
Fターム[4E001DC01]の内容
Fターム[4E001DC01]の下位に属するFターム
ホットワイヤ (29)
Fターム[4E001DC01]に分類される特許
21 - 40 / 123
洋上高圧ガス配管構造
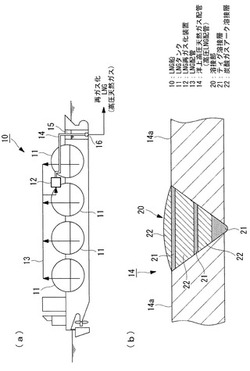
【課題】温度条件の過剰仕様を改善して最適化するとともに、配管重量の低減や施工性の向上を実現できる洋上高圧ガス配管構造を提供する。
【解決手段】ガスの液化及び/または液化ガスの再ガス化を行う装置を備えた浮体設備に配設されて気化したガスを取り扱う洋上高圧ガス配管構造において、洋上高圧天然ガス配管14の配管素材として2相ステンレス材を用い、配管素材の溶接部20に、1層目にティグ(TIG)溶接層21を形成した後、炭酸ガスアーク溶接層22とティグ溶接層21とを交互に形成した多層溶接が施されている。
(もっと読む)
2ワイヤ溶接制御方法

【課題】消耗電極アークにフィラワイヤを送給して溶接する2ワイヤ溶接方法において、消耗電極と溶融池との短絡に起因する溶接状態の不安定を抑制する。
【解決手段】消耗電極と母材との間にアークを発生させて溶融池を形成し、フィラーワイヤを溶融池に送給しながら溶接する2ワイヤ溶接制御方法において、消耗電極と溶融池とが短絡状態Tsになり、この短絡状態Tsが初期期間Ti以上継続しているときは、フィラーワイヤの送給速度Fwを定常フィラーワイヤ送給速度Fcから減速フィラーワイヤ送給速度Fdへと減速させ、消耗電極と溶融池との間がアーク状態になると(t43)、フィラーワイヤの送給速度Fwを定常フィラーワイヤ送給速度Fcに戻す。これにより、短絡に伴って溶融池の温度が低下しても、それに応じてフィラワイヤの送給速度Fwが減速されるので、溶接状態が不安定になることを抑制できる。
(もっと読む)
溶接方法及び溶接装置
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
2ワイヤ溶接制御方法
【課題】アーク長を周期的に変化させて溶接する2ワイヤ溶接方法において、高速溶接性を向上させる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期として繰り返して溶接ワイヤ1に通電し、切換信号Stcに同期してアーク長Laを第1アーク長HLaとそれよりも短い第2アーク長LLaとに周期的に切り替えて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する2ワイヤ溶接制御方法において、フィラーワイヤ6の送給速度Wsを、第1アーク長HLaのときは第1フィラーワイヤ送給速度LWsに設定し、第2アーク長LLaのときは第1フィラーワイヤ送給速度LWsよりも高速の第2フィラーワイヤ送給速度HWsに設定する。アーク長が短いときのフィラーワイヤの送給速度が高速になるので、溶融池の冷却効果が増大し、高速溶接性が向上する。
(もっと読む)
溶接方法およびこれを用いた船舶
【課題】T字溶接継手のすみ肉の溶接にレーザーアークハイブリッド溶接を用いて、すみ肉溶接を行う入射面側に対して反対面側の反入射面側のすみ肉の硬度を改善することが可能な溶接方法およびこれを用いた船舶を提供することを目的とする。
【解決手段】母材3と部材2とをT字状に合わせたT字溶接継手1のすみ肉5をレーザービームおよび電気アークを用いる溶接9の溶接方法において、レーザービームおよび電気アークを用いる溶接9が施工される入射面側のすみ肉5に対して入射面側溶接を行ってから所定の時間内に、部材2を挟んで入射面側のすみ肉5とは反対の反対面側の反入射面側のすみ肉7に対して溶材8を供給することを特徴とする。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら、前記溶接位置にフィラーを供給するレーザ溶接方法において、前記被溶接物の表面における前記フィラーの狙い位置と同じ位置にレーザビームを照射すると共に、前記フィラーの中心軸と前記レーザビームの光軸とのなす角度を45度以下にするレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】被溶接物1の溶接位置に供給するフィラー7が前記被溶接物1の表面における狙い位置Aと同じ位置にレーザビーム2を前記フィラー7に照射しながら入射すると共に、前記フィラー7の中心軸と前記レーザビーム2の光軸のなす角度を45度以下にすることによって溶着速度を上げると共に、溶融金属のギャップに対するブリッジ能力を高め、継手溶接では広い許容ギャップを得ることができる。
