
Fターム[4E001DF01]の内容
Fターム[4E001DF01]に分類される特許
1 - 20 / 63
バックシールド溶接方法およびこれを用いた溶接構造物
タービンロータ及びタービンロータの製造方法
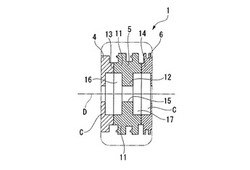
【課題】複数のロータセグメントからなるタービンロータにおいて、溶接継手部の裏側の処理が容易に実施できるタービンロータ。
【解決手段】複数のロータセグメント4,5,6が軸線D方向に互いに接合してなるタービンロータ1であって、ロータセグメント4,5,6は、軸線を中心とした円筒状をなし、軸線方向の端部が隣り合うロータセグメント同士で互いに溶接される溶接端面13,14とされた外筒部11と、外筒部の内周面から径方向内側に張り出すように形成され、軸線Dを中心とする孔部15を一体形状にて有する円板部12とを有するタービンロータ1。
(もっと読む)
2電極プラズマトーチによる溶接方法

【課題】 2電極プラズマ溶接において、溶接片端部における溶接不良を改善する。
【解決手段】 2電極配置空間に連通する2ノズルを有する2電極プラズマトーチ30を用いて、2ノズルの並び方向を溶接線と平行にしトーチと溶接片の一方を溶接線に沿う方向に走行駆動しつつ、各電極12a,12bでプラズマアークを発生し溶接するにおいて、先行極を予熱に設定し後行極を裏波形成溶接に設定し、後行極が溶接片の始端にあるときに、後行極のプラズマアークを起動し同時にトーチ走行駆動を低速で開始し、先行極がプラズマアークを起動した位置に後行極が到達すると、走行駆動を高速にかつ後行極のアーク電流とプラズマガス流量の両方又は片方を高く切換え、先行極が溶接片の後端に達する直前に先行極のプラズマアーク電流とプラズマガス流量の両方又は片方を下げて後端でプラズマアークを停止し、後行極が後端に達するとクレータ処理する。
(もっと読む)
溶接電源
【課題】作業効率を低下させないで、裏波ビードの溶け落ちを防ぐために母材を冷却することができる溶接電源PS1を提供する。
【解決手段】被覆アーク溶接棒2を用いて裏波溶接を行うための溶接電源PS1において、本溶接電流設定回路IWRが本溶接電流設定信号Iwrを出力し、低レベル電流設定回路LWRが高速パルスからなる低レベル電流設定信号Lwrを出力する。電流設定切り替え回路SWは、切り替え起動スイッチBSがHighレベル信号を出力している期間は低レベル電流設定信号Lwrを、Lowレベル信号を出力している期間は本溶接電流設定信号Iwrをそれぞれ電流設定制御信号Irとして出力する。電源主回路PMが電流設定制御信号Irに基づいて被覆アーク溶接棒2と母材4との間に電力を供給する。作業の効率を大幅に向上させることができ、溶接作業者の技量も不要である。
(もっと読む)
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
自動車用骨格部品
【課題】剛性に優れた自動車用骨格部品を得る。
【解決手段】本発明に係る自動車用骨格部品1は、断面形状が略ハット形状のフレーム部品3のフランジ部3aと、フランジ部3aに対向して配置するパネル部品5とを溶接して閉断面を構成する自動車用骨格部品1であって、溶接位置座標を、フランジ部3aとパネル部品5との接触位置の端部を0とし、フランジ部3aのフランジ外端側を(−)、略ハット形状における縦壁側を(+)とした座標系で表し、略ハット形状の縦壁部3bとフランジ部3aを繋ぐ円弧状部3cの半径をR(mm)としたときに、下式で表される位置Xを片側溶接方法にて連続溶接してなることを特徴とするものである。
+√(2Ra-a2)≧X>1.5 ただし、R≧2 (単位:mm)
a:溶接可能な間隙量
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
薄板部材の溶接方法、およびその溶接方法を用いた缶体の製造方法
【課題】金属性薄板同士の溶接時、余分な専用工具を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることのできる溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成されたひさし部2bが設けられ、両L字型端部1a、2aの接触面1c、2cが接し、前記ひさし部2bが第1の薄板部材1のL字型端部1aの頂部1bと所定の隙間Gを設けて覆うことで突き合わせ部20を形成され、加熱によって突き合わせ部20が溶融される。
