
Fターム[4E001DC03]の内容
Fターム[4E001DC03]に分類される特許
1 - 16 / 16
プラズマ溶接方法,プラズマトーチ組体およびプラズマ溶接装置

【課題】 アーク安定性の向上。溶接作業性の向上。ホットワイヤ送給においても、アーク安定性の向上。
【解決手段】
複数のプラズマトーチ(1a,1b)からプラズマアークを、溶接対象材(5)の溶接線に垂直な垂直線に関して対称にかつ該垂直線に対して傾斜して前記溶接線の同一位置に当てて全プラズマアークに共通に作用する磁気ピンチ力によって前記同一位置にプラズマアークを集中させるとともに、前記複数のプラズマトーチの各インサートチップ(1ac,1bc)の外周まわりからシールドガスを前記溶接対象材(5)に向けて噴出するプラズマ溶接。プラズマアーク間に、溶接ワイヤ又は肉盛り粉体を垂直降下で送給。複数のプラズマトーチ(1a,1b)を1つのシールドカバー(4)に装着して1つのプラズマトーチ組体として、上記プラズマ溶接に用いる。
(もっと読む)
鋼管矢板用ガスシールドアーク溶接装置

【課題】鋼管矢板の本管と連結継手とのガスシールドアーク溶接装置において、トーチ周りのスペースが狭くても健全な溶接部が得られると共に本管長手方向に変形が生じない鋼管矢板を高能率に溶接することができる鋼管矢板用ガスシールドアーク溶接装置を提供する。
【解決手段】鋼管矢板の本管と連結継手とを溶接するガスシールドアーク溶接装置であって、複数の走行台車のそれぞれに設置した1対の2電極溶接トーチを備え、先行電極の前方および後行電極の後方に、シールドガスの噴出し口が扁平形状のシールドガスノズルを有することを特徴とする鋼管矢板用ガスシールドアーク溶接装置。
(もっと読む)
高硬度オーバーレイの製造のための原料粉末
金属合金オーバーレイを適用する方法であって、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。 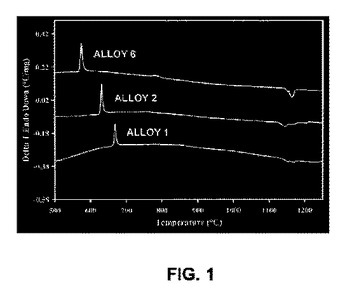 (もっと読む)
(もっと読む)
チタン体を製造する方法および装置
本発明は、固体自由形状製造によって物体、特にチタンまたはチタン合金からなる物体を製造する方法および反応器に関する。固体自由形状製造による溶接可能材料の物体の製造の反応器は、周囲雰囲気に対して閉鎖されている反応器チャンバを備え、反応器には、反応器チャンバを形成する隣接するすべての壁要素が鈍角(90°を上回る)で接合されるように構成され、反応器チャンバの下方に位置するアクチュエータには、アクチュエータが、反応器チャンバ内部に支持基材を保持して、反応器チャンバの底部の開口部を通して反応器チャンバ内に突出するように構成され、開口部が、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器チャンバの外部に位置するアクチュエータには、アクチュエータが、反応器チャンバの内部に溶接可能材料のワイヤ供給器を備えた高エネルギープラズマトランスファーアーク溶接トーチを保持して、反応器チャンバの側面の開口部を通して反応器チャンバ内に突出するように構成され、開口部は、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器には、反応器チャンバの最低位に位置する少なくとも1つの閉鎖可能ガス入口と反応器チャンバの最高位に位置する少なくとも1つの閉鎖可能ガス出口とが備えられる。 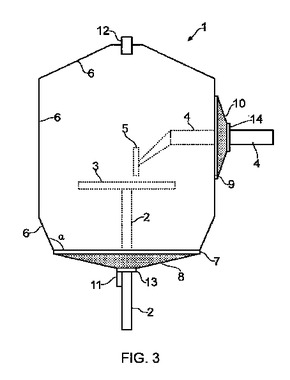 (もっと読む)
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
機械構造用部品及びその製造方法
【課題】簡易な方法で効果的に高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品は、鉄鋼材料よりなる基材2と、基材2の表面20に肉盛溶接用原料を供給して溶接することにより形成してなる1層又は複数層の肉盛溶接層31を備えた肉盛溶接部3とを有してなり、肉盛溶接層31は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなると共に、基材2よりもヤング率が高い。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
高Mo/Nb肉盛層の形成方法、高Mo/Nb肉盛層
【課題】単体Moや単体Nbを母材に効率よく溶接する方法と、それにより得られる高Mo又は高Nb肉盛層を提供する。
【解決手段】母材4の溶接ポイントを所定温度に予熱しておき、溶接ポイントの周囲を不活性ガス3aの雰囲気とした状態で、溶接材5として単体Mo又は単体Nbの少なくとも何れか一方をプラズマアーク溶接することにより、母材4に単体Moや単体Nbの溶接材5、又は母材4と溶接材5とによる金属間化合物、の少なくとも何れか一方を含有する肉盛層6を形成する。
(もっと読む)
開先内の充填材散布装置
