
Fターム[4E001DF02]の内容
Fターム[4E001DF02]に分類される特許
41 - 50 / 50
溶接部脆化割れ特性に優れた高強度溶接鋼管
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、溶接金属の肉厚方向の高さを0.2〜10%減少させることを特徴とする溶接金属の脆化割れ性に優れた溶接鋼管の製造方法。
(もっと読む)
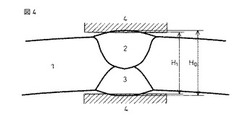
両面溶接方法及びその溶接構造物

【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状の健全な接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材からなる継手部の表面側又は裏面側に金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記溶け込み促進剤4a,4bを前記継手部3の表面側1a,2a又は裏面側1b,2bの一方に塗布及び乾燥した後に特定範囲の溶け込み深さH1までアーク溶接して溶融させ、その後に、前記溶け込み促進剤4a,4bを反対側の残り継手部3aの裏面側1b,2b又は表面側1a,2aに塗布及び乾燥した後に特定範囲の溶け込み深さH2までアーク溶接して溶融させる。
(もっと読む)
耐低温割れ性に優れたUO鋼管の製造方法およびUO鋼管
【課題】溶接金属の化学組成には何ら制限を加えず、しかも製造工程の効率を下げることなく、UO鋼管のシーム溶接部の溶接金属に発生する低温割れを防止するUO鋼管の製造方法を提供する。
【解決手段】先行するシーム溶接と後続するシーム溶接により形成されるUO鋼管のシーム溶接部において、先行するシーム溶接部の拡散性水素量の上限を制限すると共に、先行するシーム溶接の溶接金属の厚さをW1、後続するシーム溶接の溶接金属の厚さをW2とした時、W2/W1の比を0.6≦W2/W1≦0.8、あるいは1.2≦W2/W1≦2.5に規定することにより先行するシーム溶接の溶接金属内に発生する引張応力を低減する。
(もっと読む)
歪時効特性に優れた高強度溶接鋼管の製造方法
【課題】本発明は歪時効特性に優れるX120グレードの高強度溶接鋼管の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.12%、Si:≦0.5%、Mn:1.7〜3.0%、Al:0.01〜0.08%、Cu:≦0.8%、Ni:0.1〜1.0%、Cr:≦0.8%、Mo:≦0.8%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.003%、Ca:≦0.01%、REM:≦0.02%、N:0.001〜0.006%を含有し、0.21≦Pcm≦0.30、残部Feおよび不可避的不純物の鋼を、1000〜1200℃に再加熱し、950℃以下の温度域での累積圧下量≧67%の熱間圧延を行い、圧延終了後、700℃以上から冷却速度20〜80℃/sで加速冷却を開始し、250℃以下で冷却停止後、空冷し、250〜400℃に再加熱して製造した鋼板を管状に成形する。
(もっと読む)
溶接鋼管の製造方法
【課題】大掛かりな設備改造を行なうことなくスパイラル鋼管の製造に簡単に適用でき、その能率を大幅に向上させることができる溶接鋼管の製造方法を提供する。
【解決手段】本発明の溶接鋼管の製造方法では、スパイラル状に曲げられた熱延鋼帯の幅方向突合せ部を、まず、内面溶接機により内面溶接位置P1において内面側でサブマージアーク(SAW)溶接を実施した後、鋼管を溶接線に沿って約1周半した下流側に位置する高周波加熱コイル30に通電して外面溶接前の鋼帯突合せ部の予熱を行ない、しかる後、外面溶接機により外面溶接位置P2で外面側のSAW溶接を実施する。この場合、SAW溶接前の鋼板の幅方向端面突合せ部の表面温度は400℃以上にすることが好ましい。
(もっと読む)
溶接金属の耐水素脆化割れ特性に優れた高強度溶接鋼管とその製造方法
【課題】本発明は溶接部脆化割れ特性に優れた高強度溶接鋼管、及びその製造方法を提供する。
【解決手段】引張強度が850MPa以上でシーム溶接を内外面から行い、その後、拡管あるいは縮管矯正を行う溶接鋼管の製造法において、前記鋼管の内外面で先行する溶接金属の水素濃度が前記矯正までの間に常温で100g当たり、0.2cc以下であることを特徴とする溶接金属の耐水素脆化割れ特性に優れた溶接鋼管の製造方法、及び先行する溶接金属の水素濃度が常温で100g当たり、0.2cc以下であることを特徴とする溶接金属の耐水素脆化割れ特性に優れた溶接鋼管。
(もっと読む)
高強度溶接鋼管の製造方法
【課題】縦シーム溶接部の継手引張強度が950MPa以上の溶接鋼管の製造方法を提供する。
【解決手段】C:0.03〜0.12%、Si:≦0.5%、Mn:1.7〜3.0%、Al:0.01〜0.08%、P≦0.010%、S≦0.002%、Cu:≦0.8%、Ni:0.1〜1.0%、Cr:≦0.8%、Mo:≦0.8%、Ti:0.005〜0.025%、B:≦0.003%、Ca:≦0.01%、REM:≦0.02%、N:0.001〜0.006%、更にNb:0.01〜0.08%、V:≦0.10%、かつ0.06%≦Nb/2+V≦0.14%を満足する鋼を1000〜1200℃に再加熱後、950℃以下で累積圧下量≧67%の熱間圧延を行い、圧延終了後700℃以上の温度域から10〜30℃/sで冷却を開始し、550℃〜650℃の温度域で冷却停止後空冷し、管状に成形した後、縦シーム突合せ部をサブマージアーク溶接し更に拡管する。
(もっと読む)
靭性最適化溶接継手及びこの溶接継手を生成する方法
【課題】 最適化された靭性を有する溶接継手及びこの溶接継手を生成する方法を提供する。
【解決手段】 靭性最適化溶接継手(30)を生成する方法。溶接継手(30)の中央溶接部(33)に対して妥当な靭性を与えることになる溶接手順が作成されて用いられ、溶接継手(30)の表面溶接部(35)に妥当な靭性を与えることになる溶接手順が作成されて用いられる。
(もっと読む)
41 - 50 / 50
[ Back to top ]