(もっと読む)
サブマージアーク溶接装置および片面溶接装置
【課題】溶接の状況と装置の状況を同時に記録することにより、溶接不具合の原因の追跡および解析が容易となるサブマージアーク溶接装置および片面溶接装置を提供する。
【解決手段】サブマージアーク溶接装置は、溶接トーチ25と、溶接走行台車20と、走行レール10と、溶接電源27と、センサ26と、溶接制御手段21と、走行駆動手段22と、倣い駆動手段23とを備え、溶接制御手段21が、走行駆動手段22に対して溶接走行台車20の開先長さ方向への駆動を指示するとともに、センサ26が検出した開先位置に従って倣い駆動手段23に対して溶接走行台車20の開先幅方向への駆動を指示する駆動指示部212と、走行距離と溶接電流および溶接電圧の測定値とを関連付けて書き込むとともに、走行距離と倣い位置とを関連付けて書き込む書き込み部215と、を備える。
(もっと読む)
耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク
【課題】原油タンクに発生する全面腐食や局部腐食を大幅に軽減できる原油タンク用鋼材と、溶接継手および原油タンクを提供する。
【解決手段】mass%で、C:0.03〜0.16%、Si:0.05〜1.50%、Mn:0.1〜2.0%、P:0.025%以下、S:0.010%以下、Al:0.005〜0.10%、N:0.008%以下、Ge:0.001〜0.5%、Cu:0.03〜0.4%を含有し、かつ、W:0.01〜1.0%、Mo:0.01〜0.5%、Sn:0.005〜0.2%およびSb:0.005〜0.4%のうちから選ばれる1種または2種以上を含有する鋼材を溶接して原油タンクを製造するに際して、溶接金属部が、1<(溶接金属中のCu含有量/母材中のCu含有量)≦50、および、0.25≦(溶接金属中のCu含有量/溶接金属中のMo,Wの合計含有量)≦3、の関係を満たす溶接継手を形成する。
(もっと読む)
多電極溶接装置
【課題】エンドタブ上で複数の電極を同時期にアークスタートさせることを可能としつつ、アークスタート後に定常条件で被溶接材まで溶接を行うことを可能とすることで、溶接の作業効率の低下を防止し、かつ被溶接材への溶接品質を確保することのできる多電極溶接装置を提供すること。
【解決手段】溶接方向に並んで互いにワイヤ16a、16b、16c先端の高さ位置を異ならせた複数の電極14a、14b、14cを備えた多電極溶接装置であって、被溶接材2の溶接開始側端部に、電極数に応じた段数で、溶接方向後方に向かうにつれ各ワイヤ16a、16b、16c先端の高さ位置に応じた高さに段階的に底上げされた形状のエンドタブ6を備えることで、各電極14a、14b、14cそれぞれが対応する段の底部8a、8b、8cにて略同時期にアークスタートさせる。
(もっと読む)
溶接装置
【課題】溶接トーチによる溶接金属の狙い位置を固定することができ、溶接欠陥が生じることを防止し、さらにノズルの冷却を行って溶接金属がノズルの内部に付着することを確実に防止することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板8を開先溶接する溶接装置において、前記開先9に沿ってスライド可能な裏当材3であって、前記開先9をまたいで前記2枚の被溶接板8と接する基板6と、該基板6の一端から前記開先9内に突出する突出部7とを有する、裏当材3と、前記基板6上方の前記開先9内に溶接金属を供給する溶接トーチ2とを備え、前記溶接トーチ2は、前記突出部7を通過するノズル5とを有する。
(もっと読む)
アーク溶接時における溶接開始アークを発生させるためのタップピース
【課題】アーク溶接時における溶接開始のためのアークを発生させ、溶接部位の開始部分に付着して使用されるタップピースを提供する。
【解決手段】非伝導性材質からなるボディー41と、ボディーと結合可能な形状を有するが、一側がボディーに結合され、他側を露出させて、アーク溶接時における溶接開始アークを発生させるための伝導性材質からなるアーク発生部43とを備える。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
