
Fターム[4E001DC01]の内容
Fターム[4E001DC01]の下位に属するFターム
ホットワイヤ (29)
Fターム[4E001DC01]に分類される特許
61 - 80 / 123
オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法
【課題】原子力発電プラントなどにおける装置類、配管などのオーステナイト系ステンレス鋼の溶接接合部における応力腐食割れなどの発生や進展を防止できる溶接材料およびこの溶接材料を用いた予防保全方法を提供すること。
【解決手段】C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料1である。特に、Bの含有率が3wtppm以下であることが特徴である。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物

【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
溶接添加剤、溶接添加剤の使用並びにコンポーネント
本発明は溶接フィラー並びにそれを使用するステップを提案する。この溶接フィラー並びにそれを使用するステップにより、ニッケル基超合金によって製造されたガスタービンのブレードまたはベーン、並びに他の高温ガスコンポーネントの補修溶接を、手動ないし自動溶接によって、室温で行うことが可能となる。溶接フィラーは同様にγ’硬化型ニッケル基超合金であるが、とりわけ、準備されるコンポーネントの基材材料とは異なる。溶接補修は、基材金属の特性の約50%、或いはそれ以上に相当する低サイクル疲労(Low Cycle Fatigue:LCF)を許容する(溶接は、基材金属のLCFサイクルの50%に耐える)。 (もっと読む)
溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置
【課題】レーザ・アークハイブリッド溶接において、安定したアークを形成させることにより溶接品質の向上が可能とされる溶接ワイヤ送給装置及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11に溶接ワイヤMを繰出ローラ25によって送給する溶接ワイヤ送給装置20であって、前記繰出ローラ25を前記溶接ワイヤMに向かって押圧する押圧手段26を有し、前記押圧手段26の押圧力を制御することにより前記溶接ワイヤMの送給速度を調整するように構成されていることを特徴とする。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】製造コストの高騰、製造時間の長期化を生じることなく、適正強度、靭性を有するタービンロータ及びタービンロータの製造方法を提供する。
【解決手段】高Cr鋼からなる高温用ロータ材と、低Cr鋼からなる低温用ロータ材とを溶接して構成されたタービンロータにおいて、前記高温用ロータ材が、窒素含有量が質量%で0.02%以上である高Cr鋼で形成され、前記高温用ロータ材と低温用ロータ材を溶接する溶加材が、窒素含有量が質量%で0.025%以下である9%Cr系溶加材である。
(もっと読む)
2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置
【課題】2ワイヤ溶接を円滑に行うことが可能な2ワイヤ溶接トーチおよびこれを用いた2ワイヤ溶接装置を提供すること。
【解決手段】溶接方向前方に位置するワイヤWAおよび上記溶接方向後方に位置するワイヤWBを保持するワイヤ保持手段2を備える2ワイヤ溶接トーチA1であって、ワイヤ保持手段2は、1ワイヤWAおよびワイヤWBの先端間距離Lを変更可能に構成されている。このような構成により、ワイヤWA,WB間の先端距離Lを溶接母材の板厚や溶接速度に適した大きさに設定することが可能であり、円滑な2ワイヤ溶接を実現することができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 被溶接物にレーザビームを照射しながら第1ワイヤを送給し前記被溶接物との間でアーク溶接を行う際、前記レーザビームと前記アーク溶接で形成した溶融池に少なくとも1本の第2ワイヤを供給する複合溶接方法と複合溶接装置に関する。
