
Fターム[4E001DC02]の内容
Fターム[4E001DC02]に分類される特許
1 - 20 / 29
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
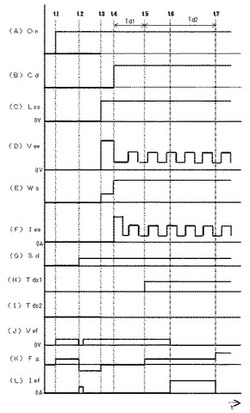
【解決手段】溶接ワイヤにアークを発生させると共に、溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、溶接ワイヤの送給Wsを開始(時刻t3)すると共に、溶接ワイヤにアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、フィラーワイヤが溶融池に接触(時刻t6)すると予め定めたフィラーワイヤ溶接電流Iwfを通電し、フィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でフィラーワイヤ溶接電流Iwfの通電を停止する。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
2ワイヤ溶接のクレータ制御方法

【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを維持したままで、フィラーワイヤに電流Iwfを通電してクレータ処理を行う。これにより、溶接ワイヤと母材との間にクレータ期間用のアークを発生させると共に、電流Iwfの通電によって予熱されたフィラーワイヤを溶融池に接触して送給してクレータ処理を行う。このために、溶融池が効率よく冷却され、かつ、フィラーワイヤが完全に溶融するので、健全なビードを形成することができる。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
2電極溶接法
【課題】2電極溶極式による高溶着速度化、アーク干渉軽減による総スパッタ量の抑制、使い勝手の改善、確実なワイヤ溶融、高靭性な溶接金属の生成、低入熱かつ高溶着等の事項を全てかなえる革新的な溶接法を提供する。
【解決手段】
2電極溶極法において、先行極はガスシールドアーク溶接を行なうものであり、後行極は通電フィラーであり、後行極ワイヤ4bは、通電機能が無く溶融池Mへの挿入位置を決める機能のみを有するガイドリード7あるいはガイドチップ8から突き出され、かつ、通電は通電チップ6bからなされ、通電チップ6bと被溶接面上との距離DLが100mm以上1500mm以下、極間距離DEが10mm以下、先行極の電流が250A以上、後行極の電流が、10A以上、かつ先行極の電流に対して50%以下、後行極ワイヤ4bの送給速度が先行極ワイヤ4aの送給速度の20%以上50%以下であることを特徴とする。
(もっと読む)
ホットワイヤ溶接の加熱制御方法および装置
【課題】ワイヤ加熱部一定長さの温度分布を一定にすることで、ワイヤ加熱部全体の加熱状態も一定に制御することができるようにしたホットワイヤ溶接の加熱制御方法及び装置を提供すること。
【解決手段】母材3とワイヤに電流を供給するワイヤ電流給電部との間の添加ワイヤ6との間に電流を通電し、ワイヤ6を抵抗加熱しながら溶接を行うホットワイヤ溶接方法において、予め目標とするワイヤ加熱部の一定長さの目標抵抗値を設定しておき、ワイヤ電流給電部9と母材3側のワイヤ先端部を残してワイヤ6を被覆するセラミックノズル11よりなるホットワイヤトーチ15を用いて、ワイヤ加熱部の長さの中間部Mに位置するセラミックノズル11に設けられた切り窓11aから内部の添加ワイヤ6に接触する電圧測定端子19によりワイヤ加熱部の一定長さの抵抗値を測定し、その値が前記目標抵抗値になるようにワイヤの加熱電力を制御する。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザ溶接とワイヤを送給して行うアーク溶接とを同時に行いながら溶接位置にフィラーを供給するレーザ溶接方法において、溶接中に外乱があっても良好な溶接ビードを得るレーザ溶接方法とレーザ溶接装置を提供する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、電圧検出手段24と、調整手段25と制御手段26とを備え、前記制御手段26は、フィラー7に加熱電流を流してそれを加熱する際、前記フィラー7と溶融池6との接触不良の前兆が検出されると、前記フィラー7と前記溶融池6とが接触するよう前記フィラー7の送給速度または前記フィラー7の先端位置を調整しながら溶接を行うことによって溶接中に外乱があっても前記フィラー7と前記溶融池6との接触を確保することができ良好な溶接ビードを得ることができる。
(もっと読む)
ホットワイヤ溶接方法
【課題】ホットワイヤ溶接における送給ワイヤの母材衝突による負影響を機器的手法を導入して回避又は緩和し溶接状態を安定化維持する。
