
Fターム[4E001DC01]の内容
Fターム[4E001DC01]の下位に属するFターム
ホットワイヤ (29)
Fターム[4E001DC01]に分類される特許
41 - 60 / 123
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法
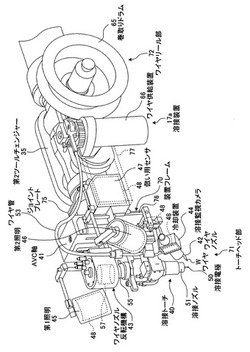
【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
含銀抗菌ステンレス鋼溶接活性剤

【課題】 含銀抗菌のステンレス鋼溶接活性剤を提供することにより、ステンレス鋼材の溶接道が抗菌の目的に達することができる。
【解決手段】 重量パーセントで、0.1%から0.5%までの金属銀、30%から54%までの二酸化ケイ素、20%から40%までの二酸化チタン、10%から20%までの酸化クロム、5%から20%までの酸化モリブデン、5%から10%までの二硫化モリブデンおよび5%から10%までのハロゲン化物が含まれるように構成されている。
(もっと読む)
パルスアーク溶接方法及び溶接装置
【課題】狭隘部でも支障なく溶接を可能とするパルスアーク溶接方法及び溶接装置を提供する。
【解決手段】非消耗電極1と、該非消耗電極に対して平行又は略平行にフィラワイヤ2を送給するワイヤ送給装置5と、前記非消耗電極にアーク電流を印加するアーク電源4と、該アーク電源と前記ワイヤ送給装置を制御する主制御装置9を具備し、該主制御装置は前記非消耗電極にベース電流とアーク電流とを交互に印加し、前記フィラワイヤをベース電流の時に送給する様制御する。
(もっと読む)
ガスシールドアーク溶接方法
【課題】単電極溶接で溶接速度80cm/分以上、2電極溶接で溶接速度150cm/分以上の条件においても、溶接ビード表面に気孔欠陥が発生せず、健全な溶接ビードを得ることができるガスシールドアーク溶接方法を提供する。
【解決手段】フラックス入りワイヤを使用した単電極又は多電極のガスシールドアーク溶接方法において、溶接方向における前記単電極の10乃至40mm後方にて、又は多電極の最後尾電極の10乃至40mm後方にて、消耗電極を溶接プールに挿入しつつガスシールドアーク溶接する。気化ガスが溶融金属中で気泡となり、溶融金属表面から放出されるが、この放出位置が最後尾電極の後方10乃至40mmの間の領域である。そこで、この領域にフィラワイヤを供給し、溶融金属の積極的な凝固を図る。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
接合されたタービン動翼部材及び接合方法
【課題】鋼とニッケル合金との融解ラインの検査の問題を克服する。
【解決手段】タービンの動翼部材10,30のための接合方法において、a)鋼から形成された第1の動翼部材10を提供するステップと、b)該第1の動翼部材10にニッケル合金バタリング層20を提供するステップと、c)ニッケル合金から形成された第2の動翼部材30を提供するステップと、d)第1の動翼部材10を第2の動翼部材30に接合するために、ニッケル合金溶接溶加材25を用いてニッケル合金バタリング層20を第2の動翼部材30に溶接するステップとを含む。
(もっと読む)
溶接方法
【課題】めっき材を溶接する際に、低コストでブローホールを低減できる溶接方法を提供すること。
【解決手段】めっき材W1、W2を溶接する溶接方法であって、プラズマアークAにより溶融池Pを形成するとともに、この溶融池PのうちプラズマキーホールPKよりも溶接の進行方向側の領域に、めっき材W1、W2に対して略垂直にレーザLを照射する。これにより、徐々に深くなる方向に流れる対流の近傍に、レーザキーホールLKが形成される。したがって、レーザキーホールLKの熱によりめっきが気化すると、この気化しためっきは、レーザキーホールLKによって深くなる方向に押されるから、溶融池P内の対流に乗って後方に流れて、外部に排出される。よって、ブローホールが発生するのを防止できる。また、めっき材W1、W2を加工して突部を形成する必要がないので、低コストで溶接できる。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至2.5質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
