
Fターム[4E001DA05]の内容
Fターム[4E001DA05]に分類される特許
1 - 20 / 98
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
MIG溶接継手構造

【課題】アルミニウム材と鋼材との重ね隅肉部をMIG溶接して得られる継手構造において、その継手部位の健全性を高めて、継手強度を効果的に向上せしめ、また曲げ加工等の加工に際して、継手部位に割れ等の欠陥が惹起されることのない、MIG溶接継手構造を提供すること。
【解決手段】所定のアルミニウム材を、鋼材の上に重ね合わせて、その重ね隅肉部を、所定の溶加材を用いて、MIG溶接して得られる継手構造において、その溶接部位におけるビードと鋼材との接合界面に形成される金属間化合物層の最大厚さを、0.5〜10μmの範囲内とすると共に、ビード止端部位における金属間化合物層の厚さを、0.5〜3.0μmとする。
(もっと読む)
溶接方法および溶接継手
【課題】ガセット板と高張力鋼の角廻し溶接部の疲労強度を飛躍的に向上させることができる溶接方法および溶接継手を提供する。
【解決手段】ガセット板を高張力鋼に角廻し溶接により溶接する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、ガセット板の端部の長手方向に17mm以上の長さのビードを形成する溶接方法。前記溶接方法を用いて、ガセット板が高張力鋼に溶接されている溶接継手。既存の鋼構造物におけるガセットと母材からなる角廻し溶接部を溶接により補修または補強する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、角廻し溶接部のガセット板の端部の長手方向に、ガセット板の端部からのビード部の長さが17mm以上となるようにビードを形成する溶接方法。
(もっと読む)
低温用鋼のサブマージアーク溶接方法
【課題】高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られる低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ワイヤ全質量%で、C:0.03〜0.15%、Si:0.08〜0.6%、Mn:1.2〜3.2%、Ni:0.5〜3.5%、Mo:0.03〜0.6%、CaF2:2〜12%、金属炭酸塩のCO2分:0.05〜0.7%、アルカリ金属化合物のNa2O、K2O及びLi2O換算値の合計:0.02〜0.2%を含有し、ワイヤの全水素量が50ppm以下であるフラックス入りワイヤと、質量%で、SiO2:8〜25%、Al2O3:25〜40%、MgO:0.5〜8.0%、MnO:5.5〜11%、CaO:5〜20%、CaF2:25〜45%、アルカリ金属酸化物の合計:0.1〜3.0%を含有する溶融型フラックスとを組合せて溶接する。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
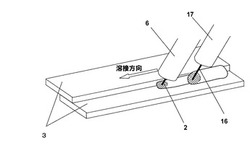
2電極左右差溶接方法
【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材との異種金属接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行うことができ、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5をアルミニウム合金材1側に5°超35°未満傾けた状態で、タングステン電極5の先端部を、アルミニウム合金材1の端縁から0mm以上3.5mm未満アルミニウム合金材1側の範囲の位置で、且つ、アルミニウム合金材1の表面位置から、2.0mm以上4.5mm未満垂直に離れた位置に配置して、アルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
異種金属接合方法
【課題】アルミニウム合金材と鋼材の接合を、鋼材同士の接合等に最も広く採用されているTIG溶接により行え、しかも、良好なビード外観と必要な継手強度を得ることができる異種金属接合方法を提供する。
【解決手段】タングステン電極5を、鋼材2側に35°以上60°未満傾けると共に、タングステン電極5の先端部を、アルミニウム合金材1の表面から2.0mm以上4.5mm未満垂直に離れた位置に配置し、タングステン電極5の中心軸の延長線がアルミニウム合金材1の表面と交わる位置を、アルミニウム合金材1の端縁から1.0mm以上3.0mm未満アルミニウム合金材1側の範囲とし、アーク7を照射してアルミニウム合金材1と鋼材2をすみ肉溶接する。
(もっと読む)
接合方法
【課題】本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一方の金属部材1aの側面と他方の金属部材1bの端面を突き合わせてなる突合部J10の接合方法であって、突合部J10に対して金属部材1a,1b同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って外面側に塑性化領域W10を形成した後、突合部J10に対して金属部材1a,1b同士の入隅部IからTIG溶接又はMIG溶接による肉盛溶接を行って、突合部J10に沿って溶接金属T3を形成する溶接工程を含むことを特徴とする。
(もっと読む)
オーステナイト系ステンレス鋼及びオーステナイト系ステンレス鋼溶接方法
【課題】再熱割れを防止可能で、かつ安価に製作可能な粗粒組織からなるオーステナイト系ステンレス鋼を提供する。
【解決手段】本発明に係るステンレス管は、ニオブ又はチタンを含むステンレス鋼から形成されている。このステンレス鋼のビッカーズ硬度は200以下である。ニオブを含むステンレス管は、オーステナイト結晶粒度番号で1以上7未満の粗粒組織から構成されている。また、チタンを含むステンレス管は、オーステナイト結晶粒度番号で3以上6未満の粗粒組織から構成されている。このように形成されたニオブ又はチタンを含むステンレス管は、500℃以上800℃以下の温度範囲で長期間にわたって使用しても、溶接部の近傍に再熱割れを生じることはない。
