
Fターム[4E001DD02]の内容
Fターム[4E001DD02]に分類される特許
161 - 180 / 200
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法。
【解決手段】 シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ipと平均時間幅Tpが所定範囲を満足する矩形波パルスが周期的に印可され、平均ベース電流Ibが所定範囲を満足するよう電流波形を制御し、溶接トーチの先端に取り付けられた磁気コイルから磁束密度3〜8MT、デューティー比30〜70%、周波数5〜30Hzの矩形波交流磁場を溶融池の表面に対して垂直方向に印加して溶融池を攪拌させながらアーク溶接を行う。
(もっと読む)
重ね隅肉溶接方法

【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
亜鉛めっき鋼板の消耗電極式アークスポット溶接方法
【課題】ギャップを有する板厚1mm未満の薄板亜鉛めっき鋼板の重ね溶接継手であっても、品質に優れる溶接を行うことができる亜鉛めっき鋼板の消耗電極式アークスポット溶接方法を提供する。
【解決手段】溶接作業を、アークを起動するスタート制御期間と、このスタート制御期間溶接に続き溶接を行う溶接出力制御期間と、この溶接出力制御期間に続きアーク消滅後の消耗電極の先端を整形する球滴制御期間に分ける。そして、シールドガスを炭酸ガスまたは炭酸ガスを主成分とするアルゴンとの混合ガスとし、アーク発生後の溶接出力制御期間における出力(アーク電圧Vavとワイヤ送給速度WF)を少なくとも3段階に変化させた後、所定の休止期間を設け、再び所定期間のアークを発生させた後、溶接を終了する。
(もっと読む)
MIGブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板、ステンレス鋼板をMIGブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定とする。
【解決手段】被接合材が炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間では、Heが20〜80%と残部がArからなる混合ガスを用い、また亜鉛めっき鋼板では、CO2が3〜6%と残部がAr、He、またはArとHeとの混合ガス、またはO2が2〜4%と残部がAr、He、またはArとHeからなる2種または3種の混合ガスを用い、炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間、炭素鋼板と亜鉛めっき鋼板間、ステンレス鋼板と亜鉛めっき鋼板間では、O21〜2%とHe20〜80%と残部がAr、またはO21〜2%と残部がArである混合ガスを用いる。
(もっと読む)
ガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法
【課題】 鋼材が200乃至300℃と高温の状態でも、スラグを容易に除去することができるガスシールドアーク溶接用ワイヤ及びガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量あたり、C:0.12質量%以下、Si:0.6乃至1.5質量%、Mn:0.8乃至1.8質量%、S:0.007乃至0.040質量%及びTi:0.03乃至0.18質量%を含有し、残部がFe及び不可避的不純物からなる組成で、直径が0.9乃至1.6mmのワイヤを使用し、ワイヤ突き出し長さを20乃至25mm、溶接電流を190乃至350A、溶接電圧を22乃至39Vとし、ワイヤをプラス極とした直流逆極性で下向き溶接し、酸化物換算で、スラグ全質量あたり、SiO2:37質量%以上、MnO:46質量%以下、TiO2:12質量%以下を含有し、下記数式で表されるAが0.50以上である組成のスラグを生成する。 (もっと読む)
(もっと読む)
長寿命の溶接電極及びその固定構造、溶接ヘッド並びに溶接方法
【課題】 溶接電極の耐久性を向上させ、溶接の作業効率の向上、交換時間の短縮をは図り、信頼性の高い溶接を長時間可能とする溶接電極の固定構造、溶接ヘッドを提供すること。
【解決手段】 溶接電極301を挿入するための挿入部304を有する固定台302の挿入部304に、熱伝導性材料303を介して溶接電極301の固定部305を挿入し、溶接電極301の固定部305の周面と固定台302とを均一に接触させて溶接電極301を固定台304に固定したことを特徴とする。
