
Fターム[4E001DD02]の内容
Fターム[4E001DD02]に分類される特許
61 - 80 / 200
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法

【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法
【課題】ヒューム発生量、スパッタ発生量、および、スラグ発生量を低減させることができ、かつ平坦なビード形状と適度に小さな溶込み深さを有する硬化肉盛溶接金属を得ることができる硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法を提供する。
【解決手段】
硬化肉盛用MIGアーク溶接ワイヤは、シールドガスとして、純Arガスを用いるワイヤであって、外皮として帯鋼または鋼管を用い、内部にフラックスを充填して伸線したフラックス入りワイヤであり、前記フラックス中に、ワイヤ全質量換算で、C,Si,Mn,P,S,TiO2とZrO2とAl2O3との合計(TiO2+ZrO2+Al2O3)を所定量含有し、かつ前記Siと前記Mnとの合計(Si+Mn)を規定し、さらに、前記ワイヤに対する総フラックス質量比を規定し、溶接後における溶接金属のビッカース硬度が200以上となることを特徴とする。
(もっと読む)
レーザ・アークハイブリッド溶接方法

【課題】ステンレス鋼の溶接継手において、従来よりも高強度、高靱性を備えた継手を得ることができるレーザ・アークハイブリッド溶接方法の提供。
【解決手段】ステンレス鋼の溶接部位において、レーザヘッド2から照射されるレーザLとアーク溶接トーチ3から放電されるアークAとを重畳してレーザLによるプルームとアークAとを相互作用させると共に、上記溶接部位を含む溶接ガス雰囲気を、上記プルーム以外のガス体積比でN2を30体積%より多く含有する雰囲気に調節する。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
ステンレス鋼製パネル溶接施工貯水槽
【課題】TIG溶接による耐食性、とくに耐孔食性低下の小さいステンレス鋼素材を貯水槽パネルに用い、溶接ままの状態で上水を蓄える貯水槽への適用に好適で酸化スケール除去作業の省略による作業環境の改善とこれに要するコスト低減が可能となり、研磨やけによる耐候性低下が小さくパネルの耐候性に優れた溶接施工貯水槽を提供する。
【解決手段】貯水槽パネルの素材として、質量%で、C:0.02%以下、Si:0.1〜1%、Mn:0.4%以下、P:0.04%以下、S:0.005%以下、Ni:0.3〜2%、Cu:0.8%以下、Cr:23〜26%、Mo:0.2〜0.8%未満、Nb:0.1〜0.5%、Ti:0.15〜0,4%、N:0.025%以下、Al:0.04〜0.3%、Ca:0.002%以下に制限し、残部Feおよび他の不可避的不純物からなるフェライト系ステンレス鋼を用いることにより、TIG溶接部の耐孔食性に優れるとともに、パネル素材の表面仕上げを#300以上の研磨仕上げとしても研磨やけによる耐候性の低下が小さく、貯水槽パネルの溶接施工において貯水槽内面溶接部のスケール除去省略が図れる溶接施工貯水槽を得る。
(もっと読む)
溶接ソリッドワイヤおよび溶接金属
【課題】高効率なMIG溶接法による9%Ni鋼同士の溶接において、溶接継手の良好なビード形状と高い極低温靭性とを両方達成する共金系溶接ソリッドワイヤおよびその溶接金属を提供する。
【解決手段】9%Ni鋼母材の共金系溶接ソリッドワイヤに、一定割合のREMとOとを含有させて、溶接継手1aの極低温靭性を阻害しない範囲での微量だが、溶接金属3中にREMの微細酸化物を形成でき、かつ良好なビード形状に制御し得る程度の酸素を供給するとともに、Al、Tiをともに規制し、更に、MIG溶接法におけるシールドガスを、炭酸ガスを含まないか微量しか含まないアルゴンガスとして、溶接継手1aの良好なビード形状と高い極低温靭性とを両方達成する。
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
チタン体を製造する方法および装置
本発明は、固体自由形状製造によって物体、特にチタンまたはチタン合金からなる物体を製造する方法および反応器に関する。固体自由形状製造による溶接可能材料の物体の製造の反応器は、周囲雰囲気に対して閉鎖されている反応器チャンバを備え、反応器には、反応器チャンバを形成する隣接するすべての壁要素が鈍角(90°を上回る)で接合されるように構成され、反応器チャンバの下方に位置するアクチュエータには、アクチュエータが、反応器チャンバ内部に支持基材を保持して、反応器チャンバの底部の開口部を通して反応器チャンバ内に突出するように構成され、開口部が、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器チャンバの外部に位置するアクチュエータには、アクチュエータが、反応器チャンバの内部に溶接可能材料のワイヤ供給器を備えた高エネルギープラズマトランスファーアーク溶接トーチを保持して、反応器チャンバの側面の開口部を通して反応器チャンバ内に突出するように構成され、開口部は、開口部において反応器壁に、かつアクチュエータに気密取付けされる少なくとも1つの弾性ガス不透過性膜によって封止され、反応器には、反応器チャンバの最低位に位置する少なくとも1つの閉鎖可能ガス入口と反応器チャンバの最高位に位置する少なくとも1つの閉鎖可能ガス出口とが備えられる。 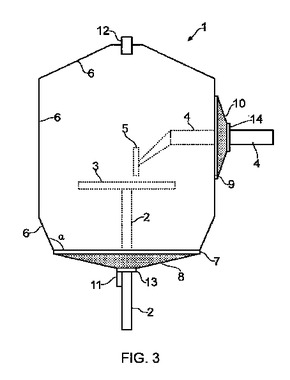 (もっと読む)
(もっと読む)
プラズマキーホール溶接方法
【課題】より早くキーホールを貫通させることができるプラズマキーホール溶接方法を提供すること。
