
Fターム[4E001DC05]の内容
Fターム[4E001DC05]の下位に属するFターム
Fターム[4E001DC05]に分類される特許
1 - 20 / 39
半自動アーク溶接法
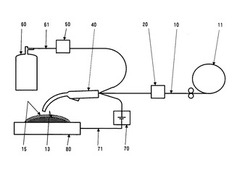
【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
(もっと読む)
耐焼戻し脆化特性に優れた溶接金属
【課題】入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を提供する。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
(もっと読む)
異材接合方法

【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
オーステナイト系ステンレス鋼の溶接施工方法
【課題】 オーステナイト系ステンレス鋼の裏波溶接に際し、Si含有量が多い溶加棒を使用することにより、バックシールドガスを使用することなく、優れた裏波性能を有する溶接部を施工し得る溶接施工方法を提供する。
【解決手段】 重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用するか、重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用し、重量%で、60%以上のSiを含むフラックスを溶剤と混合して開先面に塗布するティグ溶接施工方法を提供する。
(もっと読む)
CTOD特性に優れた高強度溶接金属
【課題】サブマージアーク溶接によって得られる溶接金属であって、CTOD特性に優れた高強度溶接金属を得ることを目的とする。
【解決手段】サブマージアーク溶接によって得られる溶接金属であって、質量%で、C:0.02〜0.12%、Si:0.1〜0.70%、Mn:1.0〜2.0%、Cu:0.1〜2.5%および/またはNi:0.5〜3.5%、Cr:1.0%以下(0%を含まない)および/またはMo:0.5〜1.5%、Ca:0.005%以下(0%を含む)、Ti:0.0050%以下(0%を含む)、Al:0.005〜0.050%、O:0.010〜0.050%を含有するとともに、下記(1)式を満足し、Al含有酸化物の面積率が0.5%以上、2.0%以下である高強度溶接金属である。
0.45≦[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]/5)≦0.75 ・・・(1)
(もっと読む)
サブマージアーク溶接装置
【課題】立向きサブマージアーク溶接において、フラックスの漏れを確実に防止し、溶接作業効率を向上させることのできるサブマージアーク溶接装置を提供すること。
【解決手段】立向きのサブマージアーク溶接において、溶接箇所周辺を布部材(30)により覆い、当該布部材の側部(66)を押圧プレート(52)により押圧するとともに、下部(68)を、軸部材36に複数配列され各押圧プレート52により押圧して、フラックス受け領域を形成する。
(もっと読む)
溶接用フラックスと溶接方法
【課題】液体フラックスや気化フラックスで溶接部の空気を遮断して溶融部の表面を空気酸化から保護するだけでなく、フラックスの成分が溶接熱で溶融部と反応して溶融部表面を保護するとともに流動性を向上させて秀麗な溶接部を得る。
【解決手段】液体フラックスを溶接面に塗布したり、液体フラックスを気化装置にて気化させて複合シールドガスガスを生成して溶接部に吹き付けたりすることで溶接面を空気から遮断し溶融部の酸化を防止し、強度が高く秀麗な溶接部を得る。
(もっと読む)
Zn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックス
【課題】フッ化アルミン酸を必須成分として含み、チキソトロピー性を有し、Zn−Al−Mg合金めっき鋼板の溶融溶接部への塗布性にすぐれ、塗布に際して、液垂れを起こさず、しかも、鋼板への接着性にすぐれ、更に、塗膜の乾燥性が適度である、Zn−Al−Mg合金めっき鋼板溶融溶接用のペースト状フラックスであって、溶融溶接部に塗布することによって、溶接時の溶融金属脆化割れを防止することができるフラックスを提供する。