(もっと読む)
交流ティグ溶接方法
【課題】 交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、溶接トーチに磁気攪拌用の励磁コイルを装着することなく、かつ、溶融池に大きな攪拌・揺動を生じさせることなく、溶接部のブローホール発生を大幅に抑制することが本発明の課題である。
【解決手段】 本発明は、交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、前記交流電流Iwの交流周波数を溶融池に高周波振動によるキャビテーションを生じさせる範囲に設定し、溶融池内部からの気泡の放出を促進してブローホールの発生を減少させる交流ティグ溶接方法である。前記交流周波数の範囲は、5kHz以上35kHz以下である。
(もっと読む)
管体封止装置及び溶接部の気密試験方法
【課題】
簡単に管体封止装置の設置が行え、而も溶接後も管体外からの作業で管体封止装置の設置を可能とする。
【解決手段】
弾性材料により形成された中空ドーナツ状の膨縮チューブ12と、該膨縮チューブの開口部を閉塞する様に前記膨縮チューブに一体に設けられた隔壁16とを有し、前記膨縮チューブを膨張させて管体25内周面に押圧させ、管体断面を封止する様構成した。
(もっと読む)
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
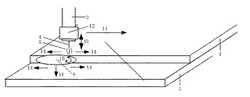
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
アルゴン/ヘリウム/水素混合物を用いたTIGブレーズ溶接方法
【課題】消耗溶接ワイヤを用いて、未被覆および/または亜鉛メッキ炭素鋼をTIGブレーズ溶接する方法において、鋼のブレーズ溶接の生産性と品質を改善すること。
【解決手段】TIG溶接トーチ、消耗ワイヤおよびシールドガスを用いて1またはそれ以上の鋼ワークピースをTIGブレーズ溶接するための方法において、シールドガスとして、5体積%未満のヘリウム、1体積%未満の水素、および残部のアルゴンを含有する、ヘリウムと水素とアルゴンから形成される三元ガス混合物を用いる。
(もっと読む)
アルミニウムの溶接装置
【課題】 酸化皮膜の除去効果を向上させ、電極ワイヤーの粉塵による溶接ムラを防止し、かつ、高い溶接電流でもパッカリングが抑止されるようにする。
【解決手段】 溶接部に電極ワイヤー2を送通する孔を有し、溶接電源からの電力を電極ワイヤー2に供給し、電極ワイヤー2と孔との間に隙間を形成するように構成し、隙間に溶接部の方向へシールドガスAを流すようにしたチップ9、チップ9の外周からシールドガスBを噴出する内部ノズル8、内部ノズル8の外周からシールドガスCを噴出する外部ノズル7を備えた溶接トーチを有し、シールドガスA及びシールドガスBをAr50%とHe50%の混合ガスとし、シールドガスCをAr100%のガスとし、シールドガスAの流量を0を超え、5L/min以下とし、シールドガスB及びシールドガスCの流量を25L/min以上、60L/min以下とする。
(もっと読む)
フッ素を含むフラックス芯つき電極
【課題】成形された溶接ビードにおいてガストラッキングが低下し、拡散可能な水素の量が低下した溶接電極の提供。
【解決手段】金属鞘および充填組成物からなるガス遮蔽した電気アーク溶接法においてガストラッキングが低下した溶接ビードを形成する芯つき電極であって、該充填組成物は、15-80重量%の金属酸化物スラグ形成剤、0.5-20重量%の少なくとも1つのフッ素含有化合物、および1-70重量%の金属脱酸素剤および/または金属合金化剤を含み、該金属酸化物スラグ形成剤の該重量%が該フッ素含有化合物のその重量%より大きく、該フッ素含有化合物が該充填組成物の重量%に基づいて少なくとも0.2重量%のフッ素をもたらす芯つき電極。
(もっと読む)
芯つき電極における変性されたフラックスシステム
【課題】水分取り込み性が減少した溶接電極、溶接ビード中の拡散性水素の量を減少させる溶接電極、ガス遮蔽された芯つき電極の使用を含む溶接法、フラックス系の水分取り込み性を低下させるためにフラックス系中にナトリウム−珪素−チタネート化合物を含む溶接電極の提供。
