
Fターム[4E001DA03]の内容
Fターム[4E001DA03]に分類される特許
1 - 20 / 28
サブマージアーク溶接装置
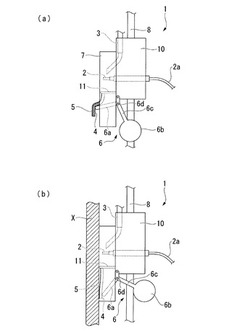
【課題】立向きサブマージアーク溶接装置において、耐熱布と対象部の表面との間に形成される隙間からフラックスが漏れ出すことを抑止する。
【解決手段】溶接トーチ2の下方に配置される耐熱布4と、耐熱布4を対象部Xに対して押圧する押圧部6と、押圧部6と対象部Xとの間に形成される隙間を埋める隙間充填部材5とを備える。
(もっと読む)
サブマージアーク溶接機

【課題】フラックスタンクから溶接機本体へのフラックス供給の滞留を防止する。
【解決手段】被溶接物の高さ方向に延びる溶接線に沿って立向き姿勢で移動する溶接機本体と、前記溶接機本体の上方に設置され、前記溶接機本体に対してフラックス供給ホースを介してフラックスを供給するフラックスタンクとを備えるサブマージアーク溶接機において、前記溶接機本体の高さ位置に応じて使用の切替えが可能な複数の前記フラックス供給ホースを備える。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金
【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
アーク溶接時における溶接開始アークを発生させるためのタップピース
【課題】アーク溶接時における溶接開始のためのアークを発生させ、溶接部位の開始部分に付着して使用されるタップピースを提供する。
【解決手段】非伝導性材質からなるボディー41と、ボディーと結合可能な形状を有するが、一側がボディーに結合され、他側を露出させて、アーク溶接時における溶接開始アークを発生させるための伝導性材質からなるアーク発生部43とを備える。
(もっと読む)
溶接継手の製造方法及びその方法を実施するための溶接装置
【課題】板厚が50mmを超えるような厚鋼板よりなる溶接継手を2電極立向エレクトロガスアーク溶接を用いて製造する際、開先断面積が変動しても、入熱量が変動しないように溶接して、高靭性な溶接継手が得られるようにする。
【解決手段】2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って一定の速度で上昇させ、溶接電圧を一定となるように制御するとともに、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御して、溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することにより溶接継手を製造する。
(もっと読む)
溶接継手の製造方法及びその製造方法を実施するための溶接装置
【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
立向姿勢溶接装置
【課題】生産効率の向上を実現し、高張力鋼板の突合せ溶接にも適用可能としたうえで、溶接金属に酸化やブローホールなどの欠陥を生じさせることなく立向姿勢での突き合わせアーク溶接を行い得る立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wb内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wbの外側からI形開先Wb内にシールドガスを供給するノズル8と、溶接トーチ3に装着されて溶接トーチ3から積層した溶接金属2AまでのI形開先Wbを覆うガス受け10を備えた。
(もっと読む)
サブマージアーク溶接装置
【課題】立向きサブマージアーク溶接において、フラックスの漏れを確実に防止し、溶接作業効率を向上させることのできるサブマージアーク溶接装置を提供すること。
【解決手段】立向きのサブマージアーク溶接において、溶接箇所周辺を布部材(30)により覆い、当該布部材の側部(66)を押圧プレート(52)により押圧するとともに、下部(68)を、軸部材36に複数配列され各押圧プレート52により押圧して、フラックス受け領域を形成する。
(もっと読む)
サブマージアーク溶接方法
【課題】容易に裏波ビードの酸化を防止可能な立向き姿勢のサブマージアーク溶接方法を提供する。
【解決手段】所定のギャップ31を備えて相対させた一対の鋼板1,2を立向き姿勢で溶接するサブマージアーク溶接方法であって、被覆部材32によって溶接箇所22の裏側を覆い、溶接箇所22の裏面に面してフラックスを滞留させる空間33を形成し、溶接箇所22の表面に供給するフラックスの一部を溶接箇所22の上方でギャップ31を通過させて当該空間33に供給しつつ、溶接トーチ12により溶接箇所22をアーク溶接する。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
狭開先溶接方法及び狭開先溶接装置
【課題】立向き溶接等に適用されて反復オシレートを行う狭開先ガスシールドアーク溶接において、円弧状運動によるスパッタや融合不良を防止または抑制する。
【解決手段】狭開先の幅方向中心位置を起点に一方の開先端部近傍まで上向きにオシレートする上進第1工程Paと、一方の開先端部近傍で所定時間だけオシレートを停止する上昇第1工程Pbと、一方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第1工程Pcと、狭開先の幅方向中心位置を起点に他方の開先端部近傍まで上向きにオシレートする上進第2工程Pdと、他方の開先端部近傍で所定時間だけオシレートを停止する上昇第2工程Peと、他方の開先端部近傍を起点に狭開先の幅方向中心位置まで下向きにオシレートする下進第2工程Pfとで1サイクルとされ、オシレートの速度は、鉛直方向下向きのオシレート速度が鉛直方向上向きのオシレート速度より増速される。
