
Fターム[4E001DF01]の内容
Fターム[4E001DF01]に分類される特許
21 - 40 / 63
横向ガスシールドアーク溶接方法
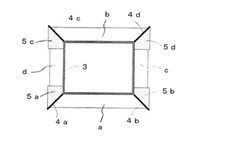
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
フラックス循環器

【課題】使用済みのフラックスを循環使用する際に、フラックスに混合したスラグを除去することができるフラックス循環器を提供する。
【解決手段】フラックスFを収容する第1ホッパ10と、ダストDを収容する第2ホッパ20と、ダストDを捕獲しながら空気を通過排出させるフィルタ30とを有し、第1ホッパ10には吸引系Aが設けられており、第2ホッパ20には排気系Eが設けられており、フィルタ30から空気を排気系Eを介して排気することによって、使用済みのフラックスFを第1ホッパ10に回収して再使用するフラックス循環器1であって、第1ホッパ10内には、吸引配管11の出口に対面する状態の位置に、第1ホッパ10内の天井付近に接続されて垂下する衝突板12と、衝突板12の下部近傍に設置された篩い器13を備え、第1ホッパ10の底部には、収容されたフラックスFを溶接部に供給する供給配管14が接続されていることを特徴とする。
(もっと読む)
多電極片面溶接装置のアークスタート方法および多電極片面溶接装置
【課題】アークスタートを自動化でき、アーク発生補助剤の使用量を低減することによって経済的、作業効率においても優れた多電極片面溶接装置のアークスタート方法および多電極片面溶接装置を提供する。
【解決手段】多電極片面溶接装置のアークスタート方法は、第1電極にアーク発生補助剤をセットする第1工程と、第1電極にアークを発生させ、その直後に溶接台車を走行させる第2工程と、第2電極に溶融プールの上でアークを発生させ、かつ、第2電極となるワイヤーの送給を、スローダウン速度で送給する第1段階と、送給を停止する第2段階と、ワイヤーの電圧値の変動に応じて可変する通常速度で送給する第3段階とによる3段階で制御する第3工程と、第3電極以降の電極に溶融プール上でアークを発生させ、かつ、第3電極以降の電極となるワイヤーの送給を前記第1〜第3段階の3段階で制御する第4工程とを行う。
(もっと読む)
銅合金条材の接合方法
【課題】溶接部の接合不良や銅合金条材の変形を防止し、且つ、溶接部の機械的強度を向上させることのできる銅合金条材の突合せ溶接による接合方法を提案する。
【解決手段】突合せ部10の両端部を含む両銅合金条材2,3の両側面部に、突合せ部10の長さの4〜20倍の長さを有する銅合金条材2,3と同等の材質からなる一対の補助接合部材20を面接触させ、この面接触状態で、突合せ部10を溶接ヘッド8により接合した後、一対の補助接合部材20を除去する。
(もっと読む)
鋼管のMIG溶接装置および溶接方法
【課題】クラッド鋼管を含むオーステナイト系ステンレス鋼管のMIG溶接方法を提供する。
【解決手段】溶接対象とする鋼管6同士を固定し、鋼管芯合わせを行い、バックシールドガス供給機能およびバックシールドガスの気密機能を持つクランプ装置7は、溶接開先11の背面に平行に銅製裏当て21を配置し、溶接開先11の背面と銅製裏当て21との間隔を0.1〜0.5mmの間隔に固定し、溶接開先11の背面と、銅製裏当て21および管内壁面をクランプし、鋼管芯合わせを行う鋼製クランプシュー26により構成されるバックシールドガスを充填する空間22を有する機構を備える。
(もっと読む)
裏当装置および溶接方法
【課題】片面自動溶接を行う際に、良好な溶接形状を得ることができる裏当装置および溶接方法を提供する。
【手段】被溶接鋼板同士E,Eを接続するための片面溶接装置1で使用され、フラックスを用いて溶接を行う裏当装置10であって、裏当装置10の全長は被溶接鋼板Eの溶接開先部M以上かつ最小限度の長さの第1裏当部材11aおよび第2裏当部材11bを有し、第1裏当部材11aが、溶接開先部Mに沿って配置され前記フラックスを載置する裏当銅板12と、裏当銅板12を溶接開先部M方向に摺動可能に支持する支持フレームとからなり、裏当銅板12は、所定長さを有する銅板片を連結部材により複数連結したものであり、第2裏当部材11bが、溶接開先部Mに沿って配置されるトラフフレームおよびこのトラフフレームに固定されフラックスが収納されるトラフ40であることを特徴とする。
(もっと読む)
片面溶接装置
【課題】溶接機ビーム上を走行する溶接台車による安定した溶接が可能な片面溶接装置を提供する。
【解決手段】直線的に設けられた溶接機ビーム10と、溶接機ビーム10の長さ方向に走行可能に、かつ、溶接機ビーム10の側面に沿って片持ち状態で吊り下げ支持された溶接台車20と、溶接線Mの裏側に配設された裏当装置30と、を有する片面溶接装置100であって、溶接機ビーム10の上面に、長さ方向に沿って互いに平行に延びるベアリングレール11および歯車ラック12を備え、溶接台車20が、ベアリングレール11および歯車ラック12にそれぞれ係合する第1、第2走行機構21,22と、溶接ワイヤ供給ノズル23と、溶接線位置検出機構24と、ノズル移動制御機構25と、を備えた片面溶接装置100を提供する。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
