
Fターム[4E001DD02]の内容
Fターム[4E001DD02]に分類される特許
181 - 200 / 200
鋼管周溶接継手向けガスシールドアーク溶接用ソリッドワイヤおよび溶接方法
【課題】 下向から立向を経て上向までの全姿勢で溶接する必要のあるラインパイプに対して、ラインパイプ本体(母材)の引張強度の規格下限値に対し約20%以上の強度を有し、ビッカース硬さが300以下の溶接金属性能を実現することのできるラインパイプのガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ワイヤ中のC含有量が0.07〜0.12質量%、Si含有量が0.50〜0.80質量%、Mn含有量が1.50〜2.20質量%、P含有量が0.020質量%以下、S含有量が0.020質量%以下、Mo含有量が0.40〜0.70質量%、およびTi含有量が0.01〜0.03質量%であり、残部がFeおよび不可避的不純物からなるラインパイプのガスシールドアーク溶接用ワイヤ。
(もっと読む)
レーザとマグアークによる複合溶接方法

【課題】 本発明は、高速で溶接しても耐ギャップ性に優れ、溶接品質の向上を図ることができるレーザとマグアークによる複合溶接方法の提供を目的とする。
【解決手段】 本発明は、レーザと消耗電極式アーク溶接とを併用するレーザとマグアークによる複合溶接方法において、アークを先行させ、レーザを後行させ、レーザとアークを同一溶接線上に配置させながら溶接することを特徴とする。
(もっと読む)
狭開先継手の多層盛溶接方法

【課題】
厚板の開先継手の多層盛溶接の裏面側及び表面側の溶接部分に残留する引張応力を圧縮応力に変化させる又は大幅低減させる。
【解決手段】
厚板のオーステナイト系ステンレス鋼からなる容器や配管などの管部材又は平板部材を相互に突き合せた開先底部から開先上面部まで片面溶接及び溶接裏面部分の残留応力低減が必要な開先継手であり、材質の異なる2種類のワイヤを使い分けて前記開先上面部まで積層溶接するアーク溶接を行う狭開先継手の多層盛溶接方法。
(もっと読む)
拡散性水素が減少した芯つき電極
【課題】溶接ビード中の拡散性水素の量を減少させることのできるガス遮蔽された芯つき電極の使用を含む溶接法、芯つき電極のフッ素含量を増加するために2つ以上のフッ素発生化合物を含む芯つき溶接電極の提供。
【解決手段】拡散性水素の減少した溶接ビードを形成する金属さやおよび充填組成物からなる芯つき電極において、該充填組成物がスラグ形成剤および少なくとも2つのフッ素含有化合物を含み、該フッ素含有化合物のそれぞれが該充填組成物の重量基準で少なくとも0.2重量%のフッ素を含みかつ該充填組成物が少なくとも0.5重量%のフッ素を含む芯つき電極およびこの電極を使用するガス遮蔽電気アーク溶接法。
(もっと読む)
溶接用アフターシールド冶具
【課題】チタン材等の溶接における溶接部のガスシールド(空気絶縁)を図るアフターシールド冶具に屈曲,変形性(可撓性)を具備させて、冶具の使用範囲の拡大,ガスシールドの作業性並びに確実性を向上させる。
【解決手段】トレーラー2を薄肉金属片にて底面開放の半割筒体形状に形成して変形可能となし、トレーラー2内に,薄肉金属片にて筒体形状に形成して変形可能となした不活性ガス放射パイプを可動可能に配設するとともに不活性ガス拡散用の金属製繊維屑5を配置し、トレーラー2の底面開放部に金網4を取り付ける。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
裏波溶接方法
【課題】
狭い開先底部の裏面側に裏ビード形成が必要な開先継手に対して、非消耗性のタングステン電極によるパルスアーク溶接又は直流アーク溶接の適正施工によって裏面側に凹みのない凸形状でほぼ均一な裏ビード幅を良好に形成し得る。
【解決手段】