片面アーク溶接装置
【課題】片溶接欠陥が発生しないように溶接することができる片面アーク溶接装置を提供すること。
【解決手段】片面アーク溶接装置100は、溶接方向に延びる裏当部材21,22と、裏当部材21,22の側部にて裏当部材21,22の長手方向に配列され裏当部材21,22上に位置した被溶接鋼板1,2を磁気的に吸着する磁気吸着部材27〜29と、被溶接鋼板1,2の溶接線3に沿って移動し溶接ワイヤ5を送出する溶接トーチ4と、溶接ワイヤ5に電流を給電して溶接ワイヤ5と被溶接鋼板1,2との間にアークを生成するための溶接電源6と、を有する。溶接電源6は、溶接線3の溶接始端側に設置すると共に、各磁気吸着部材27〜29と溶接電源6の電源アース端子6bとを接続し、アース電流が、複数の磁気吸着部材27〜29と、溶接線3の溶接始端側から溶接終端側まで配置された架台フレーム101の溶接始端側と、を経由して溶接電源6に戻る。
(もっと読む)
溶接方法および溶接装置
【課題】溶接金属部の溶け込みを深くして被溶接物を確実に溶接すること。
【解決手段】被溶接物2と、被溶接物2の表面側に配設された電極4と、の間にアーク3を発生させることによって、被溶接物2の溶接端部2a同士を溶接する溶接方法であって、不活性ガスからなるシールドガス5を被溶接物2の表面側から電極4を囲むように供給するとともに、不活性ガスに酸素ガスが添加されてなるバックシールドガス9を被溶接物2の裏面側から供給する溶接方法を提供する。
(もっと読む)
耐高温割れ性に優れた溶接金属
【課題】軟鋼、高張力鋼等からなる鋼板の片面突合せ継手溶接の初層溶接部で問題となる耐高温割れ性に優れるとともに、靭性などの機械的性質に優れた溶接金属を提供することにある。
【解決手段】耐高温割れ性に優れた溶接金属は、鋼製外皮内にフラックスが充填されたフラックス入りワイヤにより溶接された溶接金属であって、C:0.03〜0.10質量%、Si:0.7質量%以下、Mn:0.5〜3.0質量%、Ti:0.05〜0.50質量%、Al:0.02〜0.10質量%、O:0.03〜0.10質量%、P:0.02質量%以下、S:0.02質量%以下、N:0.010〜0.03質量%、B:0.0003〜0.005質量%、を含有することを特徴とする。
(もっと読む)
片面溶接装置
【課題】片引きであっても回収散布台車(台車)を安定した状態で走行させることができる片面溶接装置を提供すること。
【解決手段】片面溶接装置1は、裏当銅板12を設けた裏当装置を具備し、溶接線方向に溶接を行う溶接機を具備してなる。裏当装置の裏当銅板の上面にフラックスFを散布・回収する回収散布台車51を備えている。回収散布台車51は、チェーン63による駆動機構60で牽引されて移動すると共に、支持構造体70の外側側面20aに設置されたガイド機構70によって支持されている。チェーン63は、牽引ブラケット65を介在して回収散布台車51に連結されると共に、回収散布台車51の片側方で牽引ブラケット65の一端部に支持される。牽引ブラケット65の他端部は、回収散布台車51の中央位置にて回収散布台車51に連結される。チェーン63と回収散布台車51は、片持ち状態で連結されて牽引される。
(もっと読む)
溶接方法および溶接装置
【課題】部材間に隙間が大きい場合や部材間の段差が大きい場合であっても、両部材を好適に溶接することができる溶接方法を提供する。
【解決手段】第一の部材P1と第二の部材P2の端面同士を溶接する溶接方法であって、端面同士を互いに一定距離離間させて配置させる位置決め工程と、端面同士を溶接ワイヤWにより溶接する溶接工程と、を備え、溶接工程では、溶接ワイヤを軸線C3方向の先端側に送り出す送り出し工程と、溶接ワイヤが第一の部材および第二の部材の少なくとも一方に接触した短絡位置と、溶接ワイヤが第一の部材および第二の部材から離間した離間位置と、の間を往復するように溶接ワイヤを移動させる距離調節移動工程と、短絡位置と離間位置とを結ぶ方向に交差する交差方向Zに溶接ワイヤを往復移動させる交差移動工程と、第一の部材および第二の部材と溶接ワイヤとの間に電圧を印加する給電工程と、をそれぞれ同時に行う。
(もっと読む)
1 - 20 / 63
[ Back to top ]