【解決手段】本発明方法を実施するためのホットワイヤ溶接装置Xが、溶接トーチ1とワイヤトーチ2との連結部3に、弾性的なスライド機構Sを付設して該ワイヤトーチ2を可動保持している。弾性的なスライド機構Sは、コイルばねその他の付勢手段〔図示省略〕を有しており、加熱不足ワイヤ(W)の母材衝突による反力又は衝撃負荷を吸収して反動的に母材Mから遠ざかる後退動作と、除荷後の定位置へ戻る弾性復帰動作をおこなうものとしている。これにより、硬い加熱不足ワイヤ(W)が溶融プールPに突入して母材衝突した際にワイヤトーチ2を応動させ、適正溶融状態を確保するようにしている。
(もっと読む)
ガスシールドアーク溶接方法および溶接装置
【課題】先行電極と後行電極を用いて、大脚長の溶接ビードを良好かつ効率良く形成することができるガスシールドアーク溶接方法および溶接装置を提供することを課題とする。
【解決手段】先行電極11による第一溶融プール15と後行電極21による第二溶融プール25とを形成する溶接方法であって、両電極11,21の電極間距離を50〜150mmに設定し、第一溶融プール15にフィラーワイヤ31を挿入して溶接する。
また、溶接装置であって、先行電極11と後行電極21との間に配置されたフィラーワイヤ31を備え、先行電極11と後行電極21とは、先行電極による第一溶融プール15と後行電極21による第二溶融プール25とが離れるように電極間距離が設定され、フィラーワイヤ31は、第一溶融プール15に挿入されるように、先行電極11に対して所定の距離を空けて配置されている。
(もっと読む)
多電極ガスシールドアーク自動溶接装置
【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
プラズマ溶接装置
【課題】 複数ノズルのプラズマトーチを用いてホットワイヤ方式で高能率の肉盛溶接を行い、スパッタは低減する。
【解決手段】 中央孔5と平行に又はある傾斜角をもって同一円周上に等角度ピッチで分布する複数の電極配置空間1a,1bおよび複数のノズル4a,4bを有するインサートチップ1と、中央孔5にワイヤ15を案内するワイヤガイド13,6と、各電極配置空間1a,1bに先端部を挿入した電極2a,2bと、インサートチップ1を冷却するための冷却水流路9wと、各電極配置空間1a,1bにパイロットガスを供給するためのパイロットガス流路9pと、を備えるプラズマトーチ;電極2a,2bと溶接対象材16の間に、電極側が負で溶接対象材側が正のプラズマアーク電流を流す溶接電源17,18;および、ワイヤ15と溶接対象材16との間に、ワイヤ側が正で溶接対象材側が負の電流を流すホットワイヤ電源21;を備えるプラズマ溶接装置。
(もっと読む)
レーザ溶接方法とレーザ溶接装置
【課題】被溶接物の溶接位置にレーザを照射しながらワイヤを送給してアーク溶接を同時に行う際、前記溶接位置にフィラーを送給し、前記フィラーを加熱しながら溶接を行うレーザ溶接方法とレーザ溶接装置に関する。
【解決手段】レーザ発生手段9と、アーク発生手段13と、加熱手段20と、ワイヤ送給手段17と、フィラー送給手段18と、制御手段23とを備え、前記制御手段23は、被溶接物1の溶接位置にレーザビーム2を照射しながらワイヤ3を送給してアーク溶接を同時に行う際、前記溶接位置にフィラー7を供給して前記フィラー7と前記被溶接物1または溶融池6とを接触させ、前記フィラー7に電流を流すことによって前記フィラー7を加熱しながら溶接を行うことにより溶着速度を上げることができる。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法および消耗電極式ガスシールドアーク溶接システム
【課題】安価な炭酸ガスをシールドガスとして用いた場合であってもスパッタ量を低減でき、多層盛り溶接等においても高溶着量を得ることができる消耗電極式ガスシールドアーク溶接方法および消耗電極式ガスシールドアーク溶接システムを提供する。
【解決手段】シールドガスGとして炭酸ガスを用い、1周期あたりパルスピーク電流レベルおよび/またはパルス幅の異なる2種類のパルス波形を交互に出力し、1周期あたり1溶滴を移行させるパルスアークを先行極アークとして用いて溶融池Mを形成し、通電加熱されたフィラーワイヤ6bを後行極として溶融池Mに挿入し、通電加熱距離Exを200〜500×10−3[m]とし、先行極ベース電流値が後行極フィラー電流値よりも大きくなるように設定する。
(もっと読む)
ハイブリッドプラズマ溶接方法,ハイブリッドプラズマトーチおよびハイブリッド溶接装置
【課題】 比較的に低パワーのレーザ投射によっても、表面が滑らかな溶接ビードが得られる高速溶接を可能にする。
