
Fターム[4E001DD01]の内容
Fターム[4E001DD01]の下位に属するFターム
Fターム[4E001DD01]に分類される特許
41 - 60 / 75
複合溶接方法と複合溶接装置
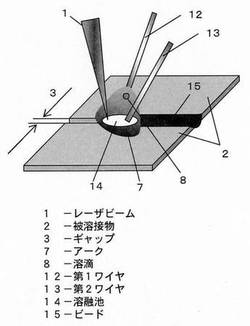
【課題】 被溶接物にレーザビームを照射しながら第1ワイヤを送給し前記被溶接物との間でアーク溶接を行う際、前記レーザビームと前記アーク溶接で形成した溶融池に少なくとも1本の第2ワイヤを供給する複合溶接方法と複合溶接装置に関する。
【解決手段】 被溶接物2の溶接位置にレーザビーム1を照射しながら前記溶接位置に第1ワイヤ12を送給して前記被溶接物2との間でアーク溶接を同時に行う複合溶接方法において、前記レーザビーム1と前記アーク溶接で形成した溶融池14に少なくとも1本の第2ワイヤ13を供給することによって、アーク電流を上げることなく、溶着量を上げることができる。
(もっと読む)
アーク溶接のガス制御方法

【課題】ティグ溶接において、本電流値及び溶接時間が変化してもアフターフロー期間を自動的に適正化することができるようにする。
【解決手段】溶接部2にシールドガス5を放流しながら少なくとも本電流Imrを含む溶接電流Iwを通電して溶接を行い、溶接終了に際して前記溶接電流Iwの通電を停止し、この通電停止後も予め定めたアフターフロ期間Tarだけ前記シールドガス5の放流を継続するアーク溶接のガス制御方法において、前記溶接電流Iwの積分値Siを算出し、この積分値Siを入力として予め定めた期間設定関数TARによって前記アフターフロー期間Tarを適正値に設定する。これにより、溶接時間が短いときは無駄なアフターフロー期間のシールドガスの放流を防止することができる。また、溶接時間が長い場合でも、電極及び溶融池の酸化を防止することができる。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
プラズマ溶接法およびこれに用いられるアウターガス
【課題】プラズマ溶接法により、板厚8mm以上のステンレス鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、ステンレス鋼のプラズマ溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに炭酸ガス0.5〜2vol%、残部不活性ガスの混合ガスを用いる。
(もっと読む)
ホースアセンブリー
本発明は、複数の電流導通リード(25、44)を有し、上記リード(25、44)がアルミニウム線を含み、上記電流導通リード(25、44)がチャネルに収容されるように構成され、かつ溶接ワイヤ(6、21)を案内するためのチャネル(5、22)を有する、アーク溶接または切断トーチ用のホースアセンブリー(1)に関する。 (もっと読む)
アーク溶接装置
【課題】 被溶接物に搭載された耐電圧の低い電子部品を損傷しないようにしたアーク溶接装置を得る。
【解決手段】
溶接電源の一極に接続された導電性ブロック2の表面に密着し、導電性ブロック2と電気的に結合された導電性シート19と、溶接電源の多極である電極14との間でアーク起動を行い、任意のアーク起動回数毎に異なる表面でアークが起動されるように導電性シート19を導電性ブロック2上を移動させるように構成し、被溶接物の被溶接個所を保持するクランプ治具と導電性ブロック2とを電気的に切断された状態で導電性シート19の表面でアーク起動を行うと共に、アーク起動後に導電性ブロック2とクランプ治具とを電気的に接続し、電極14を移動して被溶接個所に対向させて被溶接個所の溶接を行うようにした。
(もっと読む)
溶接部の品質を制御する方法
【課題】溶接部の品質を制御し、改善するための方法を提供する。
【解決手段】熱源の周囲にシールドガスカーテン7を生成する工程と、前記シールドガスカーテン7から放射状に外側に位置し、放射状に外側向きの速度成分を有するシュラウドガスカーテン16を生成する工程とを含む。前記シールドガスカーテンと前記シュラウドガスカーテンを構成することによって、結果として生じる前記溶接部の力学的な及び/又は表面の特性を制御する。また、シールドガスを実質的に溶接位置の周辺近くに閉じ込めて集中させる方法、及び溶接操作においてシールドガスを実質的に再生して再利用する方法に関する。
(もっと読む)
溶接機用のシールドガス流量コントローラ