【解決手段】 プラズマガスを初期流量Fgsで噴出させ、プラズマ電極と被溶接物との間に発生するプラズマアークにより、キーホールを形成、および貫通させる第1の工程と、上記キーホールが貫通した後に、上記プラズマガスを定常流量Fgnで噴出させ、上記プラズマアークにより、定常溶接を行う第2の工程と、を含むプラズマキーホール溶接方法において、初期流量Fgsの最大値は、定常流量Fgnよりも大きい。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じるのを防止して良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせてプラズマ溶接を行なう方法であり、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを、溶接始端部で0.05mm以下とするとともに、該溶接始端部を除く溶接終端部までの溶接線上において0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接始端部に溶融池を形成した後、1.0〜3.0m/分の溶接速度で各々の突合せ端部11、21間をプラズマ溶接する。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じることなく良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせ、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接線上において、溶接始端部に溶融池を形成するとともに、該溶融池のプール幅が0.5mmに達するまでの溶接速度を0.4〜0.6m/分の範囲とし、溶融池のプール幅が0.5mmを超えた後、溶接線上の溶接終端部までの間における最終溶接速度を2.0〜3.0m/分の範囲として溶接速度を漸増させながらプラズマ溶接する。
(もっと読む)
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合継手
【課題】本発明は、亜鉛系合金めっき鋼板同士の溶接接合の際に生じる、前記問題点を解決し、接合強度を確保し、溶接接合部の耐食性の良好な亜鉛系合金めっき鋼板の溶接継手を得るための接合継手を提供することを目的とする。
【解決手段】亜鉛系合金めっき鋼板同士の接合継手において、亜鉛系合金めっき成分中のAl含有量が6質量%以上であり、かつ片面当たりのめっき付着量が50g/m2以上である亜鉛系合金めっき鋼板を、Siを5〜11質量%含有するAl系接合材料を用いて接合する。
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板の溶接方法において、溶込み深さを板厚の20%以上とし、溶接金属のビッカース硬さを270以下とする。
(もっと読む)
アーク溶接装置
【課題】溶接速度に応じてガス流量を増加させる場合に、溶接速度の増加と同時にガス流量を増加させていたことに起因するシールド不足による溶接欠陥を防止する。
【解決手段】アーク溶接装置1は、マニピュレータ14、ティーチペンダント15、溶接速度設定信号Vwを出力するロボット制御装置16、溶接速度設定信号Vwに応じたガス流量設定信号Gwを出力するガス流量設定回路18、ガス流量設定信号Gwを入力としてガス流量を調整するガス流量自動調整器19を備える。ロボット制御装置16は、溶接速度を増加させる溶接速度変更点が教示されているときは、溶接トーチ7が溶接速度変更点に到達する時刻よりもシールドガス安定時間だけ遡った時刻に溶接速度変更点での溶接速度に応じた溶接速度設定信号Vwを出力する。先行してガス流量を増加させるようにしたことによってシールド不足を防止することができる。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
プラズマ溶接法およびこれに用いられるアウターガス
【課題】プラズマ溶接法により、板厚6mm以上の炭素鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、炭素鋼のプラズマキーホール溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに酸素0.5〜6vol%あるいは炭酸ガス0.5〜2vol%、残部アルゴンの混合ガスを用いる。
(もっと読む)
ガスシールドアーク溶接方法
【課題】亜鉛を含むめっき鋼鈑の溶接において、ブローホールやピットなどの発生を効果的に抑制することのできるガスシールドアーク溶接方法を提供する。
【解決手段】本発明によって提供されるガスシールドアーク溶接方法は、亜鉛めっき鋼板である溶接母材P1,P2と溶接ワイヤWとの間にアークACを発生させるとともに、コンタクトチップ32を囲うように溶接母材P1,P2に対してシールドガスSGを噴出させるガスシールドアーク溶接方法であって、シールドガスSGには、主成分ガスにオゾンが添加された混合ガスが用いられる。
(もっと読む)
アルゴンと水素とを含有する中心流、およびアルゴンと二酸化炭素または酸素の何れかとを含有する被覆流のデュアルガスフローを用いるアーク溶接方法
本発明は、電極を備えたアーク溶接トーチを実装し、中心ガス流を電極と接触させるように供給し、環状ガス流を前記第1のガス流の周囲に供給する電気アーク溶接方法に関する。中心ガス流はアルゴンおよび水素(H2)のみを含み、水素含有量は2ないし8体積%である。被覆ガス流は、アルゴンおよび1.8ないし3体積%の二酸化炭素(CO2)または0.9ないし1.5体積%の酸素(O2)のみを含む。この方法は、鋼、特にステンレス鋼または炭素鋼、ならびに亜鉛もしくはアルミニウムまたは前記鋼の腐食を防ぐための任意の他の材料でコーティングされた鋼から作られた部品を溶接するのに使用される。 (もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材を配置することによる不都合を回避しつつ良好な溶接継手を得ることのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により複合接合するレーザ・アーク複合溶接法において、溶接位置に裏当て材を配置し、MIGアーク溶接またはMAGアーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つMIGアーク溶接またはMAGアーク溶接を行なう際に、CO2の配合量が5超〜15容量%である(Ar+CO2)混合ガスをシールドガスとして用いて操業する。
(もっと読む)
61 - 80 / 200
[ Back to top ]