
Fターム[4E001DD01]の内容
Fターム[4E001DD01]の下位に属するFターム
Fターム[4E001DD01]に分類される特許
61 - 75 / 75
溶接装置及びそれを用いた三次元溶接装置
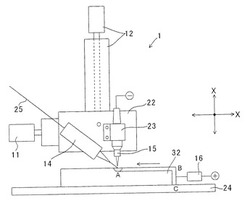
【課題】熟練した技術を必要とせずに、金型に熱的悪影響を一切与えることなく、金型の極微細な傷や極僅かな変形を補修し、補修後の金型に高い耐久性を付与し得る手段を提供すること。
【解決手段】金属からなる母材32の溶接箇所の近傍に配設される1次電極15と、母材32に電気的に接続される2次電極16と、1次電極15と2次電極16との間にパルス状に電流を通電して1次電極15と母材32との間に断続的にアークを発生させる電源装置と、アークの発生による熱で溶融した母材32の中へアークが消える前に金属からなる溶加材25を差し込む溶加材送給装置14と、を具備する三次元溶接装置1の提供による。
(もっと読む)
薄鋼板の高速TIG溶接方法

【課題】高速溶接においてもハンピング現象やスパッタの発生がなく、さらにビードの幅が比較的広く、狙い位置管理も容易な薄鋼板の高速TIG溶接方法を提案する。
【解決手段】3本の電極の先端が三角形を形成するように配置し、該3本の電極と被溶接材との間に発生する3つのアークのうち、少なくとも2つ以上のアークが、電磁力の作用によりお互いに引き合って、一体のアークを形成するように、各電極の間隔を近接させて、1つの溶融池を保った状態で溶接することを特徴とする薄鋼板のTIG溶接方法。
(もっと読む)
溶接トーチ、溶接ヘッド、ガスノズルおよび接触パイプ並びに溶接後工程の制御方法
本発明は、シングルまたはマルチワイヤの溶接トーチ6、より具体的には、レーザ複合式のシングルまたはマルチワイヤの溶接トーチ6に関し、溶接トーチ6は、溶接装置にホースパックを介して接続され、トーチハンドル、筒状の溶接トーチハウジング、接触ハウジング、接触チューブ20a,20bおよびガスノズル2のようないくつかの構成要素からなり、接触チューブ20a,20bおよびガスノズル2を受け入れる内部挿入物28が溶接トーチハウジングの端部領域に取り付けられている。少なくとも部分的に柔軟な材料からなる固定部材30が、内部挿入物28またはハウジング2の上に配置され、必要に応じ、内部挿入物28とガスノズル2との間の、特に気密な接続を引き起こす。この接続は、固定部材の空間的膨張によって達成され得る。ロボット溶接システム、溶接トーチ6用のガスノズルキャップおよびガスノズル2のプロセス制御の方法も開示されている。 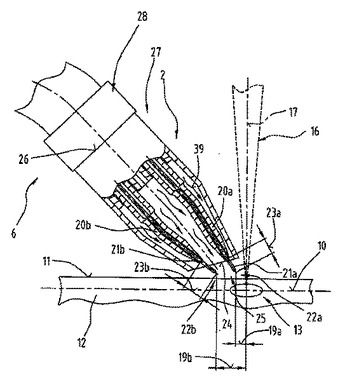 (もっと読む)
(もっと読む)
消耗電極式ガスシールドアーク溶接法およびこれに用いられる溶接トーチ
【課題】GMA溶接法によって鋼材を溶接する際に、溶接金属中の溶存酸素濃度を100ppm以下にすることができ、かつアークの安定性も維持しつつ、良好なビード形成が得られるようになる。
【解決手段】ケース1と、このケース内に設けられたチップボデイ2と、このチップボデイの先端に取り付けられたチップ4と、このチップを囲むノズル9を有し、ケースとチップボデイとの間に空隙2が形成され、この空隙の先端部がシールドガスの噴射口11とされ、ケースの先端部で、かつノズルの内側に複数の添加ガスの噴射孔8が放射状に設けられた溶接トーチを用い、不活性ガスからなるシールドガスを消耗電極となるワイヤ5に向けて供給し、酸化性ガスと不活性ガスとの混合ガスからなる添加ガスを溶融池外縁に向けて供給する。
(もっと読む)
TIG溶接方法
【課題】TIG溶接において、溶接品質を低下させることなく溶接金属部を深くし、かつ容易に溶接施工が可能であり、しかも溶接効率を高めることができるTIG溶接方法を提供する。
【解決手段】電極2と被溶接物10との間にアークを発生させることによって、被溶接物10を溶接する方法であって、不活性ガスからなる第1のシールドガス8を、電極2を囲むように被溶接物に向けて流すとともに、酸化性ガスを含む第2のシールドガス9を、第1のシールドガスの周辺側に、被溶接物10に向けて流し、溶接金属部の表面に形成される酸化膜の厚さを20μm以下とする。
(もっと読む)
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
プラズマ切断装置及び方法
【課題】 軟鋼や低炭素鋼のプラズマ切断で、ピアッシング時の穴周囲へのドロス付着を低減する。
【解決手段】 プラズマガスとして酸素、空気、または酸素と窒素の混合ガスなどを使う。アシストガスとして窒素、酸素、空気、または酸素と空気の混合ガスなどを使うが、ピアッシング工程では切断工程より酸素濃度が高くされる。アシストガス酸素濃度はピアッシング工程では20モル%以上で、好ましくは100モル%又はこれに近い高濃度であり、切断工程では20モル%以上でバーニング濃度より低く、例えば40〜80モル%程度である。
(もっと読む)
溶接部のガスパージ装置