パルスアーク溶接のピーク電流,ベース電流,ピーク電圧又は平均アーク電圧又はアーク長,溶接速度又は走行速度のいずれか1つ以上の条件値、あるいは前記条件値の他に、ピーク電流時間中かベース電流時間中のワイヤ送り速度又は両時間中のワイヤ送り速度の値を含むいずれか1つ以上の条件値を調整又は制御し、あるいは前記直流アーク溶接の平均電流,平均アーク電圧又はアーク長,溶接速度又は走行速度,ワイヤ送り速度のいずれか1つ以上の条件値を調整又は制御し、裏面側の溶融プール幅又はこの溶融プール近傍の裏ビード幅が特定値である4〜6mmの範囲に形成する。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤに関し、特に低電流域から遷移領域の溶接電流で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み、残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
溶接構造貯湯タンク及びその構築方法
【課題】 缶体素材であるフェライト系ステンレス鋼表面におけるCr欠乏層の生成を抑えるための合金設計を行ない、適正な溶接条件により、溶接部の耐食性に優れた溶接構造貯湯タンク及びその構築方法を提供する。
【解決手段】 C:0.015質量%以下,Si:1.0質量%以下,Mn:1.0質量%以下,P:0.045質量%以下,S:0.005質量%以下,Cr17.0〜21.0質量%,Mo:0.5〜1.7質量%,Ni:0.6質量%以下,Cu:0.8質量%以下,Nb:0.05〜0.5質量%,Ti:0.05〜0.3質量%,N:0.015質量%以下,Al:0.01〜0.2質量%,さらに必要に応じてB:0.005質量%以下を含み、かつ19.5<Cr+3Mo<23.5の関係を満足し、残部が実質的にFeからなる組成を有するフェライト系ステンレス鋼板を素材とする。
(もっと読む)
消耗電極式アーク溶接装置
【課題】 スラグ発生量を低減して溶接欠陥をなくした溶接をする。
【解決手段】 セルフシールド溶接用の溶接トーチ101から溶接ワイヤ103を送給し、アーク104を形成して溶接を行う。このとき、溶接ワイヤ103の溶融に伴い発生するガス及びスラグによりアーク及び溶融池部分が大気から保護される。ガス添加ノズル110は、ジグ120を介して溶接トーチ101に連結されており、このガス添加ノズル110により、シールドガス111がアーク部分に添加・供給される。シールドガス111は、05.〜10リットル/分の割合で供給されて、アーク及び溶融池部分を大気から保護すると共に、溶接ワイヤから生成されるスラグ量を低減する。
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
プラズマ溶接電源
【課題】短時間でガスパージ作業を行うことができ、作業再開時にパイロットアークの良好な点弧性を確保できるプラズマ溶接電源を提供する。
【解決手段】プラズマアークを発生させるためにプラズマトーチに供給するプラズマガスの流量を調整する予め設定された大流量のプラズマガスを流す大流量用流路と予め設定された中流量のプラズマガスを流す中流量用流路と予め設定された小流量のプラズマガスを流す小流量用流路とを設けたプラズマガス流量調整機構を備え、メインスイッチがONに成ると大流量用流路を通って大流量のプラズマガスを供給し、パイロットアーク起動スイッチがONに成ると中流量用流路を通って中流量のプラズマガスを供給し、パイロットアーク起動スイッチがOFFに成ってから再度ONに成るまで小流量用流路を通って小流量のプラズマガスを供給するプラズマ溶接電源。
(もっと読む)
非消耗電極式ガスシールドアーク溶接方法
【課題】 溶接コストを低減することができる非消耗電極式ガスシールドアーク溶接方法を提供すること。
【解決手段】