チタン体を製造する方法および装置
本発明は、固体自由形状製造によって物体、特にチタンまたはチタン合金からなる物体を製造する方法および反応器に関する。固体自由形状製造による溶接可能材料の物体の製造の反応器は、周囲雰囲気に対して閉鎖されている反応器チャンバを備え、反応器には、反応器チャンバを形成する隣接するすべての壁要素が鈍角(90°を上回る)で接合されるように構成され、反応器チャンバの下方に位置するアクチュエータには、アクチュエータが、反応器チャンバ内部に支持基材を保持して、反応器チャンバの底部の開口部を通して反応器チャンバ内に突出するように構成され、開口部が、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器チャンバの外部に位置するアクチュエータには、アクチュエータが、反応器チャンバの内部に溶接可能材料のワイヤ供給器を備えた高エネルギープラズマトランスファーアーク溶接トーチを保持して、反応器チャンバの側面の開口部を通して反応器チャンバ内に突出するように構成され、開口部は、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器には、反応器チャンバの最低位に位置する少なくとも1つの閉鎖可能ガス入口と反応器チャンバの最高位に位置する少なくとも1つの閉鎖可能ガス出口とが備えられる。 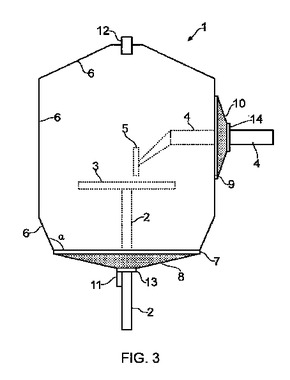 (もっと読む)
(もっと読む)
二輪車およびバギー車用フレーム材
【課題】高強度の7000系Al合金からなるAl部材の複数にて構成される、二輪車やバギー車用フレーム材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】複数のAl部材を与える7000系Al合金の合金組成を、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物であるように規定し、かかるAl部材の複数を溶接により一体化して、二輪車やバギー車用フレーム材を製造するに際して、溶加材として、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成のものを用いた。
(もっと読む)
交流パルスアーク溶接制御方法
【課題】消耗電極式交流パルスアーク溶接において、電極マイナス極性電流比率を30%以上に設定しても、安定した溶接を行えるようにすること。
【解決手段】電極マイナス極性ピーク期間Tpn中は電極マイナス極性ピーク電流Ipnを通電し、続けて電極プラス極性ピーク期間Tp中は電極プラス極性ピーク電流Ipを通電し、続けて電極プラス極性ベース期間Tb中は電極プラス極性ベース電流Ibを通電し、続けて電極マイナス極性ベース期間Tbn中は電極マイナス極性ベース電流Ibnを通電して溶接を行う交流パルスアーク溶接制御方法において、電極プラス極性ピーク期間Tp又は電極プラス極性ベース期間Tb中に溶滴移行が行われなかったときは、電極プラス極性ベース期間Tbと電極マイナス極性ベース期間Tbnとの間に電極プラス極性ピーク期間Tp及び電極プラス極性ベース期間Tbを再度設ける。
(もっと読む)
Al材料の溶接方法
【課題】高強度の7000系Al合金からなるAl材料の複数にて構成される、構造部材や部品等の各種用途の部材において、その溶接割れ感受性を低減させると共に、強度特性に優れた溶接継手を実現する。
【解決手段】質量基準にて、Cu:0.01〜0.50%、Mg:0.5〜2.1%、並びにZn:4.0〜8.5%を含み、残部がAl及び不可避的不純物である合金組成の7000系Al合金からなるAl材料を溶融溶接するに際して、質量基準にて、Mg:5.5〜8.0%、Cr:0.05〜0.25%、Ti:0.25%以下、Si:0.4%以下、Fe:0.4%以下、Cu:0.1%以下、Zr:0.05%以下、及びZn:0.25%以下を含み、残部がAl及び不可避的不純物である合金組成を有するAl合金溶加材を用いた。
