
Fターム[4E001DD02]の内容
Fターム[4E001DD02]に分類される特許
101 - 120 / 200
T型継手の貫通溶接方法及び貫通溶接構造物
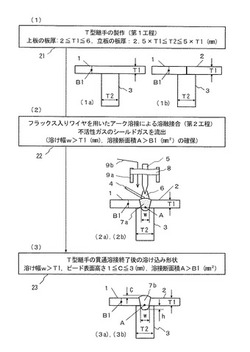
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
金属製容器製造方法および溶接装置

【課題】銅製の母材を予熱する手段と溶接する手段とを近距離に配置して溶接装置を小型化して、予熱効果の高い安定した溶接を行う。
【解決手段】MIGワイヤ7と、MIGワイヤ7を取り囲むように配置されるMIG電極5と、MIG電極5を取り囲むように配置されるプラズマ電極11と、を有する溶接装置を用いる。キャスクの内筒1および外筒3に伝熱フィン2を溶接する。溶接方法は、MIG溶接工程およびプラズマ溶接工程を有する。MIG溶接工程は、MIGワイヤ7からMIGアーク8を発生させる。プラズマ溶接工程はMIG溶接工程と並行して、プラズマ電極11によりMIGアーク8を取り囲むように同軸上にプラズマアーク16を発生させる。
(もっと読む)
バックシールド溶接工法の遮蔽材及びバックシールド溶接工法
【課題】配管溶接の際に簡単な作業で管内部の溶接部の周囲を外気から確実に遮断し不活性ガス雰囲気を形成できるとともに、溶接後には短時間の水洗浄で容易に除去できるバックシールド溶接工法の遮蔽材を提供すること。
【解決手段】不活性ガス雰囲気にて溶接される管材1の内部に挿入され、管材内部の溶接部2の周囲に不活性ガス充填空間を形成するバックシールド溶接工法の遮蔽材10が、紙材を成形加工した円盤状とされる。
(もっと読む)
T型継手の溶接方法
【課題】 立板の裏面側に良好な裏波ビードを形成することができ、下板と立板とを溶接するときの作業性を高める。
【解決手段】 板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成した状態で、第1の溶接工程において、溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に良好な裏波ビード8を形成する。そして、第2の溶接工程において、下板1、立板2の開先3、裏波ビード8を溶融させて1層目の溶接ビード9を形成することにより、下板1と立板2の開先3とを強固に接合することができる。この場合、板材組付け工程を実施した後に、第1の溶接工程と第2の溶接工程とを連続して実施することができるので、下板1と立板2とを溶接するときの作業性を高めることができる。
(もっと読む)
2電極アーク溶接方法
【課題】溶接部の溶存酸素量を低減することが可能な2電極アーク溶接方法を提供すること。
【解決手段】溶接母材Pに対して送給されるワイヤWとこのワイヤWを囲うように同心状に配置された非消耗電極とを備えた溶接トーチを用い、ワイヤと溶接母材Pとの間にGMAアーク6aを発生させ、かつ上記非消耗電極と溶接母材Pとの間にプラズマアーク6bを発生させるとともに、GMAアーク6aを直接囲うようにセンターガスGcを供給し、かつセンターガスGcに対して同心軸外側にシールドガスGsを供給する、2電極アーク溶接方法であって、センターガスGcは、不活性ガスであり、シールドガスGsは、不活性ガスと還元性ガスとの混合ガスである。このような構成とすることにより、溶融池Mpに溶解した酸素を除去することが可能であり、溶接ビードWpの溶存酸素量を低減することができる。これにより、溶接ビードWpの低温靭性を高めることができる。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】 溶接開始直後から十分な接合強度を発揮する溶接ビードを形成可能な2ワイヤ溶接の溶接開始方法を提供すること。
【解決手段】 ワイヤWAからアーク2Aを発生させながら、ワイヤWAに対して溶接方向後方からフィラーワイヤWBを供給する2ワイヤ溶接の溶接開始方法であって、アーク2A,2Bによって溶接するステップと、アーク2Bを消弧させることによりアーク2Aのみによって溶接するステップと、を有する。このような溶接開始方法によれば、溶接開始直後から溶接母材Pに対して十分な入熱を行うことが可能であり、溶接ビードWpの溶接開始端を十分な太さとすることができる。
(もっと読む)
物品を溶接するための方法及び装置
【課題】開示するのは、物品を溶接する方法である。
【解決手段】本方法は、上記物品を全面的に囲繞する壁を備を有するエンクロージャであって、物品をその少なくとも実質的に全体で均一に加熱する構成及び寸法の付属加熱装置を有するエンクロージャ内に、物品を配置する段階と、エンクロージャ内に非反応性雰囲気を確立する段階と、加熱装置を作動させて、エンクロージャ内で物品をその少なくとも実質的に全体で溶接温度に均一に加熱する段階と、エンクロージャ内で、物品の少なくとも実質的に全体で溶接温度を維持しながら物品を溶接する段階とを含む。
(もっと読む)
加熱切断方法
【課題】 高速切断や厚肉切断に際して切断品質の改善と切断プロセスの安定化を可能とする加熱切断方法を提供する。
【解決手段】 切断ガスを切断用ノズルに導入すると共に該切断用ノズルによって切断ガスを被加工物に導きながら切断ガスの体積流量を周期的に少なくとも減少させる形式の加熱切断方法。切断ガスの体積流量を700Hz〜8000Hzの周波数範囲内で周期的に繰り返し変化させる。
(もっと読む)
パルスアーク溶接方法及びパルスアーク溶接装置
【課題】アークの短時間で正確な定量的評価を行い、高品質で安定したパルスアーク溶接を行うことが可能なパルスアーク溶接方法及びパルスアーク溶接装置を提供する。
