まで達したとき、配管1の溶接が終了する。肉盛り層3において下層の溶接パスと上層の溶接パスの境界に沿って下層の溶接パスの肉盛り部に形成された微細化したδフェライト相が、境界に沿って200μm〜1000μmの幅を有して形成されている。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】ワイヤ全成分組成が質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、必要に応じて、B2O3;0.1〜0.5%、Cu:0.5%以下を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であるフラックス入り溶接ワイヤ。
(もっと読む)
接合体とそれを有する熱交換器
【課題】品質が確保され、工数が削減出来、生産性の良い、低コストでリサイクル性に優れた接合体を提供する。
【解決手段】接合体1は、端部5aに先細り状テーパー部11を介して縮径部4が形成された銅管2と、内径が縮径部4の外径より大きく且つ先細り状テーパー部11の最大外径と略同じアルミニウム管3との接合体1であって、アルミニウム管3の管端部5cが先細り状テーパー部11の外面に当接するまで銅管2の縮径部4がアルミニウム管3内に挿入された状態で、アルミニウム管3が銅管2に外嵌めされてアルミニウム管3の管端部5cが銅管2の先細り状テーパー部11の外面と共晶接合6されており、銅管2の縮径部4の端部5aが所定長さにわたってアルミニウム管3に覆われずにアルミニウム管3のアルミニウム管端部5bから露出させた構成をしている。
(もっと読む)
21 - 40 / 157
[ Back to top ]