サブマージアーク溶接方法
【課題】容易に裏波ビードの酸化を防止可能な立向き姿勢のサブマージアーク溶接方法を提供する。
【解決手段】所定のギャップ31を備えて相対させた一対の鋼板1,2を立向き姿勢で溶接するサブマージアーク溶接方法であって、被覆部材32によって溶接箇所22の裏側を覆い、溶接箇所22の裏面に面してフラックスを滞留させる空間33を形成し、溶接箇所22の表面に供給するフラックスの一部を溶接箇所22の上方でギャップ31を通過させて当該空間33に供給しつつ、溶接トーチ12により溶接箇所22をアーク溶接する。
(もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
片面サブマージアーク溶接用裏当てフラックス及びこれを用いた片面サブマージアーク溶接方法
【課題】裏当てフラックスと被溶接鋼板の開先裏面との良好な密着性を確保することにより、形状、外観が安定し、健全な裏ビードを得ることができる片面サブマージアーク溶接用裏当てフラックス、及びこれを用いた片面サブマージアーク溶接方法を提供すること。
【解決手段】裏当てとして銅板とともに使用され、銅板上に一定厚さで散布された状態で該銅板とともに被溶接鋼板の開先裏面に押し当てられ、開先表面側から裏ビードを形成しながら溶接を行う片面サブマージアーク溶接法に用いられる片面サブマージアーク溶接用裏当てフラックスにおいて、粉化率が、3.0〜10.0%であることを特徴とする片面サブマージアーク溶接用裏当てフラックスである。また、当該裏当てフラックスを用いた片面サブマージアーク溶接方法である。
(もっと読む)
溶接鋼管の製造方法
【要 約】
【課 題】 溶接鋼管のシームをサブマージアーク溶接で接合するにあたって、両面1層盛り溶接を行ない、靭性に優れたHAZを有する溶接鋼管を製造する方法を提供する。
【解決手段】 溶接鋼管のシームの外面側と内面側をサブマージアーク溶接にてそれぞれ1層ずつ溶接する溶接鋼管の製造方法において、内面側の溶接における溶接入熱HIIN(J/cm)と外面側の溶接における溶接入熱HIOUT(J/cm)の比が1.1≦HIOUT/HIIN≦1.5を満足し、かつHIIN(J/cm)と溶接鋼管の厚みt(mm)がHIIN≦231×t1.56を満足する。
(もっと読む)
プラズマ溶接法およびこれに用いられるアウターガス
【課題】プラズマ溶接法により、板厚8mm以上のステンレス鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、ステンレス鋼のプラズマ溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに炭酸ガス0.5〜2vol%、残部不活性ガスの混合ガスを用いる。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
T型継手の溶接方法
【課題】 立板の裏面側に良好な裏波ビードを形成することができ、下板と立板とを溶接するときの作業性を高める。
【解決手段】 板材組付け工程において、立板2に設けた開先3の先端部3Aと下板1との間にギャップ5を形成した状態で、第1の溶接工程において、溶接ワイヤ7からギャップ5を通じて開先3の裏面3C側にアークを発生させることにより、開先3の裏面3C側に良好な裏波ビード8を形成する。そして、第2の溶接工程において、下板1、立板2の開先3、裏波ビード8を溶融させて1層目の溶接ビード9を形成することにより、下板1と立板2の開先3とを強固に接合することができる。この場合、板材組付け工程を実施した後に、第1の溶接工程と第2の溶接工程とを連続して実施することができるので、下板1と立板2とを溶接するときの作業性を高めることができる。
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
片面溶接装置
【課題】裏当装置の強度を確保したうえで、部品点数を削減することができる片面溶接装置を提供することを課題とする。
【解決手段】本発明は、被溶接部材Eを突き合わせてなる開先線Mの裏側に裏当フラックスWを密着させる裏当部10を備えた片面溶接装置であって、開先線Mの長手方向に平行に設けられた少なくとも二本の主梁H1と、この主梁H1同士を直角に連結し、長手方向に所定の間隔をあけて設けられた複数の連結梁H2と、を備えた土台フレームHと、連結梁H2の上に設置された昇降手段2と、昇降手段2によって昇降される架台フレーム3と、裏当部10を幅方向に移動できるように支持するとともに、幅方向に一群の裏当ローラ5を列設し、連結梁H2に対応する位置に配設した複数群の裏当ローラ部4と、裏当部10を幅方向に移動させる駆動機構と、裏当部10に、隣り合う裏当ローラ部4の間に長手方向に沿って設けられた補強部材19と、を有する。
(もっと読む)
21 - 40 / 63
[ Back to top ]