シールドガス源(200)と電気アーク溶接機のシールドガス弁(800)との間のシールドガス供給ライン内に挿入する電気アーク溶接機用のシールドガス流量コントローラ(100)であって、シールドガス(200)入力およびシールドガス出力(600)と、シールドガスの入力と出力との間に接続されかつ制御入力(170)を有する制御可能なガス弁(110)と、コントローラ手段であって、溶接作業中の溶接機の電気溶接アーク電流(900)を表す溶接信号を受ける第1の入力(400)と、溶接信号の関数でありかつ望ましいシールドガス流量を表す流量設定出力を生成するガス流量設定制御(300)手段とを有するコントローラ手段とを有する。前記シールドガス流量コントローラは更に、前記シールドガス入力に接続してシールドガス入力の圧力測定値(150)を第2のコントローラ手段入力に与える入力圧力センサ(120)と、前記シールドガス出力に接続してシールドガス出力圧力測定値を第3のコントローラ手段入力(160)に与える出力圧力センサ(140)と、流量設定出力修正手段であって、前記シールドガスの入力および出力の圧力測定値と、前記溶接信号と、前記制御弁の特性とに基づいて前記ガス流量設定制御手段の流量設定出力を修正して前記制御可能なガス弁の前記制御入力に入力する制御信号(170)を生成し、前記溶接作業中は、前記シールドガスの入力および出力のそれぞれの実際のシールドガス入力圧力および出力圧力とは実質的に独立に、前記流量設定出力に対応する実質的に一定のシールドガス流量を前記溶接機への前記シールドガス供給ライン内に保持するようにする流量設定出力修正手段とを含む。 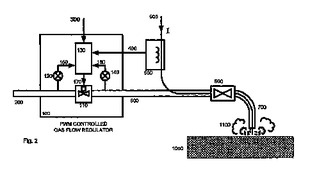 (もっと読む)
(もっと読む)
プラズマ切断方法
【課題】鋼板に代表される被切断材をプラズマ切断するに際し、ヒュームの発生を軽減させる。
【解決手段】プラズマトーチのノズルから被切断材に向けてプラズマアークを噴射して該被切断材を切断するプラズマ切断方法であって、プラズマガスとして周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスと、酸素又はアルゴン又は窒素を含むガスとの混合ガスを電極の周囲に供給して電極とノズル又は電極と被切断材との間に通電して形成したプラズマアークを被切断材に向けて噴射して該被切断材を切断するか、又は周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスを酸素又はアルゴン又は窒素ガスを主成分とするプラズマアークに添えて被切断材に向けて噴射して該被切断材を切断する。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
非消耗電極式溶接方法およびその装置
【課題】汎用的な一重構造の溶接トーチを用い、溶接に際して必要なシールドガスは不活性ガスのみでよく、溶接品質を低下させることなく溶接金属部を深くし、かつ容易な溶接施工を可能とし、しかも溶接効率を高めることができる非消耗電極式溶接方法および装置を提供する。
【解決手段】溶接トーチ1にシールドガスとして不活性ガスのみを流し、電極3と被溶接物4との間にアークを発生させて、被溶接物を溶接する際、前記溶接トーチ1のシールドガスを流すノズル2aの内径をXmmとし、このノズルからのシールドガスの流量をYリットル/分とした時、以下の式を満足するようにノズル2a内径とシールドガス流量を定める。
6≦X≦12.5
4≦Y
Y≧0.4X
Y≦−0.8X+17
Y≦0.5X+4
(もっと読む)
接合方法、およびこの接合方法に利用可能なプラズマトーチ
【課題】プラズマを用いた接合時にワークに生じる熱ひずみを低減して、高品質な接合を実施する。
【解決手段】プラズマ溶接時、プラズマトーチの中心軸を挟んで対峙する位置から、ワーク1に向けてシールドガス5を噴射供給し、溶接電極の側からワーク1に向けて供給されたプラズマガス4のワーク1上での拡散を規制する。同時に、その拡散を規制されたプラズマガス4の一部を、シールドガス5の対峙供給方向と直交する溶接進行方向に沿って逃がすようにする。
(もっと読む)
プラズマミグ溶接方法
【課題】アークを安定させて、溶着金属の低温靱性の特性が良好である溶接ビードを得ることができるプラズマミグ溶接方法を提供する。
【解決手段】本発明のプラズマミグ溶接方法は、非消耗のプラズマ電極と被溶接物との間にプラズマアークを発生させ、プラズマ電極を中空形状とし、絶縁した溶接ワイヤを中空形状内を通って送給し、溶接ワイヤと被溶接物との間にミグアークを発生させ、プラズマ電極内にセンターガスを供給する。プラズマ電極を取り囲むプラズマノズル内にプラズマガスを供給し、プラズマノズルを取り囲むシールドノズル内にシールドガスを供給し、センターガス及びプラズマガス及びシールドガスとして不活性ガスを使用する。