(もっと読む)
オーステナイト系ステンレス鋼の溶接施工方法
【課題】 オーステナイト系ステンレス鋼の裏波溶接に際し、Si含有量が多い溶加棒を使用することにより、バックシールドガスを使用することなく、優れた裏波性能を有する溶接部を施工し得る溶接施工方法を提供する。
【解決手段】 重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用するか、重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用し、重量%で、60%以上のSiを含むフラックスを溶剤と混合して開先面に塗布するティグ溶接施工方法を提供する。
(もっと読む)
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
合金鋼の異種溶接のための装置及び方法
【課題】 合金鋼の異種溶接のための装置及び方法を提供する。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
(もっと読む)
溶接方法
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
溶接材料ならびに溶接継手およびその製造方法
【課題】溶接時に優れた耐凝固割れ性および耐再熱割れ性を有し、特に、多層溶接時に優れた溶接性を有する溶接材料と、その溶接材料を用いて溶接した耐メタルダスティング性に優れた溶接継手およびその製造方法の提供。
【解決手段】質量%で、C:0.04〜0.5%、Si:1〜3%、Mn:2%以下、P:0.05%以下、S:0.01%以下、Cr:25〜35%、Ni:50〜70%、Al:0.005〜0.05%、N:0.001〜0.1%、Cu:1.5〜3.5%を含有し、残部はFeおよび不純物からなる化学組成を有する溶接材料。
(もっと読む)
オーステナイト系耐熱鋼用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するγ系耐熱鋼用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.05%超〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:40〜50%、Cr:20〜25%、W:8.0%超〜13.0%、Ti:0.01〜0.2%、N:0.03%超〜0.20%及びAl≦0.01%を含み、残部がFe及び不純物からなり、不純物としてのO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するγ系耐熱鋼用溶接材料。この溶接材料はNb<0.60%を含んでもよい。(2)上記のγ系耐熱鋼用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたγ系耐熱鋼の母材からなる溶接継手。
(もっと読む)
金型補修溶接材料及びこれを用いた金型補修溶接方法
【課題】補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避して良好に補修溶接を行うことができ、また溶接まま硬さをアルミダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料を提供する。
【解決手段】JIS SKD61で構成されたアルミダイカスト金型の補修部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料を、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成る組成とする。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
アーク溶接用トーチ
【課題】 シールドガスの噴出特性、フィラーワイヤ狙い位置の調整性、および汎用性が高いアーク溶接用トーチを提供する。