【解決手段】本発明によれば、有機溶媒、樹脂、フッ化アルミン酸カリウム及びジベンジリデンソルビトール、トリベンジリデンソルビトール及びこれらの誘導体よりなる群から選ばれる少なくとも1種のベンジリデンソルビトール系ゲル化剤を含有することを特徴とするZn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックスが提供される。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
溶接装置と溶接方法
【課題】活性フラックスを使用することによって深い溶込みを得る溶接装置または溶接方法において、被溶接物の溶融池に活性フラックスをフラックス供給手段より供給しながら溶接を行う溶接装置と溶接方法に関する。
【解決手段】活性フラックス11と、前記活性フラックス11を供給するフラックス供給手段7と、レーザ光5を発生し、被溶接物6の溶接位置に照射するレーザ装置1と、前記フラックス供給手段7と前記レーザ装置1とを制御する制御手段12とを備え、前記フラックス供給手段7は、前記活性フラックス11を前記被溶接物6の溶融池に供給しながら溶接を行う溶接装置。
(もっと読む)
アーク溶接方法およびアーク溶接のための装置
本発明は電気アーク溶接方法に関し、溶接棒アセンブリ100が、可溶性を有して連続し、ワーク10に電気アークを介して溶融池12を生じさせる、少なくとも二つの溶接棒110,112,114,118を具備し、少なくとも二つの溶接棒110,112,114,116,118は、溶接方向30に関して連続した順番に、そして互いに横に引き離されて配置され、溶接棒アセンブリ100のそれぞれの溶接棒110,112,114,116,118の少なくとも一つの安定性パラメータStab_parを監視し、溶接棒アセンブリ100の一つの溶接棒116が安定性基準Critを違反していないか確認し、一つの溶接棒116の安定性基準Critの違反が検知されたときに、安定性基準Critに違反した一つの溶接棒116を、一つ以上の隣り合う溶接棒110,112,114,118から少なくとも一時的に引き離すステップが行われる。 (もっと読む)
溶接制御
溶接装置(100)は、2つのワークピース(P1,P2)が互いに機械的に連結されるようにワークピース(P1,P2)間に溶接材料を適用する。溶接装置(100)は、溶接頭部(110)および主要な要素(120)を備える。溶接頭部(110)は、ワークピース(P1,P2)間の動作方向に沿って、移動中に溶接行為を行う。2つの補助センサ部材(SR,SL)は、動作方向(OD)に対して、溶接頭部(110)の上流にある主要な要素(120)に配置される。センサ部材(SR,SL)は、溶接材料が適用される、ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録する。各センサ部材(SR,SL)は、2つのワークピース(P1,P2)のそれぞれの壁(W1,W2)と接触を維持しつつ、一方で主要な要素(120)と隣接する壁との間にある横方向の距離(dR,dL)の変化を受入れるように構成される。これは、動作方向(OD)に対して本質的に垂直に配向された少なくとも1つのピボット軸(P)を介して主要な要素(120)に旋回可能に取り付けられたセンサ部材(SR,SL)により達成される。 (もっと読む)
溶接装置用粉末処理装置
少なくとも1つの溶接電極(3)を溶接部(4)へ運ぶための溶接ヘッド(2)と、粉末を容器(6)から溶接部(4)へ運ぶための粉末運搬装置(5)とを備える、粉末溶接用溶接装置(1)を記載する。粉末運搬装置(5)は、少なくとも、第1端部においてフラックス剤を容器(6)から運ぶために容器(6)中に配置された開口部(9)を備える第1パイプ(8)を備える。粉末運搬装置(5)は、少なくとも、第1パイプ(8)の第2端部に接続されており、加圧ガスを用いて第1パイプ(8)を通して粉末を容器(6)から運ぶように配置された第1エジェクター(7)を備える。 (もっと読む)
片面サブマージアーク溶接用裏当てフラックス及びこれを用いた片面サブマージアーク溶接方法
【課題】裏当てフラックスと被溶接鋼板の開先裏面との良好な密着性を確保することにより、形状、外観が安定し、健全な裏ビードを得ることができる片面サブマージアーク溶接用裏当てフラックス、及びこれを用いた片面サブマージアーク溶接方法を提供すること。
