
Fターム[4E001DC04]の内容
Fターム[4E001DC04]に分類される特許
1 - 12 / 12
接合体、接合体の製造方法および電池パック
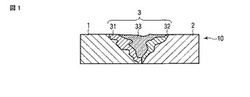
【課題】接合強度に優れ、信頼性の高い接合体、接合体の製造方法及び電池パックを提供すること。
【解決手段】実施形態に係る接合体10は、第1金属部材1と、第2金属部材2と、接合部3とを含む。第1金属部材1は、Alを含み、Cuの含有量が5.7重量%未満である。第2金属部材2は、Cuを含み、Alの含有量が9.4重量%未満である。接合部3は、第1金属部材1と第2金属部材2とを接合する。また、接合部3は、Si、Ni、Mn、Co、Zn、Ge、Au、AgおよびPdからなる群より選択される少なくとも1種の元素を含む。
(もっと読む)
溶接構造

【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
アルミ線用端子装置およびその製造方法
【課題】アルミ線と、銅またはステンレスなどの異種材料製の端子とを溶接接合する。
【解決手段】アルミニウム製またはアルミニウム合金製のアルミ線2と、銅またはステンレスなどの異種材料製の端子部材3とをTIG溶接によって接合する。端子部材3は、アルミ線2を収容する筒状部分3aを有する。筒状部分3aは、溶接時に溶融金属を溜める保持プールを形成するための側壁を提供する。溶融した金属は、保持プールに数秒にわたって保持される。この結果、端子部材3の材料は、少なくとも部分的に侵食溶解する。この結果、溶接金属4には、アルミ線2の材料と、端子部材3の材料とが含まれる。さらに溶接時には、溶接金属4の脆性を改善するための、銀またはシリコン等の添加金属が添加される。
(もっと読む)
鋼管の溶接方法
【課題】大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにする。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
(もっと読む)
異種金属の接合方法並びに関連装置
【課題】
異なる材料からなる第1の物品と第2の物品を接合する方法が開示されている。
【解決手段】
本方法では、第1の物品と第2の物品の間に配置された二元合金部材を使用する。二元合金部材は第1の材料、この第1の材料とは異なる第2の材料及び第1の材料と第2の材料の間の鍛錬領域からなる。本方法ではさらに、第1の物品の材料の局所領域と第1の材料とを一緒に溶融させて、第1の材料と第2の材料との相互混合が実質的に存在しない第1の溶接継手を生じさせ、第2の物品の材料の局所領域と第2の材料とを一緒に溶融させて、第2の材料と第1の材料との相互混合が実質的に存在しない第2の溶接継手を生じさせ、もって第1の物品と第2の物品を接合せしめる。
(もっと読む)
異種材料溶接のための構成および方法
異種材料の中間位置にアダプタを使用する、異種材料を溶接するための装置および方法が考察される。最も好ましいアダプタは、一体に溶接される異種材料と同一または類似の2つの異種材料から摩擦攪拌溶接により製造される。したがって、現場におけるアダプタを介する異種材料の結合は、現在採用できる従来の溶接方法に比べて大幅に簡略化される。 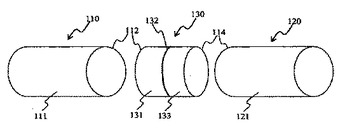 (もっと読む)
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
多層盛溶接方法及びその多層盛溶接構造物
【課題】
厚板の開先継手に必要な開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を良好に施工すると共に、溶接終了後の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に改善する又は大幅低減する。
【解決手段】
管部材又は平板部材を相互に突き合せた開先継手に、材質の異なる2種類のワイヤで積層溶接するステンレス鋼の多層盛溶接方法において、初層溶接又は仮付け溶接後の初層溶接で前記開先底部の裏面側に裏ビードを形成させる初層裏波溶接工程(初層裏ビード形成工程)と、開先裏面からの累計積層ビード高さが第1の特定範囲に到達するまで、開先継手の材質と同質系のオーステナイト系ワイヤで積層溶接する第1の積層溶接工程と、開先内の残りの溶接部分から開先上面部の最終層まで、マルテンサイト系ワイヤで積層溶接する第2の積層溶接工程とを有する。
(もっと読む)
狭開先継手の多層盛溶接方法
【課題】
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
1 - 12 / 12
[ Back to top ]