【解決手段】 被溶接物2の溶接位置にレーザビーム1を照射しながら前記溶接位置に第1ワイヤ12を送給して前記被溶接物2との間でアーク溶接を同時に行う複合溶接方法において、前記レーザビーム1と前記アーク溶接で形成した溶融池14に少なくとも1本の第2ワイヤ13を供給することによって、アーク電流を上げることなく、溶着量を上げることができる。
(もっと読む)
複合溶接方法
【課題】 レーザ照射と第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する複合溶接方法において、前記第1ワイヤの直径と同等以上の直径の前記第2ワイヤを使用する複合溶接方法を提供する。
【解決手段】 溶接の進行方向から見た第1ワイヤ3と第2ワイヤ6とレーザビーム2の配置として前記第2ワイヤ3と前記レーザビーム2と前記第1ワイヤ3の順とすると共に、前記第2ワイヤを前記レーザビーム2の前記被溶接物1の表面における照射位置に送給し、前記第1ワイヤ3の直径と同等以上の直径の前記第2ワイヤ6を使用することによって前記第2ワイヤ6を安定に送給すると共に、前記第2ワイヤによる溶着速度を最大限に実現することができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 レーザと第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する溶接において、レーザ出力と前記第1ワイヤの送給速度と前記第2ワイヤの送給速度との何れも溶接速度に比例して調整する複合溶接方法と複合溶接装置に関する。
【解決手段】 演算手段20は、前記レーザ発生手段9のレーザ出力と前記アーク発生手段13から制御される前記第1ワイヤ3の送給速度と前記第2ワイヤ7の送給速度の何れも前記溶接速度に比例するよう演算処理を行うことによって良好な溶接を行うと共に、溶接パラメータの設定を容易にすることができる。
(もっと読む)
鋼鋳片の表層改質方法
【課題】銅を含有する鋼鋳片の表層を確実に改質し、熱間加工時のわれの発生を防止できる鋼鋳片の表層改質方法を提供する。
【解決手段】ワイヤー7のオシレーション幅を±Lo、オシレーション速度をFo、プラズマトーチ3の間隔をPL、鋼鋳片1の溶融処理速度をV、鋼鋳片1の表層部分が溶融して形成された溶融プール8の長さをLpとするとき、これらが4Lo/Fo<Lp/V,Lo≧0.9PL/2の関係を満たすように、ワイヤー7のオシレーション中心位置をプラズマトーチ3間の中心に合わせてオシレーションすることで溶融プール8を攪拌しながらワイヤー7を連続して溶融プール8に供給することを特徴とする。
(もっと読む)
交流パルスアーク溶接によるインコネルの肉盛り溶接方法
【課題】交流パルスアーク溶接によるインコネルの肉盛り溶接において、所望の希釈率のビード形状を容易に形成することができるようにする。
【解決手段】電極マイナス極性期間中は電極マイナス極性電流を通電し、電極プラス極性期間中はピーク電流及びベース電流を通電し、前記電極マイナス極性期間を調整することによって電極マイナス極性電流比率を適正化して溶接する交流パルスアーク溶接によるインコネルの肉盛り溶接方法において、希釈率設定値Rkを予め設定し、この希釈率設定値Rkを入力として予め定めた期間設定関数TNRによって前記電極マイナス極性期間Tnrを算出し、この算出された電極マイナス極性期間Tnrによって前記電極マイナス極性電流比率を適正化し、前記希釈率設定値Rkによって設定された希釈率のビード形状を形成する。
(もっと読む)
重ね継手の溶接方法
【課題】 被溶接物にレーザビームによる溶接とアーク溶接を同時に行う際、前記レーザビームと前記アーク溶接で形成した溶融池に第2ワイヤを供給すると共に前記第1ワイヤと前記被溶接物との間に形成したアークの電流を所定値以下にする複合溶接方法を提供する。
【解決手段】 被溶接物1の溶接位置にレーザビーム3を照射しながら前記溶接位置に第1ワイヤ5を送給して前記被溶接物1との間でアーク溶接を同時に行う複合溶接方法を用いた重ね継手の溶接方法であって、前記レーザビーム3と前記アーク溶接で形成した溶融池8に第2ワイヤ9を供給すると共に、前記第1ワイヤ5と前記被溶接物1との間に形成したアーク6の電流を所定値以下にすることによって低いアーク電流を用いつつ、第2ワイヤの供給によって溶着量を上げることができ、良好な重ね継手を形成することができる。
(もっと読む)
レーザ・アーク溶接方法及びレーザ・アーク複合溶接装置
【課題】レーザ溶接とアーク溶接とを併合して溶接を行うレーザ・アーク溶接方法及び装置を提供する。