【課題】
容器のマンホール本体に、鏡板を裏波溶接して閉止する際に、裏波溶接部分近傍に限定して容器内に不活性のガスを充填し酸素濃度を低く維持するガスパージ治具を提供する。
【解決手段】
マンホール本体内でガスパージ治具の傘部を展開して内部空間4とガスパージ領域外容器内部空間5とを区画する。その区画後においても、ガスパージ治具の傘先端キャップ
18に通気口53を設けてあるので、不活性ガスを充填しないガスパージ領域外容器内部空間5と容器外空間54とが内筒11を通して通気できる。そのため、不活性ガスを充填するガスパージ領域である内部空間4を両空間の圧力差による通気の経路とならずにすみ、よって内部空間4が通気された場合に生じる不活性ガスの内部空間4からの流出および内部空間4内への空気の流入を防止できる。このようにして不活性ガスを充填後の内部空間4内の酸素濃度の増加を防止する。
(もっと読む)
ガスシールドアーク造管溶接方法
【課題】 被溶接物に非接触式で、簡便で勝つ良好なシールド状態が得られ、不活性ガス消費量を少なくしてテンパーカラーとアローマークの発生を抑止するTIGアーク造管溶接またはプラズマ造管溶接におけるガスシールド方法を提供する。
【解決手段】 TIGアークまたはプラズマアーク造管溶接方法において、溶接部をガスシールドするに際し、スクイズロールの前後に被溶接物と平行に、スクイズロールを干渉しないようにシールド板を配置することを特徴とするTIGアークまたはプラズマアーク造管溶接方法。
(もっと読む)
缶容器、ドラム缶、及び缶容器の内面溶接方法
【課題】 収納物の残留低減に留まらないより厳しい要求に応えることが可能な、缶容器、及び缶容器の内面溶接方法を提供する。
【解決手段】 缶容器101の胴板121と地板111とを内面101bにて溶接するときの溶接方法において、上記胴板と上記地板との内面溶接部103における凹凸141の高低差が板厚方向109cに500μm未満となり、かつ上記凹凸の曲率半径145が200μmを超えるように上記溶接を行う。
(もっと読む)
溶接のためのシステム及びその使用方法
プラズマ溶接とMIG(Metal−Inert−Gas)溶接を組み合わせた溶接のための方法が提供される。該システムはプラズマトーチを備える。該プラズマトーチは一定電流の電源装置(49)を備え、非消費プラズマ電極(38)がワークピースに対して負の電位を帯びるようにする。該システムはまた、MIGアークトーチを備える。該ミグアークトーチは、一定電圧の電源装置(48)を備え、溶加ワイヤ(39)がワークピースに対して正の電位を帯びるようにする。プラズマ電極と溶加の間のワイヤ分離体は、好ましくはプラズマ電極(38)をほぼ取り囲むノズル(33)の形をとる。該分離体はガス流を、該プラズマ電極を通して案内する。もしくは補助電源装置がアークを非消費電極(38)と分離体の間に支持する。これにより、主要アークの開始を容易にし、主要アークの開始時の該プラズマトーチへの熱衝撃を防止する。該溶接装置はワークピース(32)に対して移動され、該プラズマアークが該MIGアーク(40)に先行するようにする。 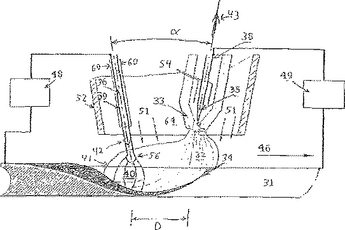 (もっと読む)
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
レーザ光とアーク放電を用いた溶融加工装置
【課題】レーザ光とアーク放電を用いた最適な溶融を可能とするレーザ光とアーク放電を用いた溶融加工装置を提供する。
【解決手段】筒状のケース100内部に、レーザ光を光学系を介して絞り込んでワークW上に焦光、照射し、このレーザ光系の光軸と略同軸位置関係で、ワークWに対向する位置に配設され、アーク放電のための高電圧が供給される電極500が備え、レーザ光の照射によりワークを溶融させた状態でアーク放電による溶融、加工を行う。ケース100の下方に、レーザ光の光路方向と略同一方向の斜面を備え、この斜面に電極500が取り外し配設固定される電極ガイド300がケース100に取り外し可能に取り付けられている。
(もっと読む)
溶接用シールドガス
【課題】 ランニングコストが低廉でかつ、高い溶接性能をえることのできる新しい組成のシールドガスを提供する。
【解決手段】 軟鋼や低合金鋼の溶接時に使用する溶接用のシールドガスであって、ベースとなる窒素ガス中に、2〜8VOL%の酸素ガスが混合されている窒素-酸素の混合ガスで構成した。
(もっと読む)
プラズマ切断装置
【課題】 ステンレス鋼を良好な品質でプラズマ切断する。
【解決手段】 プラズマトーチ(6)にプラズマガスとして不活性ガス(窒素)を、アシストガスとして、空気よりも比重が重く且つ還元性を有する可燃性ガス(プロパン)あるいは前記可燃性ガス(プロパン)と不活性ガス(窒素)との混合ガスを供給する。アシストガス中の可燃性ガス(プロパン)は、プリフロー区間とアフターフロー区間では供給せず、プラズマアーク発生区間でのみ供給する。
(もっと読む)
61 - 75 / 75
[ Back to top ]