タングステン電極(または酸化物入りタングステン電極)1の軸線周りに内側ノズル2を配置すると共にこの内側ノズル2の周りに外側ノズル3を配置しておき、タングステン電極1の内側ノズル2先端からの電極突き出し長さLを0〜4mmとして、内側ノズル2に有効単位断面積当りの流量が0.2l/min・mm2以上の不活性ガスまたは不活性ガスを主成分とするプラズマガス6を流すとともに、内側ノズル2と外側ノズル3との間に炭酸ガスまたは炭酸ガスを主成分とする活性ガス7を流しながら、溶接をする
(もっと読む)
ステンレス鋼溶接用シールドガス
【課題】 溶接金属の結晶組織が粗大化することを抑えることが出来ながらも、ランニングコストを軽減することのできるステンレス鋼溶接用のシールドガスを提供する。
【解決手段】 ステンレス鋼の溶接時に使用するシールドガスであって、アルゴンガスと窒素ガスと炭酸ガスとの三成分からなり、アルゴンガスをベースガスとし、10VOL%〜30VOL%の窒素ガスと、0.5VOL%〜20VOL%の炭酸ガスとを混合した混合ガス組成に構成したことを特徴としている。
(もっと読む)
溶接用ワイヤおよびこれを用いたアーク溶接法
【課題】直進性に優れ、狭い開先の溶解、溶融プールの撹拌を十分に行える溶接用ワイヤおよびこれを用いたアーク溶接法を提供する。
【解決手段】本溶接用ワイヤは、ワイヤリールからワイヤガイドに設けられ断面が円形の貫通孔を介して溶接部に連続的に給送される溶接用ワイヤにおいて、この溶接用ワイヤは単線のワイヤからなり、その断面が非円形であり、螺旋状に捻られている。また、これを用いたアーク溶接法。
(もっと読む)
レーザ照射を伴うアーク溶接のアーク開始方法、該方法を行なう溶接装置及び制御装置
【課題】ハイブリッド溶接において、溶け落ちを防止しつつアーク開始を確実に起きない、溶接品質を向上させる。
【解決手段】ロボット制御装置から、レーザ照射開始指令が、アーク発生前のレーザパワー指令条件とともにレーザ発振機に対して指令される。アーク発生前のレーザパワー指令は、入熱量を抑えるもので、(*1)〜(*3)の中から母材材質、厚さ等の条件に応じて選択する。アーク溶接開始指令は、溶接電圧、ワイヤ送給速度指令とともに、アーク溶接電源に対して指令される。アーク溶接指令がなされ、ワイヤが母材に接触するまでは、無付加電圧となる。また、ワイヤ送給速度はアークが発生するまでは遅く指令される。
ワイヤが母材に接触し、アークが発生するとそれが検出され、レーザパワー指令条件が加工用の条件に変更される。
(もっと読む)
溶接方法
【課題】 溶接方法を提供する。
【解決手段】 第1ルートパスにGTAW設備(20)および水素含有シールドガスを使用して非ステンレス鋼ワークピース(12)のための溶接方法が、275未満、好ましくは100未満の湿分浸透率を有するエラストマー材料で製造されたホースまたは導管(30)を備えているシールドガス供給装置を使用し、且つ少なくとも、タングステンおよび酸化ランタン、好ましくは、タングステン、酸化ランタン、酸化イットリウムおよび酸化ジルコニウムを備えているタングステン電極(23)組成物を使用することにより改良される。水素含有シールドガスを供給するエラストマーホース(30)を通る湿分浸透を防ぐことにより、ルートパス溶接部上の第2のパス溶加材溶接中の溶融された溶接金属の中とりを無くす。電極の寿命は、タングステン化合物を使用して高められる。 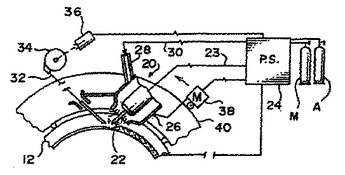 (もっと読む)
(もっと読む)
高降伏強度母材用フィラー組成物
本発明の溶接ワイヤは、フラックス用混合物と合金用元素とを組み合わせて有するフラックスコアを内部に閉じ込める鋼製の鞘を備えている。フラックス用混合物は2質量%以下のフッ化物化合物と49質量%以下の酸化物化合物を含む。合金用元素は、Mn、Ni、Co、Tiおよび0.98質量%以下のCを含む。
Coの量は、生じる溶接部にフェライト−ベイナイト溶接金属組織形態を生成するのに十分である。生じる溶接部の降伏強度は、約655.0MPa(95ksi)から約765.3MPa(111ksi)であった。
(もっと読む)
181 - 200 / 200
[ Back to top ]