【解決手段】金属さやおよび充填組成物からなる低拡散性水素を有する溶接ビードを形成する水分取り込み性の低い芯つき電極において、該充填組成物が二酸化チタン、スラグ形成剤および水分抵抗性化合物を含み、該水分抵抗性化合物がチタン化合物、カリウム化合物、ナトリウム化合物およびコロイド状シリカを含む芯つき電極。
(もっと読む)
メタル系フラックス入りワイヤおよび溶接方法
【課題】 メタル系フラックス入りワイヤにおいて、スラグ材成分を規定し、かつグラファイトを所定の値の範囲内で添加することによりスラグ生成量を低減し良好な塗装性を確保できるメタル系フラックス入りワイヤを提供する。
【解決手段】 スラグ材の規制およびグラファイトの規定によりスラグ生成量を低くし、フラックス入りワイヤの塗装性を確保するために、ワイヤ全体の質量%で、グラファイト以外のC:0.001〜0.20%、グラファイト:0.10〜0.7%、SiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、前記グラファイト、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくとも前記フラックスとして含有させる。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
高品質ガスシールドアーク溶接装置
【課題】 容易かつ安価でしかも高品質な溶接を可能とするための溶接装置を提供する。
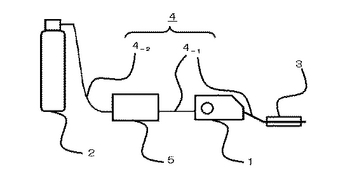
【解決手段】 シールドガスホース4によりシールドガス供給系統2に接続される溶接トーチ3を備えるアーク溶接装置1において、シールドガスホース4の出来るだけ溶接トーチ3に近い個所にシールドガス中の水分を除去するための精製装置5を介設すると共に、シールドガスホース4における精製装置5のシールドガス出口から溶接トーチ3のシールドガス出口に至る部分4−1を含んで少なくとも一部を、ガスバリア性及び高撥水性を備えるフレキシブルホースにより形成してなることを特徴とする高品質ガスシールドアーク溶接装置である。
 (もっと読む)
(もっと読む)
配管溶接施工方法
【課題】
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
付加的なZn/Al金属によって同種または異種金属または合金を含むワークピースの不活性ガス溶接または不活性ガス半田付けのための方法
本発明は、ワークピース(A)及び(B)が同種または異種金属または合金から成ることができ、鋼鉄、アルミニウム、マグネシウム、銅、または、それらの合金から形成される前記ワークピース(A)を、鋼鉄、アルミニウム、マグネシウム、銅、または、それらの合金から形成される前記ワークピース(B)に対して、付加的な溶融合金を用いて、不活性ガス溶接または不活性ガス半田付けを為す方法に関する。本発明に係る方法は、a)接続されるべき前記ワークピース同士を切端接触または重なり接触させる段階と、b)Zn/Al合金を含有している前記付加的な合金を溶融する段階と、c)前記の溶融された付加的な合金を前記の接触されたワークピースの接触点双方または該接触点双方の部分的な領域双方に付与する段階と、d)それら接続されたワークピースを冷却する段階と、の諸段階を特徴とし、少なくとも前記段階b)及びc)が不活性ガスを用いて実行されることと共に、それら段階b)及びc)が直ちに相次いで実行される。更に本発明はそうした方法で使用されるワイヤに関する。 (もっと読む)
溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型突き合せ継手のままあっても、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材側面を相互に突き合せた継手の表面側又は裏面側の少なくとも一方に金属酸化物の粉末と溶媒とを混合してなる溶け込み促進剤を塗布及び乾燥した後に、非消耗電極方式のアーク溶接を行う溶接方法において、前記継手部の表面側又は裏面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させ、その後に、反対側の残り継手部の裏面側又は表面側から板厚Tの1/2以上4/5以下の溶け込み深さまで溶融接合させることで板厚中央部分又はその近傍部分で相互に重なり合わせる。
(もっと読む)
161 - 180 / 200
[ Back to top ]