
Fターム[4E001DF01]の内容
Fターム[4E001DF01]に分類される特許
61 - 63 / 63
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に裏面側の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
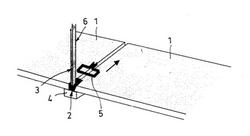
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2における溶接トーチ3と反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3の進行方向前方に高周波誘導加熱用のコイル5を配置し、突合せ部2が所定の温度になるように予め加熱しつつ、サブマージアーク溶接を行い、板継ぎする。
(もっと読む)
ステンレス鋼配管およびステンレス鋼管の接合方法

【課題】ステンレス鋼配管における接合部の内面にデッドスペースが生じることがなく、しかもヒュームに基づく金属微粒子による汚染が極めて少く、供給するガスが不純物で汚染されることがなく、接合部の耐食性が極めて良好なステンレス鋼配管を得る。
【解決手段】接合すべきステンレス鋼管の端部を突合わせて、管内をバックシールドガス雰囲気下、又は真空環境下として溶接して接合する際、管の壁の外側部分のみを溶融して溶融接合部Wを形成して接合する。バックシールドガス雰囲気下、又は真空環境下での酸化性ガスの含有量が10ppm以下とし、鋼管の端部の表面粗さを30μm以下とすることが好ましい。鋼管の肉厚tが1mmを越える場合、溶融接合部の溶け込み深さtwを、t−0.7≦tw<t(mm)とし、肉厚tが1mm以下の場合、溶融接合部の溶け込み深さtwを、t>tw≧0.3t(mm)とすることが好ましい。
(もっと読む)
裏当装置及びその搬送方法
【課題】 一体物として搬送することができ、搬送先での組立及び据え付け期間を短縮できる裏当ユニット構造体を提供する。
【解決手段】 仮止めされた被溶接材をその溶接線に沿って溶接する際に使用される裏当装置において、溶接線方向に延びる少なくとも2本の角パイプ状の台フレーム9とこれらの台フレーム9を相互に連結する連結フレーム23とを備えた台部2と、この台部2上に配置され溶接線に垂直の方向に被溶接材を移動させる移動装置4と、台部2上に搭載され被溶接材の溶接線の下方に配置される裏当部1と、を有し、各角パイプ状の台フレーム9は1体化された構造体である。これによって、裏当ユニット1と台部2とを組み合わせた裏当装置28を一体物として搬送し、据え付けることができ、据え付け期間を短縮して、生産性への悪影響を最小限とすることができる。
(もっと読む)
61 - 63 / 63
[ Back to top ]