【解決手段】 トーチノズル1の先端部が指向する領域に向けてフィラーワイヤを繰り出すフィラーガイド20を備えたアーク溶接用トーチA1は、トーチ1とフィラーガイド20とを個別に被装し、かつ、これらを連結する連結手段3(ブラケット部材30およびカバー部材31)を備える。ブラケット部材30は、トーチ1およびフィラーガイド20をたとえばクランプ式に連結する。シールドガス供給路は、トーチ1内だけでなく、カバー部材31とトーチ1との間、さらにはカバー部材31とフィラーガイド20との間にも形成され、シールドガスの噴出を安定させる。フィラーワイヤの狙い位置は、トーチ1とフィラーガイド20との相対的な位置変更により調整される。
(もっと読む)
非消耗電極アーク溶接制御方法
【課題】フィラーワイヤを送給しながら行う非消耗電極アーク溶接において、アーク長を一定に保つトーチ高さ制御を行なっても、フィラーワイヤの挿入高さを常に所定値に維持することができるようにする。
【解決手段】溶接中の非消耗電極1の消耗に伴うアーク長Laの変化を抑制するトーチ高さ制御を行うと共に、取付部材51を介してトーチ4に取り付けられたワイヤガイド52内を通ってフィラーワイヤ5を送給しながら溶接する非消耗電極アーク溶接制御方法において、前記フィラーワイヤ5のアーク発生部への挿入高さLhが一定になるように前記取付部材51を前記トーチ4の長手軸方向に昇降制御する。これにより、アーク長制御に伴うフィラーワイヤ5の挿入高さの変化を抑制することができ、良好な溶接品質を得ることができる。
(もっと読む)
構造材の表面改質装置及びその方法
【課題】簡便で小型の溶接改質装置により、短期間で溶接金属の耐食性を改善することができる構造材の表面改質装置及びその方法を提供する。
【解決手段】溶接トーチ部2と表面改質トーチ部3とを有する構造材の表面改質装置1において、前記溶接トーチ部2と表面改質トーチ部3を移動可能な連結部材17により連結するとともに、前記表面改質トーチ部3は、前記溶接トーチ部2で形成された溶接金属22の表面にチタン含有溶液を噴射しアナターゼ型酸化チタン層からなる表面改質層21を形成する。
(もっと読む)
TIG溶接方法
【課題】厚い板厚の、特に炭素鋼、低合金鋼及びステンレスパイプなどの鋼管パイプを固定して周囲をTIG溶接するにあたり、開先加工せず、鋼管パイプの両端面を直角に切断して突合わせ、そのギャップを0にして1パスにて、かつ鋼管パイプ内面ビード及び外面ビードも適正な余盛高さに仕上げた溶接方法を提供すること。
【解決手段】板厚3mm以上の板厚の溶接対象を固定して周囲を溶接する全姿勢溶接において、開先を取らず突合わせ状態で溶接対象の両端を突合わせ、溶接前に突合わせ外周部にTIG溶接用深溶け込み活性剤を塗布し、溶接時に溶接ワイヤを供給し、ワイヤの進入角度を45°〜65°で溶融金属に挿入してTIG溶接すること。
(もっと読む)
プラズマ溶接方法,プラズマトーチ組体およびプラズマ溶接装置
【課題】 アーク安定性の向上。溶接作業性の向上。ホットワイヤ送給においても、アーク安定性の向上。
【解決手段】
複数のプラズマトーチ(1a,1b)からプラズマアークを、溶接対象材(5)の溶接線に垂直な垂直線に関して対称にかつ該垂直線に対して傾斜して前記溶接線の同一位置に当てて全プラズマアークに共通に作用する磁気ピンチ力によって前記同一位置にプラズマアークを集中させるとともに、前記複数のプラズマトーチの各インサートチップ(1ac,1bc)の外周まわりからシールドガスを前記溶接対象材(5)に向けて噴出するプラズマ溶接。プラズマアーク間に、溶接ワイヤ又は肉盛り粉体を垂直降下で送給。複数のプラズマトーチ(1a,1b)を1つのシールドカバー(4)に装着して1つのプラズマトーチ組体として、上記プラズマ溶接に用いる。
(もっと読む)
水中溶接装置
【課題】トーチの小型、簡素化及びアーク電極先端部を気中環境下にし溶接をする工法で、水排除及び乾燥時間の短縮、水排除の確実性の向上及び高品質な溶接を可能にする。
【解決手段】水中環境下で局部的に気中環境下にし、溶接を行う水中溶接装置であって、水中用溶接ヘッドに搭載され、絶縁材を使用したトーチボディ(73)の外周に、ガス噴射用の溝(74)を加工し、該トーチボディ(73)を金属製のカバー(79)で覆い、該トーチボディ(73)に、アーク電極(23)、ワイヤノズル(22)、カメラ(9)、照明(13)の一又は複数を配備し、これらを一体化し、且つ、小型化したトーチ構造としたことを特徴とする水中溶接装置であり、また、トーチボディ(73)の先端部に、独立気泡型で伸縮自在で、可撓性を有するシールド材が装備された支持材と、トーチボディ(73)の先端との間に、耐熱、弾力性を有する吸収材を設けたトーチ構造。
(もっと読む)
21 - 40 / 123
[ Back to top ]