【解決手段】ワイヤ1と母材2との間にアークを発生させるための電圧を印加可能な溶接電源3と、2000コマ数/秒以上の撮像能力を有し前記アークを撮像して画像データを取り込むための高速度ビデオカメラ12と、画像データを処理して溶滴のサイズ及びスパッタの発生量を解析するための溶滴サイズ・スパッタ量解析プログラム23と、最適パルス時間を設定するための良否判定プログラム24と、パルス波形の前記最適パルス時間に制御するための溶接電源の制御プログラム21と、高速度ビデオカメラ12を制御するための高速度ビデオカメラの制御プログラム25とから、パルスアーク溶接装置100を構成した。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】炭酸ガスx容量%、酸素y容量%、残部がアルゴンからなる3種混合ガスを用い、炭酸ガスと酸素との混合比が以下の数式を同時に満足するものである。
y≦10・・(1)、y≧−x+45・・(2)、x≧40・・(3)、y≧−1/10x+5.5・・(4)、y≦1/20x−2・・(5)、y≧0・・(6)、y≧1/30x−5/3・・(7)、y≦−1/20x+5.5・・(8)、y≧3/40x−7/4・・(9)、y≦−1/3x+35・・(10)
(もっと読む)
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
レーザとアークの複合溶接装置及び方法
【課題】ポロシティ等の溶接欠陥の発生の無い高品質な溶接部を得ることができると共に、安定した溶接ビードを形成することができるレーザとアークを併用した複合溶接装置及び方法を提供する。
【解決手段】レーザ光の照射によって被溶接材の表面に細く深い溝状のキーホールを形成し、アーク熱源用の電極と被溶接材の間にアークを発生させることによって、被溶接材の表面に溶融池を形成する。キーホールと溶融池は接続される。キーホールは、レーザ用シールドガスによってシールドされ、溶融池は、アーク用シールドガスによってシールドされる。レーザ用シールドガスとアーク用シールドガスは異なるガスである。
(もっと読む)
アークスポット溶接方法
【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
プラズマGMA溶接トーチおよびプラズマGMA溶接方法
【課題】プラズマGMA溶接をスムーズに開始するとともに、良好な溶接ビードを形成することが可能なプラズマGMA溶接トーチおよびプラズマGMA溶接方法を提供すること。
【解決手段】ワイヤ供給手段7によって中心軸に沿って送り出されるワイヤWを支持するコンタクトチップ1と、コンタクトチップ1を囲うように同心軸上に配置されたプラズマ電極2と、プラズマ電極2を囲うように同心軸上に配置されたシールドノズル4と、を備えるプラズマGMA溶接トーチA1であって、プラズマ電極2の先端は、コンタクトチップ1の先端よりもワイヤWの送給方向前方に位置しており、かつプラズマ電極2の先端とコンタクトチップ1の先端との距離hは、ワイヤWの直径の4.1〜7.5倍である。このような構成により、ワイヤWの曲がりに起因する溶接ビードの乱れを解消するとともに、プラズマアークの点弧確率をきわめて高いものとすることができる。
(もっと読む)
溶接装置及びその方法
【課題】この発明は、簡便にして容易に高能率な溶接作業を実現したうえで、高品質な突合せ溶接を実現することにある。
【解決手段】突合せ配置される直管13及びエルボ管14を管受け台15及び継ぎ手管受け台16に装着し、その直管13内に管芯出し・保持装置40を内挿して、該管芯出し・保持装置40の走行ユニット44を管内に移動させて位置調整すると共に、そのヘッド部43の油圧機構436を駆動してクランプ爪435を伸縮調整し、管内の突合せ部位に圧接させて芯出し保持した状態で、相互の開先の複数箇所を仮付け溶接し、エルボ管14の突合せ部位近傍の外部に、予熱装置30を装着して加熱した後、上記管芯出し・保持装置40のヘッド部43の油圧機構436の温度変動を冷却機構437により熱制御すると共に、直管13及びエルボ14を回転させ、溶接トーチ12により管の突合せ部位の全周に亘って開先下向き溶接を施すように構成した。
(もっと読む)
ガスシールドアーク溶接方法
【課題】厚鋼板を狭開先(すなわち開先角度50°以下)で突合せ溶接する際に安定した溶け込みが得られ、初層の高温割れを防止し、かつ溶接ビードの外観が良好なガスシールドアーク溶接方法を提供する。
【解決手段】溶接トーチをオシレートさせながら溶接を行なうガスシールドアーク溶接方法において、オシレートの溶接線に平行な成分が10〜45mmの範囲内で毎分30〜150回オシレートさせながら開先角度50°以下のガスシールドアーク溶接を行なう。
(もっと読む)
溶接装置
【課題】安定したMIG溶接およびTIG溶接を施すことが可能な溶接装置を提供すること。
【解決手段】MIG電流AIwは、溶接対象材に対してワイヤが常に陽極側となる状態で流され、かつMIGベース電流値AIwbとMIGピーク電流値AIwpとを交互にとる波形とされており、TIG電流BIwは、溶接対象材に対してTIG電極が常に陰極側となる状態で流され、かつTIGベース電流値BIwbとTIGピーク電流値BIwpとを交互にとる波形とされており、MIG電流AIwがMIGピーク電流値AIwpをとる期間taと、TIG電流値BIwがTIGピーク電流値BIwpをとる期間tbとは、互いにシフトされている。このような構成により、MIGアークおよびTIGアークが途切れることが無く、また互いに及ぼしあう力を弱めることが可能であり、安定した溶接を行うことができる。
(もっと読む)
101 - 120 / 200
[ Back to top ]