【解決手段】 トーチ先端側でトーチ中心軸CLに近づくように傾斜して該トーチ中心軸に関して溶接方向yの上流側と下流側に配置した複数のプラズマ放電電極8a,8bのそれぞれと溶接対象材12との間のプラズマアークで溶接対象材をプラズマアーク溶接するとともに、中心軸CLを中心としトーチ先端に向けて収束するレーザビーム13を、溶接方向で上流側のプラズマ放電電極8bのプラズマアークによる溶融プールに投射して裏方向への溶込みを深くし、該レーザビーム投射による溶接部の表方向の盛上りを、下流側のプラズマ放電電極8aによるプラズマアーク溶接で平滑化する。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 プラズマトーチのプラズマの安定性を高くするインサートチップを提供。プラズマの安定性が高いプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 通し穴である中央孔5と、該中央孔5と平行に又はある傾斜角をもって該中央孔の中心軸を中心とする円周上に等角度ピッチで分布する複数の電極配置空間1a,1bと、各電極配置空間に連通し、前記中心軸を中心とする円周上に等角度ピッチで分布する複数のノズル4a,4bと、を備えるインサートチップ1。該インサートチップを用いる各種プラズマトーチおよびプラズマ加工装置。インサートチップは更に、中央口に連続して加工対象材に対向する先端面に開き中央口よりも大径の拡大口1d、を備え、ノズルは、前記先端面よりも内側で拡大口に開いている。
(もっと読む)
TIG溶接装置
【課題】アークの発生方向にタングステン電極が振動することにり、アーク圧が制御できて高溶着、高速溶接可能な安定したTIG溶接装置である。
【解決手段】ホットワイヤTIGアーク溶接において、タングステン電極(1)の先端を、10Hz以上の周波数でアーク発生方向に振動させて溶接することを特徴とし、また、タングステン電極(2)を先端に取り付けたトーチボディー(1)の外側をブッシュ(3)で支えたトーチボディー(1)全体をアーク発生方向に振動させて溶接するものであり、トーチボディー(1)をカム軸(6)と連結させ、モータ(7)でカム軸(6)を回転させることにより、10Hz以上の周波数でアーク発生方向に、タングステン電極(2)を振動させることを特徴とするTIG溶接装置である。
(もっと読む)
高速溶接装置及びその溶接方法
【課題】この発明は、溶接の進行方向により、ホットワイヤを後方挿入して、母材の溶融プールにホットワイヤを安定して供給出来る、安価で高速溶接が可能な、高速溶接装置及びその溶接方法を開発・提供する事にある。
【解決手段】ワイヤを加熱するワイヤトーチの供給部から母材間の任意位置のワイヤ温度を温度センサ等の検出装置で測定して、溶融プールに入るワイヤ温度を一定に保持するようにワイヤ過熱電流を制御するものである。
(もっと読む)
溶接継手部の保全装置及び保全方法
【課題】圧力容器に設けられる複数のノズルの溶接継手部を短期間で保全できる溶接継手部の保全装置及び保全方法を提供する。
【解決手段】原子炉の圧力容器1に複数設けられたノズル3と配管4との間に形成される溶接継手部5の内面に肉盛溶接をする溶接継手部5の保全装置6において、圧力容器1の上方に圧力容器1の中心軸回りに回転可能な構造体7を配置し、構造体7に圧力容器1内に上下に離間して配置される一対の基部9、10を吊設し、これら基部9、10に、ノズル3内に挿入されると共に溶接継手部5の内面に開先加工し、かつ、肉盛溶接するノズルプラグ装置13、14をレール部材11、12を介して径方向に移動可能に、かつ、基部9、10間に位置するように設けると共に、一方のノズルプラグ装置13が圧力容器1の中心部にあるとき他方のノズルプラグ装置14を圧力容器1の外周部に退避させるように他方のレール部材12が一方のノズルプラグ装置13の移動方向と交差する方向に移動可能に設けられたものである。
(もっと読む)
フラックス入りワイヤを用いた高強度鋼のTIG溶接方法
【課題】 溶接金属内の成分むら起因の溶接金属の引張強さ、靭性の低下問題を有利に解決できる、フラックス入りワイヤを用いた高強度鋼のTIG溶接方法を提供する。
【解決手段】 鋼製外皮の断面厚さが0.30〜1.0mmであり、ワイヤ全質量に対する質量%で、C:0.04〜0.4%、Si:0.2〜2.0%、Mn:0.3〜2.0%、Al:0.002〜0.05%を含み、Ni:0.1〜12%、Cr:0.01〜4.0%、Mo:0.1〜4.0%、W:0.1〜4.0%、Cu:0.01〜1.5%のうちの1種または2種以上を含有し、残部鉄及び不可避的不純物からなり、炭素当量が0.40〜1.5%を満たすとともに、ワイヤ全体の炭素当量と鋼製外皮の炭素当量との差が0.10%以上を満たすフラックス入りワイヤを用いて、溶接ワイヤ1g当りの溶接入熱量が1.70〜4.0kJ/cm・gの範囲で、TIG溶接することを特徴とする。
(もっと読む)
1 - 20 / 29
[ Back to top ]