この結果、ミグアークを安定させることができ、良好な溶接ビードを得ることができる。また、溶着金属の低温靱性の特性が良好である溶接継手が得られる。
(もっと読む)
深溝溶接装置及び方法
【課題】 溶接装置を提供する。
【解決手段】 溶接装置は、1以上のコアを有するトーチ本体と、1以上のコアから離れる方向に延在する複数のコンタクトチップと、複数のコンタクトチップに近接して配置され、複数のコンタクトチップと略同じ方向に延在する複数のガス供給管とを含む。
(もっと読む)
超音波付加溶接方法及びその装置
【課題】本発明は、溶融部の超音波による攪拌が均一に行うことができ、溶融手段の移動に同期させて超音波振動子を移動させて溶融部を攪拌することができる超音波付加溶接方法及びその溶接装置を提供することにある。
【解決手段】本発明は、溶接母材14を加熱して溶融させ、この溶融部15に対し超音波を非接触で照射して前記溶融部15を振動させながら凝固させるようにしたのである。さらに、溶接部15を溶融させる溶融手段(5,17)と非接触型超音波照射手段(11,13)との動きを同期させる同期手段(4)を設けたのである。
(もっと読む)
制御された周波数にて溶滴での金属移行を用いたTIGブレーズ溶接
本発明は、非消耗電極(1)と、与えられた径を持つ消耗溶加材ワイヤ(2)とを具備したTIGトーチを使用したブレーズ溶接またはアーク溶接に関し、溶接継手への金属の移行が20 Hzないし90 Hzの周波数にて、連続した溶融金属の溶滴で生じ、前記溶滴のサイズが消耗ワイヤの径の1.2ないし4倍である。 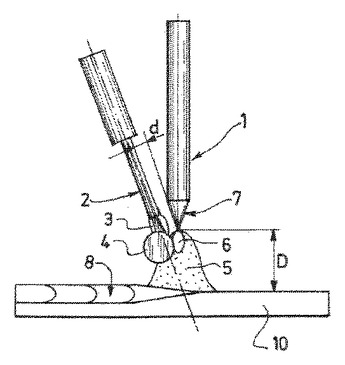 (もっと読む)
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
溶接方法及び溶接装置
【課題】TiAl系金属間化合物等の接合対象物について、真空または不活性の雰囲気を制御した状態で接合する接合方法及び接合装置を提供すること。
【解決手段】TiAl系金属間化合物等の常温における延性が低い金属を接合対象物Mとして一体に接合する溶接方法において、接合対象物Mを密封容器11内に収納して所望の接合温度まで加熱し、密封容器11内を真空引きした状態で、中空電極を陰極とし、接合対象物を陽極として直流電圧を印加するとともに、中空電極を通して不活性ガスを供給し、この不活性ガス中にホローカソードアークを発生させて接合対象物Mの溶接を行う。
(もっと読む)
溶接トーチおよび溶接トーチを用いた溶接システム
【課題】効率的に溶接部近傍を冷却することができ、溶接する金属材の熱ひずみを抑えることができる溶接トーチを提供する。
【解決手段】金属材9を溶接する溶接トーチ1は、中心部に設けられた棒状の電極2と、電極2周囲に設けられ、金属材9方向にシールドガス4を噴出するシールドガスノズル3とを備えている。冷却ガスノズル5は、シールドガスノズル3を取り囲んで設けられており、内部に冷却ガス流路5aが形成されるとともに、冷却ガス噴出口5bから金属材9方向に向けて冷却ガス6を噴出する冷却ガスノズル5を有している。冷却ガスノズル5の冷却ガス噴出口5bから噴出される冷却ガス6は、金属材9の溶接部13近傍を冷却する。
(もっと読む)
継手靭性に優れた高張力溶接継手およびその製造方法
【課題】高価な合金元素を添加せずに、HAZ部において高い破壊安全性を有する高張力溶接継手とその製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.01〜1.0%、Mn:0.1〜2.0%、P:0.015%以下、S:0.01%以下及びAl:0.005〜0.1%を含有し、残部Feおよび不純物からなる鋼を母材としてアーク溶接した溶接継手であって、板厚方向平均層密度が0.22pass/mm以上であるとともに、溶接部を断面からみた時の各層の溶け込み深さdの平均値daveと各層の幅wの平均値waveが(1)式を満足することを特徴とする、780MPa以上の引張強さを有する高張力溶接継手。
dave<wave・・・・・・・・・・・・・・・・(1)式
ここで、板厚方向平均層密度とは、靭性の評価対象としている溶融線に関して、溶接接合されている板厚方向の領域の長さ(mm)に対する溶接層数の比の平均値をいう。
(もっと読む)
41 - 60 / 75
[ Back to top ]