(もっと読む)
溶接方法及び溶接装置
【課題】高い生産性を確保するとともに溶接箇所の外観品質を向上させることができる溶接方法及び溶接装置を提供する。
【解決手段】溶接予定部2を上に向けた状態で溶接予定部2が水平面Hに対して所定角度αをなすように母材1を傾斜させ、溶接予定部2に沿って該溶接予定部2の上部側から下部側へ母材1に対して溶接トーチ21を相対的に移動させて溶接予定部2をパルス溶接する。溶接予定部2が水平面に対してなす角度は60〜90度程度が好ましい。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】開先の開先深さ方向の全幅の範囲でアークを発生させることができるために、開先の開先深さ方向の全幅の範囲にわたって溶接ワイヤの充分な溶け込みを確保することができるエレクトロガスアーク溶接方法を提供する。
【解決手段】被溶接材である鋼板の突き合わせ継手に開先を形成し、前記開先の一面側に上方に摺動する水冷銅板を当てるとともに他面側に裏当材を当て、前記水冷銅板、裏当材及び被溶接材で囲まれた開先内で溶接トーチから送給された溶接ワイヤをアークによって溶融させながら、前記水冷銅板と溶接トーチを同行して上進させることで、前記溶融した溶融ワイヤが下方から順次凝固して溶接継手を形成していくエレクトロガスアーク溶接方法において、前記溶接トーチを前記開先内で前記鋼板の板厚方向に沿って円弧状の往復運動をさせ、前記開先内手前及び奥の両端部においても、溶接ワイヤのアークによる溶融を行うことができるようにした。
(もっと読む)
1電極エレクトロガスアーク溶接方法
【課題】板厚が50mmを超え70mmまでの被溶接鋼板であっても、融合不良が発生することなく、健全な溶接継手が得られると共に、アーク安定性が優れており、高電流条件にする必要がなく、立向1パスの溶接が可能である1電極エレクトロガスアーク溶接方法を提供する。
【解決手段】開先が垂直に延び、表面側が裏面側より幅広となる開先形状を有し、被溶接板の表面側に摺動銅板を当て、裏面側に固定された裏当材を当てる。1本の溶接ワイヤを被溶接板の板厚方向にオシレートさせる。オシレート速度が10乃至55mm/秒、表面側での停止時間が1.5乃至2.5秒、裏面側での停止時間が0.5乃至1.5秒、オシレート幅は(板厚(両被溶接板に板厚差がある場合は厚い方の板厚)−25mm)以上(板厚−10mm)以下、電極の折り返し位置は、被溶接板の表面及び裏面から5乃至15mmの位置である。
(もっと読む)
立向姿勢溶接方法
【課題】厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく高品質な溶接を実現可能な立向姿勢溶接方法を提供する。
【解決手段】立向姿勢の一対の厚板鋼板の端縁間に所定の狭開先ギャップを有したI形開先を形成し、定電圧特性を有するアーク溶接機の溶接トーチから突き出した溶接ワイヤを厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを上下に揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させるが、この際、溶接電流Iwが目標値となるよう溶接ワイヤの送給速度Vfを可変させつつ溶接ワイヤの溶接トーチからの突き出し量Lを伸長または短縮させ、さらに溶接トーチの揺動方向に応じて溶接ワイヤの送給速度Vfを加減算補正する(実線)。
(もっと読む)
鉄骨ボックス柱の製造方法及び製造装置
【課題】角筒状に突き合わせたボックス部材を垂直に保持して、四隅の突き合わせ部を、それぞれ下方から上方へ移動する4個の溶接装置により溶接するボックス柱の製造に際し、それぞれの溶接装置が、他の溶接装置からの拘束力を受けることなく適正、かつ、円滑に所定の位置を上昇できるようにする。
【解決手段】ボックス部材の四隅の突き合わせ部に配置される溶接装置2を、電磁石10によるフランジ鋼板3との間の非吸着状態による一体性と、台車7の側面に設けたサイド車輪13をフランジ鋼板3の端縁に係合させることにより、それぞれ独立してフランジ鋼板3の所定位置で上昇できるように装着する。
(もっと読む)
エレクトロガスアーク溶接用フラックス入りワイヤ及び2電極エレクトロガスアーク溶接方法
【課題】入熱が500kJ/cmを超えても溶接金属の強度及び靭性が高く、溶接作業性に優れる2電極エレクトロガスアーク溶接用フラックス入りワイヤ及び方法を提供する。
【解決手段】1対の被溶接板1を突合わせて表面側が裏面側より幅広の開先を形成し、溶接ワイヤ11を開先奥行き方向に対して固定的に、溶接ワイヤ13を往復移動可能に設置する。両溶接ワイヤの各組成における含有量の平均値は、C:0.02〜0.09%、Mn:1.5〜2.5%、Si:0.2〜0.6%、Ni:0.6〜1.9%、Mo:0.3〜1.2%、Ti:0.10〜0.40%、B:0.005〜0.020%、Mg:0.10〜0.50%であり、Ni+Moの総量が1.2〜2.6%、MoとNiとの質量比Mo/Niが0.25〜1.00、残部がFe及び不可避的不純物とスラグ生成剤である。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
1 - 20 / 28
[ Back to top ]