【課題】被溶接板の板厚が異なること等によって開先形状が変化する場合に、充填材の散布量を任意に調節することができ、薄板から厚板までの種々の形状の開先に充填材を散布することができる開先内の充填材散布装置を提供する。
【解決手段】充填材を散布する開口21aが扁平形状の散布ノズル21を、支持部22がその開口21aに垂直の軸の回りに回転可能に支持する。そして、開先4の大きさに合わせて、散布ノズル21の開口21aの向きを、その扁平の長手方向が、溶接線方向から開先幅方向までの範囲になるように調節する。即ち、開先形状が小さい場合は扁平の長手方向を溶接線方向にし、開先形状が大きい場合は扁平の長手方向を開先幅方向にし、その中間の場合は、扁平の長手方向を溶接線に対して90°未満の角度で傾斜した方向とする。
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
多電極片面サブマージアーク溶接方法
【課題】広範囲な継手板厚に対し、良好なビード形状と健全で良好な継手性能を有する溶接継手を得ることができる多電極片面サブマージアーク溶接方法を提供する。
【解決手段】被溶接材の突き合わせ部の開先形状をV形状とし、その開先角度は30乃至60度とする。開先断面積に対する開先内充填材の充填率は2%以上25%未満である。そして、開先断面積に対する開先内充填材の充填率が2%以上15%以下の場合、第1電極の電流は950乃至1570A、開先断面積に対する開先内充填材の充填率が15%を超え20%以下の場合、第1電極の電流は1000乃至1580A、開先断面積に対する開先内充填材の充填率が20%を超え25%未満の場合、第1電極の電流は1050乃至1590Aである。また、この多電極片面サブマージアーク溶接は、フラックス銅バッキング又はフラックスバッキングを裏当材とする。
(もっと読む)
多層溶接方法および多層溶接装置
【課題】Laのような希土類元素を溶加材に添加して溶接割れを防止するようにした溶接方法において、多層溶接を行う場合下地となる材料と溶加材とが混合して各層毎にLa量が変化して、添加量の適正範囲から外れてしまい、延性低下割れや凝固割れなどの溶接割れを引き起し、これを防ぐことが望まれている。
【解決手段】希土類元素Laを添加した溶加材を用いて多層溶接を行う多層溶接方法において、各層を16、17、18溶接施工する際に、各層毎に希土類元素添加量が異なる溶加材11、12を用いることにより各層16、17、18における溶加材の希土類元素添加量が適正範囲内に保つようにする。
(もっと読む)
裏当て支持装置およびアーク溶接装置
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
(もっと読む)
多電極片面サブマージアーク溶接方法
【課題】 3電極または4電極の電極を用いて鋼板の全体を1ランで溶接する片面サブマージアーク溶接において、高能率に健全な溶接金属を得る溶接方法を提供する。
【解決手段】 フラックスを裏当てに使用し、3電極または4電極の電極を使用して行う片面サブマージアーク溶接方法において、被溶接材の開先角度を25〜60°のV形状の開先とし、該開先内に高さ8mm以下のシーリングビードを全線に施して溶接する。また、開先内に鋼粒または鉄粉をシーリングビード高さに加算して被溶接材板厚の1/5から被溶接材表面の高さまで充填して溶接するのが好ましい。
(もっと読む)
溶加材の製造方法
【課題】 母管の内面又は外面に難加工材料からなる表面層が形成された二重管の溶接に適した溶加材を安価に製造するための方法を提供すること。
【解決手段】 本発明に係る溶加材の製造方法の1番目は、筒状基材10の外面に、プラズマ粉末溶接法を用いて溶着層12を形成する溶接工程と、基材10を除去し、筒状の溶着層12を分離する分離工程と、溶着層12からリング状の溶加材14を切り出す加工工程とを備えている。また、本発明に係る溶加材の製造方法の2番目は、基材30の表面に凹溝30aを形成し、凹溝30aにプラズマ粉末溶接法を用いて溶着層32を形成する溶接工程と、基材30から棒状の溶着層32を分離する分離工程とを備えている。
(もっと読む)
被覆鋼板の重ね溶融溶接方法
【課題】面倒かつ困難な隙間管理をすることなく、溶接時に被覆鋼板間の被覆材料がガス化することに起因するブローホール等の溶接欠陥を抑制する。
【解決手段】Znめっき鋼板1の重ね溶融溶接方法において、低融点溶加材としてのCu系溶加材4を溶融池7中に混入させる。これにより、溶融池7内の外周域であって両鋼板1、1間のZnめっき層2、2に接する部位における温度をZnの沸点以下とする。この溶融池7の最外周に接するZnめっき層のZnは溶融するのみで沸騰することがない。このため、両鋼板1、1間のZnめっき層2がガス化して発生するガス量を低減させて、溶融池7内に侵入するガス量を低減させることができる。また、溶融池7が素早く凝固して形成された溶接部6が溶融池7内のZn蒸気の行く手を阻むため、Zn蒸気が溶融池7内に滞留することなく溶融池7を素早く抜け出る。
(もっと読む)
1 - 16 / 16
[ Back to top ]