【解決手段】裏当てとして銅板とともに使用され、銅板上に一定厚さで散布された状態で該銅板とともに被溶接鋼板の開先裏面に押し当てられ、開先表面側から裏ビードを形成しながら溶接を行う片面サブマージアーク溶接法に用いられる片面サブマージアーク溶接用裏当てフラックスにおいて、粉化率が、3.0〜10.0%であることを特徴とする片面サブマージアーク溶接用裏当てフラックスである。また、当該裏当てフラックスを用いた片面サブマージアーク溶接方法である。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
フラックス組成物
【課題】Mg除去効果を有するフラックスを含み、保存安定性に優れ、かつ鋼板等に容易に塗布できる溶融溶接用フラックス組成物を提供する。
【解決手段】本発明のフラックス組成物は、(A)Mg成分を除去しうる作用を有するフラックスと、(B)水溶性有機樹脂と、(C)増粘剤と、(D)水とを含む。ここで、前記(B)水溶性有機樹脂の含有量は、組成物中、0.01〜20質量%であり、前記(A)フラックスの含有量は、組成物中、1質量%であり、(C)増粘剤の含有量は、「(B)水溶性有機樹脂+(D)水」との合計量に対して、0.1〜1.5質量%であることが好ましい。
(もっと読む)
横向サブマージアーク溶接方法および装置
【課題】開先部の裏側の劣化を防止して、良好な裏波ビードを得ることができる横向サブマージアーク溶接方法および装置を提供する。
【解決手段】板材77同士を上下に突き合わせると共に、それら板材77の少なくとも一方の面に開先部62を形成し、その開先部62をフラックスで覆いながら横向き溶接して、上記板材77同士を接合する横向サブマージアーク溶接方法において、溶接すべき上記開先部62の裏側に位置する開先裏面部63に、裏側フラックスBFを散布して該開先裏面部63を予め裏側フラックスBFで覆い、上記開先部61をアーク溶接するときに、そのアークによる熱を上記裏側フラックスBFに付与して開先裏面溶接部63の劣化を防止しつつ、上記開先部61を溶接するものである
(もっと読む)
低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法
【課題】Moの含有量を制限しても、HAZの低温靭性を確保することができ、安価で、低温靱性に優れた高強度ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管であって、この母材鋼板は、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、S:0.0001〜0.0050%、Ti:0.003〜0.030%を含み、Al:0.020%以下、Mo:0.10%未満に制限し、成分の含有量[質量%]から求められる炭素当量Ceqを0.30〜0.53、割れ感受性指数Pcmを0.10〜0.20とし、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと残部ベイナイトからなり、有効結晶粒径が20μm以下であり、溶接熱影響部の有効結晶粒径が150μm以下であることを特徴とする低温靱性に優れた高強度ラインパイプ用溶接鋼管。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
溶接方法
【課題】ブローホールあるいは溶け不足のない、溶け込みの深い健全な溶融接合部を得ることのできる溶接技術を提供する。
【解決手段】2枚の鋼板の端面同士を突き合わせてI型継手部を形成する工程(1)と、前記I型継手部に形成されたギャップGのうち前記鋼板の表面側に形成されたギャップを封止する封止部17aを、該ギャップに隣接する鋼板の表面をアークにより溶融して形成する工程(2)と、前記形成された封止部を含む前記鋼板の表面に溶け込み促進剤4aを塗布する工程(3)と、促進剤が塗布された前記鋼板の表面をアークにより溶融して溶け込ませて、前記I型継手部を表面側から溶融接合する工程(4)と、 裏面側に形成された突き合わせ部に溶け込み促進剤を塗布する工程(5)と、裏面をアークにより溶融して、少なくとも前記表面側から形成された溶融接合部に達するまで溶け込ませて、前記I型継手部を裏面側から溶融接合する工程(6)を含む。
(もっと読む)
1 - 20 / 39
[ Back to top ]