
Fターム[4E001DD09]の内容
Fターム[4E001DD09]に分類される特許
1 - 17 / 17
溶接方法
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
高融点の極細金属及び合金線の溶接方法及び高融点金属・合金細線接合体

【課題】融点が2000℃を超える金属又は合金極細線を開放大気中で溶接する技術とその接合体を提供する。
【解決手段】高融点金属又は合金の素線径が10−100μmの範囲とし、素線先端の突合せ角を20°以下であることを特徴とし、大気開放下でのCO2、N2Oの不活性ガスまたはH2還元ガスを混合したガス雰囲気で高電圧マイクロ放電の出力を調整することにより溶接を行う。
(もっと読む)
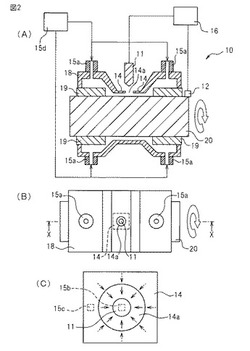
溶接方法及び溶接装置
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
フェライト系ステンレス鋼の溶接方法
【課題】シールドガスを用いてステンレス鋼を溶接する際に、TIG溶接での溶接部裏面のバックシールドガスにArガスを用いるのが一般的である。一方で、製造コスト低減のためにArバックシールドガス以外のガスを用いることも難しい状況にある。
【解決手段】シールドガスを用いてステンレス鋼を溶接する際に、溶接部裏面のバックシールドガスにArガスに窒素ガスを含有させた不活性ガスを用いることを特徴とする溶接部裏面の耐食性低下を抑制したフェライト系ステンレス鋼の溶接方法。
(もっと読む)
溶接金属の割れ感受性評価試験方法
【課題】 製造が難しい成分系の溶接ワイヤを開発する際において、より効率のよい溶接金属の割れ感受性評価試験方法を提供する。
【解決手段】 本発明は、溶接金属の割れ感受性を評価する試験方法において、該溶接金属と同じ成分を持つ鋼板を用い、該鋼板に、裏面よりスリット状の溝を所定の深さまで加工し、該鋼板を表面より溶加材を使用しないTIG溶接を行うことにより、該スリット状の溝に達する溶接金属を形成させることを特徴とし、必要に応じて、前記TIG溶接に際し、前記鋼板を予め拘束板で拘束すること及び/又はシールドガスとして、H2ガスを質量%で0.1〜5%含有するArガスを用いることを特徴とする。
(もっと読む)
レーザ・アークハイブリッド溶接方法
【課題】ステンレス鋼の溶接継手において、従来よりも高強度、高靱性を備えた継手を得ることができるレーザ・アークハイブリッド溶接方法の提供。
【解決手段】ステンレス鋼の溶接部位において、レーザヘッド2から照射されるレーザLとアーク溶接トーチ3から放電されるアークAとを重畳してレーザLによるプルームとアークAとを相互作用させると共に、上記溶接部位を含む溶接ガス雰囲気を、上記プルーム以外のガス体積比でN2を30体積%より多く含有する雰囲気に調節する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
ガスシールドアーク溶接方法
【課題】亜鉛を含むめっき鋼鈑の溶接において、ブローホールやピットなどの発生を効果的に抑制することのできるガスシールドアーク溶接方法を提供する。
【解決手段】本発明によって提供されるガスシールドアーク溶接方法は、亜鉛めっき鋼板である溶接母材P1,P2と溶接ワイヤWとの間にアークACを発生させるとともに、コンタクトチップ32を囲うように溶接母材P1,P2に対してシールドガスSGを噴出させるガスシールドアーク溶接方法であって、シールドガスSGには、主成分ガスにオゾンが添加された混合ガスが用いられる。
(もっと読む)
溶接部の品質を制御する方法
【課題】溶接部の品質を制御し、改善するための方法を提供する。
【解決手段】熱源の周囲にシールドガスカーテン7を生成する工程と、前記シールドガスカーテン7から放射状に外側に位置し、放射状に外側向きの速度成分を有するシュラウドガスカーテン16を生成する工程とを含む。前記シールドガスカーテンと前記シュラウドガスカーテンを構成することによって、結果として生じる前記溶接部の力学的な及び/又は表面の特性を制御する。また、シールドガスを実質的に溶接位置の周辺近くに閉じ込めて集中させる方法、及び溶接操作においてシールドガスを実質的に再生して再利用する方法に関する。
(もっと読む)
加熱切断方法
【課題】 高速切断や厚肉切断に際して切断品質の改善と切断プロセスの安定化を可能とする加熱切断方法を提供する。
【解決手段】 切断ガスを切断用ノズルに導入すると共に該切断用ノズルによって切断ガスを被加工物に導きながら切断ガスの体積流量を周期的に少なくとも減少させる形式の加熱切断方法。切断ガスの体積流量を700Hz〜8000Hzの周波数範囲内で周期的に繰り返し変化させる。
(もっと読む)
プラズマ切断方法
【課題】鋼板に代表される被切断材をプラズマ切断するに際し、ヒュームの発生を軽減させる。
