
Fターム[4E001DD01]の内容
Fターム[4E001DD01]の下位に属するFターム
Fターム[4E001DD01]に分類される特許
21 - 40 / 75
シールドガス流量調節装置
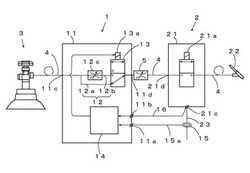
【課題】不活性ガスアーク溶接・溶断機においてアフターフローに流すシールドガスの無駄を確実に減じ、溶接機等を改造することなく、別体の付属品として現場において簡単に設置することができるシールドガス流量調節装置の提供を課題とする。
【解決手段】それぞれ異なる流量が流れる複数の切換用流路12と、切換用流路12を切り換える流路切換器13と、流路切換器13を制御する制御部14と、アークの点弧、消弧の状態を検出してその情報を制御部14に送る検出器15とを備えたシールドガス流量調節装置1であって、制御部14は、検出器15からの情報によりアークが点弧状態か消弧状態であるかを自動判定すると共に、アークが点弧状態から消弧状態になったことを判定すると、流路切換器13を介して切換用流路12を切り換え、点弧状態での流量よりも少ない一定流量のシールドガスをアフターフローとして流すように構成した。
(もっと読む)
中空電極及びそれを用いる非消耗電極式ガスシールドアーク溶接方法

【課題】従来のTIG溶接では困難であった高電流による深い溶け込みの溶接ビードが得られるようにする。
【解決手段】電極の内外に不活性ガスを主成分とするガスを流しながら、該電極先端からアーク放電を行って母材を溶接するTIG溶接に用いる中空電極16において、前記電極の先端部周囲に、中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に、径方向に連続する溝部16Bが、該先端部周囲の1箇所又は、対向する2箇所に形成されている。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアークとプラズマアークとを同時に発生させるプラズマミグ溶接方法において、ミグアークのアーク長制御をより精密に行なうこと。
【解決手段】ミグ溶接電圧Vwmの検出値を入力として基準電圧波形Vcを中心電圧値とする変動範囲±ΔVc内に制限してミグ溶接電圧制限値Vftを算出し、このミグ溶接電圧制限値Vftに基づいてパルス周期Tf又はピーク期間Tpを変化させてミグアークのアーク長制御を行う。上記変動範囲ΔVcを上記プラズマ溶接電流の値Iwprに応じて変化させる。これにより、プラズマ溶接電流の値が大きくなるのに伴いプラズマアークがミグアークを拘束する力が強くなるために、変動範囲ΔVcを大きくして、以上電圧の重畳は抑制し、かつ、アーク長の変動に伴う電圧変動を正確に検出することができるようにする。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
ガスシールドアーク溶接のアークスタート制御方法およびアーク溶接ロボットの制御装置
【課題】溶接開始部におけるガス流量を検出し、適正なガス流量であることと判断してからアークスタート処理を実行するガスシールドアーク溶接のアークスタート制御方法を提供する。
【解決手段】溶接電源に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過した後にアークスタート処理を開始するガスシールドアーク溶接のアークスタート制御方法において、シールドガス流量を検出するガス流量センサからの信号を入力としてガス流量を監視する(S1)。プリフロー時間が経過した時点でガス流量が所定範囲内であるか否かを判定する(S5)。ガス流量が所定範囲内であると判定した場合はアークスタート処理を開始する(S6)。所定範囲外であると判定した場合はガス流量が所定範囲内になるまで待機する(S7)。ガス流量の過不足による溶接不良の発生を防止することができる。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法
【課題】溶接施工時間を犠牲にすることなく、重ねすみ肉アーク溶接継手の疲労強度を向上させることのできる、薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法を提供する。
【解決手段】本発明の溶接継手は、重ねすみ肉アーク溶接による溶接金属とは異なる溶融、凝固組織が隣接し、その最大深さが下板厚の20〜50%であり、その溶接ビード幅方向の幅が下板表面で下板厚の30〜70%であることを特徴とし、本発明の製造方法は、溶接継手の下板となる鋼板の表面上に、重ねすみ肉溶接ビードの止端部が形成される個所を想定し、予め当該箇所に、レーザ、プラズマアーク、TIGアークのいずれかの高エネルギー照射手段により、溶融、凝固部を形成した後、重ねすみ肉アーク溶接することを特徴とする。
(もっと読む)
溶接装置
【課題】2本の金属線条物の端面同士を安全かつ短時間で容易に溶接することができる溶接装置を提供する。
【解決手段】2本の金属線条物21、22の端面同士を溶接する溶接装置を、金属線条物21、22が載置可能な断面半円状の溝16が一端から他端まで貫通する下型1と、その溝1と対向する位置に同一形状の溝17を形成した上型2とを備え、上型2の溝17の内面に溶接ワイヤ9と不活性ガスとを供給すると共に、その溶接ワイヤ9と下型1の溝16の内面との間に所定の電圧を印加することから構成する。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
円周曲面へのチューブ溶接方法
【課題】チューブの端部の円周表面への隅肉溶接に開先加工角度を必要とせず、裏波1パス溶接を可能とする溶接技術を提供すること。