(もっと読む)
円周溶接工法および円周溶接構造並びに密閉型圧縮機
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
T型継手のレーザ溶接とアーク溶接の複合溶接方法
【課題】エネルギーの消費量の増加や溶接効率の低下を回避して、T型継手のフランジとリブとの接着面に深い溶込みを得ると共に、溶込み形状の安定した溶接継手を得る、T型継手のレーザ溶接とアーク溶接の複合溶接方法を提供する。
【解決手段】一方の被溶接材であるフランジの面上に他方の被溶接材であるリブを直交するように当接したT型継手を溶接するレーザ溶接とアーク溶接の複合溶接方法において、 前記T型継手を構成する前記リブと前記フランジとの当接部となる該リブの側面に開先部を形成し、 前記リブのフランジとの当接部に形成した前記開先部の底部に平坦部を形成し、 この平坦部を形成した前記開先部にレーザ光を照射するレーザ溶接とアーク溶接の双方を併用した複合溶接を実施して前記開先部に溶接金属の溶接ビードを形成し、T型継手を構成する前記フランジとリブを溶接する。
(もっと読む)
裏置きビード溶接法
【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
ブームとブームの溶接方法
【課題】筒体の捩れや歪が少ないブームを提供することを目的とする。また、歪の発生が少なくてすむブーム溶接方法を提供する。
【解決手段】複数枚の鋼板1,2を溶接して断面筒形の筒体に形成し、かつ筒体の表面に補強板3〜6を取り付けたブームであって、筒体と補強板との接合部分が、アーク溶接法a1とレーザ溶接Rからなるハイブリッド溶接Hで溶接されている。アーク溶接法a1で筒体と補強板の接合部を溶融して、母材の溶融金属量に溶加材の溶融金属量を加えておき、次いでレーザ溶接Rで加熱すれば、溶融金属を接合部の深さ方向に溶け込ませるので、補強板を確実に溶接により接合することができる。しかも、レーザ溶接法Rは入熱が少ないので、溶接後のブームに捩れや歪が生じにくい。このため、多段入れ子式ブームにおける多段ブーム間の寸法差を小さくできるので、先端側のブームの断面寸法を大きくし剛性を向上させることができる。
(もっと読む)
溶接構造及び溶接工法
【課題】剥離割れを防止することができる溶接構造及び溶接工法を提供する。
【解決手段】低合金鋼からなる第一母材に溶接層が形成されてなる溶接構造において、溶接層を、低合金鋼よりも炭素量の小さい低合金鋼または炭素鋼からなり、母材31に積層された第一肉盛層33と、600系ニッケル基合金からなり、第一肉盛層33に積層された第二肉盛層34と、690系ニッケル基合金からなり第二肉盛層34に積層された第三肉盛層35とから構成する。
(もっと読む)
鋼板の隅肉アーク溶接方法
【課題】本発明は、鋼板の重ね隅肉溶接継手において、ルート部起因の疲労破壊強度を高めることを課題とし、それを解決し得る溶接方法、およびその成果としての溶接継手を提供することを目的とする。
【解決手段】上板と下板を重ね合わせ、当該重ね合わせ部分が溶接金属に溶け込むように溶接し、上板端面と下板の上板側表面が溶接金属を介して接続され、また下板端面と上板の下板側表面も前記溶接金属を介して接続される鋼板の重ね隅肉溶接方法であって、上板と下板の重ね合わせ部の鋼板長手方向の長さである重ね代(重ね合わせ長さ)が以下の式を満足することにより得られる。
−0.26×t12+2×t1−2.4 ≦ 重ね代 ≦ 0.1×t13−1.1×t12+4.3×t1−2.7
ここでt1:上板の板厚
(もっと読む)
異材接合方法
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
ガスシールドアーク溶接装置
【課題】容易にトーチの位置を調整することができるガスシールドアーク溶接装置を提供すること。
【解決手段】溶接装置Sは、電極を有する電極用トーチ(10,20)と、フィラーワイヤ31を支持するフィラーワイヤ用トーチ30と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ支持する各トーチクランプ45と、各トーチクランプ45が支持されるベース50と、ベース50を移動させる移動装置(100)とを有する。溶接装置Sは、電極用トーチ(10,20)、フィラーワイヤ用トーチ30をそれぞれ所定角度回動させて電極用トーチ(10,20)及びフィラーワイヤ用トーチ30の設置角度をそれぞれ調整する各角度調整機構44と、電極用トーチ(10,20)、フィラーワイヤ用トーチ30を全方向へ移動させて電極用トーチ(10,20)、フィラーワイヤ用トーチ30の位置をそれぞれ位置調整する各位置調整機構60とを有する。
(もっと読む)
ガスシールドアーク溶接方法および溶接装置
【課題】先行電極と後行電極を用いて、大脚長の溶接ビードを良好かつ効率良く形成することができるガスシールドアーク溶接方法および溶接装置を提供することを課題とする。
【解決手段】先行電極11による第一溶融プール15と後行電極21による第二溶融プール25とを形成する溶接方法であって、両電極11,21の電極間距離を50〜150mmに設定し、第一溶融プール15にフィラーワイヤ31を挿入して溶接する。
また、溶接装置であって、先行電極11と後行電極21との間に配置されたフィラーワイヤ31を備え、先行電極11と後行電極21とは、先行電極による第一溶融プール15と後行電極21による第二溶融プール25とが離れるように電極間距離が設定され、フィラーワイヤ31は、第一溶融プール15に挿入されるように、先行電極11に対して所定の距離を空けて配置されている。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
1 - 20 / 98
[ Back to top ]