【解決手段】プラズマトーチのノズルから被切断材に向けてプラズマアークを噴射して該被切断材を切断するプラズマ切断方法であって、プラズマガスとして周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスと、酸素又はアルゴン又は窒素を含むガスとの混合ガスを電極の周囲に供給して電極とノズル又は電極と被切断材との間に通電して形成したプラズマアークを被切断材に向けて噴射して該被切断材を切断するか、又は周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスを酸素又はアルゴン又は窒素ガスを主成分とするプラズマアークに添えて被切断材に向けて噴射して該被切断材を切断する。
(もっと読む)
表面上に溶接継手を作るための自動水中溶接装置及び自動水中溶接方法
本発明は、表面(2)上の溶接継手(3)の製造用の自動水中溶接装置に関し、電極(21)と共に、保護ガスの供給手段に接続される環状チャンネル(24)を形成する保護ケーシング(23)によって取り囲まれる電極(21)を有する溶接トーチ(20)を備える。溶接トーチ(20)は一組(30)の2つの同心ケーシング(31、32)の中心に軸線方向に配置され、2つのケーシングのうち少なくとも1つは面(2)に対して軸線方向に移動可能で且つ調節可能であり、2つのケーシングはこれらの間に、溶接領域を乾燥させるためと溶接領域から水を遠ざけておくための流れの注入用の環状ギャップ(34)を形成する。 (もっと読む)
ステンレス鋼の溶接方法及びステンレス鋼用溶接ワイヤ
【課題】ステンレス溶接において、アークが安定し、ポロシティ、溶接部の割れが発生しない、溶接方法及び溶接ワイヤを提供する。
【解決手段】ステンレス鋼を窒素混合シールドガスを用いてアーク溶接するに当り、ワイヤ成分としてCr、Mo、Al、Vの各成分を含有する溶接用ワイヤを使用し、これらのワイヤの配合成分がC:0.018wt%以下、Si:0.60〜1.30wt%、Mn:0.35〜1.00wt%、Mo:1.5〜3.0wt%、P:0.030wt%以下、S:0.030wt%以下、Cr:22.0〜30.0wt%、Al:0.03〜0.1wt%、V:0.05〜0.35wt%、残りFeであるもの。
(もっと読む)
高強度鋼材溶接部の強化方法
【課題】溶接部の硬さを容易に制御する技術を提供する。
【解決手段】C:0.05質量%未満を含有する高強度炭素鋼材を、プラズマ溶接方法により突合せ溶接する際に、炭化水素系ガスまたは/および酸化炭素系ガスからなる群の中から選ばれる1種または2種以上を含むガスと希ガスとの混合ガスを混合ガス比率30vol.%以上、80vol.%未満として、プラズマアーク照射部に供給して、炭素が富化したビード状の溶融凝固部を形成することを特徴とする高強度炭素鋼材溶接部の強化方法。
(もっと読む)
溶接装置
【課題】簡単な構成によりシールドガスの突出流量を抑制する溶接装置を提供する。
【解決手段】シールドガス供給源5と溶接トーチ20との間を連通するシールドガス流路31の途中位置にシールドガス流量制御手段を設けて、ガスバルブ30を開いたときにシールドガス流路31を流れるシールドガスの流量が予め設定されている設定流量よりも一時的に増大するのを抑制し、シールドガスの無駄な消費を抑えて、シールドガスの消費量を低減する。
(もっと読む)
窒素混合シールドガス溶接方法及び溶接用ワイヤ
【課題】 ガスシールドアーク溶接時において低コストで環境に優しい窒素シールドガスを用いる際のブローホールの発生を解消し得る溶接方法及び溶接用ワイヤの提供。
【解決手段】 軟鋼、490MPa級高張力鋼あるいは低合金鋼の窒素混合シールドガスアーク溶接に際し、Cr、Ti、AlとV、Ta、Zrのいずれか1種のうち、少なくともCr、Ti、Alをワイヤ成分中に含ませた溶接用ワイヤを使用して、これ等のワイヤ成分が窒素混合シールドガス中の窒素を固溶体及び窒化物として固定させるようにした窒素混合シールドガス溶接方法。この場合の溶接用ワイヤとしては、重量比で、C:0.09wt%以下、Si:0.45〜1.00wt%、Mn:0.40〜1.36wt%、Ti:0.3〜1.5wt%、Cr:18.50〜20.20wt%、Al:0.1〜0.3wt%を含み、残部がFeと不可避的不純物からなる構成とした。
(もっと読む)
プラズマ切断装置
【課題】 ステンレス鋼を良好な品質でプラズマ切断する。
【解決手段】 プラズマトーチ(6)にプラズマガスとして不活性ガス(窒素)を、アシストガスとして、空気よりも比重が重く且つ還元性を有する可燃性ガス(プロパン)あるいは前記可燃性ガス(プロパン)と不活性ガス(窒素)との混合ガスを供給する。アシストガス中の可燃性ガス(プロパン)は、プリフロー区間とアフターフロー区間では供給せず、プラズマアーク発生区間でのみ供給する。
(もっと読む)
1 - 17 / 17
[ Back to top ]