【解決手段】溶接されるチューブの端部との接合部となる、ドラム等の円周表面部分を水平面状に加工する工程と、端部が直角面加工されたチューブを、ドラム等の水平加工された部分に突合わせ位置決め後、仮付け溶接する工程と、接合部表面に深溶け込み活性剤を塗布する工程と、接合部を自動TIG溶接によりワンパスで裏波溶接を行う工程と、からなる。
(もっと読む)
アーク溶接方法
【課題】高速なワイヤ送給を維持しながら1本のトーチで複数本トーチと同等以上の大電流、高溶着を実現し、なおかつワイヤ先端の高速回転を抑え、スパッタの発生を激減させて安定した溶接を行えるアーク溶接方法を提供する。
【解決手段】アルゴンガスを含む混合シールドガスを用い、溶接ワイヤ3とワーク7との間にアークを発生させてワーク7の溶接を行う消耗電極式のアーク溶接方法であって、板厚が8mm以上のワーク7に対し、溶接ワイヤ3に流れる電流密度を略300A/mm2以上として溶接を行う際に、最初溶接ワイヤ3がプラス極となる逆極性とし、その後、溶接ワイヤ3がマイナス極となる正極性とに少なくとも1回切り換えるようにした。
(もっと読む)
ヒューム管の処理方法
本願は、金属粒子を含む煙、特に溶接ヒュームを吸引するための吸引管(12)を備え、装置および運転に掛かる経費を僅かにして煙の確実な抑制を可能にする吸引装置(10)に関する。このため本発明によれば酸化装置(60)が設けられる。運転時に酸化装置(60)の傍を流れる粒子はエネルギ供給により加熱され酸化される。 (もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
電子部品の製造方法、アーク溶接装置、及びアーク溶接方法
【課題】1台のアーク溶接装置で導線の一端部を一の端子金具にアーク溶接すると同時に導線の他端部を他の端子金具にアーク溶接することができる電子部品の製造方法、アーク溶接装置、及びアーク溶接方法の提供。
【解決手段】アーク電流供給装置10はマイナス電極とグランド電極とを有し、マイナス電極には第1トーチ電極12Aが電気的に接続されている。グランド電極には第2トーチ電極17Aが電気的に接続されている。電子部品の製造方法では、第1トーチ電極12Aを巻線103の一端103Cに対向させると共に第2トーチ電極17Aを巻線103の他端103Dに対向させるトーチ対向工程を行う。次に、第1トーチ電極12Aから巻線103の一端103Cに対してアーク放電をすると同時に第2トーチ17の第2トーチ電極17Aから巻線103の他端103Dに対してアーク放電をする。
(もっと読む)
高品質の内側フィーチャおよび輪郭を切断するための方法および装置
プラズマアークトーチシステムを使用して複数の穴フィーチャを切断するための自動化された方法を、コンピュータ数値制御装置で実現することができる。自動化された方法は、a)穴フィーチャの直径に基づいたリードインコマンド速度を使用して穴フィーチャに関するリードイン(110)を切断するステップと、b)穴フィーチャに関する対応するリードインコマンド速度より速い周縁コマンド速度を使用して穴フィーチャに関する周縁(160)を切断するステップを含むことができる。自動化された方法は、同じ直径または異なる直径を有する追加の穴フィーチャごとに、ステップa)およびステップb)を繰り返すステップc)も含むことができる。 (もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
ガス混合装置
【課題】少なくとも二種類のガスを供給しつつ、良好な混合ガスを構成することができるガス混合装置を提供する。
【解決手段】ガス混合装置Aは、少なくとも二種類のガスが供給される供給口7aと、供給口7aに連続して設けられ供給された少なくとも二種類のガスを混合する螺旋状のガス混合部10と、ガス混合部10に連続して設けられ少なくとも二種類のガスが混合した混合ガスが一時滞留する滞留室11と、滞留室11に設けられ滞留した混合ガスが噴射する穴13と、穴13と対向して設けられ噴射した混合ガスが衝突する第2の筒体3と、第2の筒体3を含み混合ガスが通過する混合ガス通路14、15と、混合ガス通路14、15の末端に配置された混合ガス排出口5aと、を有して構成される。
(もっと読む)
溶接装置及び溶接方法
【課題】レーザの集光性を維持しつつレーザ照射ヘッドの耐久性を向上することができる溶接装置及び溶接方法を提供する。
【解決手段】T字型継手TWに沿って進行するレーザ照射ヘッド3を有し、レーザBが照射される出力面P1の法線がレーザ照射ヘッド3の進行方向と略直交するようにレーザ照射ヘッド3に配され、レーザ照射ヘッド3の進行方向の前方側から出力面P1に向かって空気を噴射するガス供給部5を備える。
(もっと読む)
プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置
【課題】バックシールド治具に不活性ガスを充満させて裏波ビードの酸化を防止し、裏波ビード形状を安定できるプラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置を提供する。
【解決手段】バックシールド治具9とワーク2の間に隙間を設けて、治具9内の余剰な不活性ガスと、トーチ54からのプラズマ流をスムーズに外部に排出することにより、開先部21での上下からのガスの衝突を防止でき、スムーズにプラズマが開先部21を通過できる。これにより良好なプラズマアーク形状を得ることができ、酸化を防止しながら安定した裏波ビードを形成できる。
(もっと読む)
21 - 40 / 75
[ Back to top ]