【解決手段】X,Y,Z軸方向へ移動自在な加工ヘッド11に備えたレーザ溶接ヘッド13及びアーク溶接トーチ15を備えたレーザ・アーク複合溶接装置によってワークWの接合部である溶接線31に沿って溶接を行うとき、前記加工ヘッド11に備えたギャップセンサ37によってワークの溶接線31におけるギャップ量を検出し、検出したギャップ量が予め設定してある設定値より小さい場合には前記レーザ溶接ヘッド13を用いてレーザ溶接を行い、検出したギャップ量が前記設定値より大きい場合には前記アーク溶接トーチ15を用いてアーク溶接を併用して行い、前記溶接線に沿ってワークの溶接を行うとき、前記ギャップセンサによって前記溶接線の全範囲に亘ってギャップ量を検出し、検出したギャップ量が前記設定値より小さな範囲のレーザ溶接を行った後に、前記設定値より前記ギャップ量が大きな範囲のアーク溶接を行う。
(もっと読む)
ティグ溶接装置
【課題】 フィラーワイヤの挿入方向に応じて送給速度を適正化することができるティグ溶接装置を提供すること。
【解決手段】電極1と母材2との間に予め定めた溶接電流Iwを通電してアーク3を発生させ、ワイヤ4を予め定めた送給速度でアーク発生部に挿入しながら溶接を行うためのティグ溶接装置において、ワイヤ4を溶接方向に対してアーク前方方向から挿入するか又は後方方向から挿入するかを設定するためのワイヤ挿入方向設定信号Hrを出力するワイヤ挿入方向設定部HRと、溶接電流Iwを設定するための溶接電流設定信号Irを出力する溶接電流設定部と、前記ワイヤ挿入方向設定信号Hr及び前記溶接電流設定信号Irを入力として予め定めた関数によって前記送給速度を設定するための送給速度設定信号Frを出力する送給速度設定部FRと、を備えている。
(もっと読む)
溶接継手の製造方法
【課題】管の端面の溶け落ちやフランジの熱歪みが抑制されるとともに溶接品質を十分に満足することができる溶接継手の製造方法を提供する。
【解決手段】管1と板状のフランジ2から成る溶接継手の製造方法であって、フランジ2の貫通孔3の小径部3a内に管1の端面1aを途中配置した状態で、貫通孔3の大径部3bと小径部3aを繋ぐ段部3cの最内側に角部3dを形成し、角部3dに電極5aを指向させてTIG溶接トーチ5を回動し、段部3cを溶融して管1を全周溶着する。
(もっと読む)
溶接装置
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
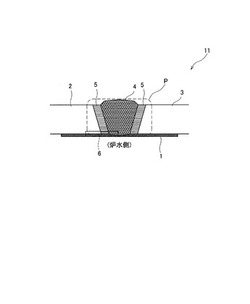
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
2ワイヤ溶接の終了制御方法
【課題】溶接ワイヤ1及びフィラーワイヤ6を使用する2ワイヤ溶接の溶接終了時において、フィラーワイヤ6が溶融池2にスティックして溶着することを防止する。
【解決手段】消耗電極アーク3の溶融池にフィラーワイヤ6を接触させながら送給して行う2ワイヤ溶接の終了制御方法において、溶接終了に際して前記消耗電極アーク3によるクレータ処理を開始すると、これに同期して前記フィラーワイヤ6の逆送給を開始すると共に前記フィラーワイヤ6と前記溶融池2との接触状態を検出し、前記接触検出によって非接触状態が検出されるまで前記フィラーワイヤ6の逆送給を継続する。これによって、溶接終了後のフィラーワイヤ先端が溶融池2から少し離れた状態で停止することになる。このために、溶着を防止し、かつ、次の溶接開始が迅速になり生産効率が向上する。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 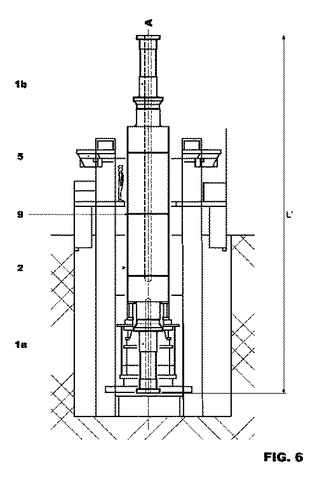 (もっと読む)
(もっと読む)
溶接部の品質を制御する方法
【課題】溶接部の品質を制御し、改善するための方法を提供する。
【解決手段】熱源の周囲にシールドガスカーテン7を生成する工程と、前記シールドガスカーテン7から放射状に外側に位置し、放射状に外側向きの速度成分を有するシュラウドガスカーテン16を生成する工程とを含む。前記シールドガスカーテンと前記シュラウドガスカーテンを構成することによって、結果として生じる前記溶接部の力学的な及び/又は表面の特性を制御する。また、シールドガスを実質的に溶接位置の周辺近くに閉じ込めて集中させる方法、及び溶接操作においてシールドガスを実質的に再生して再利用する方法に関する。
(もっと読む)
61 - 80 / 123
[ Back to top ]