(もっと読む)
溶接構造物
【課題】溶接強度、すなわち、継手強度および伸びに優れた溶接構造物を提供することを目的とする。
【解決手段】本発明に係る溶接構造物1は、アルミダイカスト製部材2とアルミ展伸材製部材3とを線材を用いて溶接した溶接構造物であって、前記アルミダイカスト製部材2がAl−Mg系ダイカスト合金で形成され、前記アルミ展伸材製部材3が5000系合金または6000系合金で形成され、前記線材が5000系合金で形成されていることを特徴とする。
(もっと読む)
溶接材料および溶接継手
【課題】高効率に高強度で、低温靭性に優れた溶接継手を得ることができる溶接材料の提供。
【解決手段】極低温の環境での大入熱溶接に用いられる溶接材料であって、質量%で、C:0.01〜0.10%、P:0.05%以下、S:0.008%以下、Cu:0.5〜5.5%、Mo:5.0〜25.0%、Nb:0.005〜1.0%、Al:1.2〜3.0%、W:1.0〜6.0%およびN:0.0015〜0.008%を含有し、残部Niおよび不純物からなり、下記(1)式および(2)式を満足することを特徴とする溶接材料。
108.5+621.9C+85.64Nb+136.7Al≧400・・・・(1)
234.6−671.9C−3.020Nb−35Al≧100・・・・(2)
但し、上記式中の各元素記号は、それぞれの含有量(質量%)を意味する。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
プラズマGMA溶接方法
【課題】ハンピングピードおよび蛇行ビードといった不当な溶接ビードの発生を抑制する。
【解決手段】本発明のプラズマGMA溶接方法は、溶接トーチ2を通して溶接母材Pに向けて送給されるワイヤWと溶接母材Pとの間にパルス波形のGMA溶接電流Iwmを流すことによりGMAアーク13を発生させるとともに、ワイヤWを囲むように供給されるガスGcを介して溶接トーチ2と溶接母材Pとの間にプラズマ溶接電流Iwpを流すことによりプラズマアーク32を発生させる方法であり、GMA溶接電流Iwmのピーク電流値Impおよびベース電流値Imbを、GMA溶接電流Iwmの平均電流値Imaが変化されるときに変化する変化区間を有し、かつ平均電流値Imaがある値に設定されるときのピーク電流値Impおよびベース電流値Imbが、平均電流値Imaより小さい値が設定されるときのピーク電流値Impおよびベース電流値Imb以上であるように設定する。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
高クロムフェライト系ステンレス鋼材の溶接方法
【課題】板厚が薄い高クロムフェライト系ステンレス鋼材を、裏側ガスシールドなしでティグ溶接した場合であっても、鋭敏化を伴わず、溶着金属部分においても優れた耐食性を得ることができる高クロムフェライト系ステンレス鋼材の溶接方法を提供する。
【解決手段】板厚が1.2mm以下の高クロムフェライト系ステンレス鋼材を、裏側のガスシールドなしでティグ溶接するに当たり、溶加材として、Nb:0.3〜1.0%を含有するニオブ含有オーステナイト系ステンレス鋼ワイヤを使用する。
(もっと読む)
多電極ガスシールドアーク溶接方法
【課題】先行極及び後行極との間にフィラーワイヤを挿入する溶接施工方法において、ビード形状を著しく改善し、先行極と後行極との間に発生するアーク干渉を緩和し、かつ設備化が容易な多電極ガスシールドアーク溶接方法を提供する。
【解決手段】極間距離が20乃至35mm、先行極水平角L、後行極水平角Tのうち、大きい方をX、小さい方をYとし、更にフィラーワイヤトーチ角F、先行極後退角α、後行極前進角β、フィラーワイヤトーチ前後角γからなる変数が下記数式を満たし、フィラーワイヤのワイヤ狙い位置を、前記立板の下端から(上脚長−2mm)までの範囲とする。40°≦L≦60°、40°≦T≦60°、X+5°≦F≦X+20°又はY−20°≦F≦Y−5°、4°≦α≦14°、5°≦β≦15°、−5°≦γ≦5°
(もっと読む)
41 - 60 / 123
[ Back to top ]