
Fターム[4E001DF09]の内容
Fターム[4E001DF09]に分類される特許
61 - 80 / 188
テンパービード溶接方法
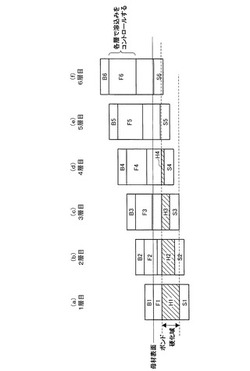
【課題】作業効率を低下させることなく、良好なテンパー効果を得る。
【解決手段】母材に発生した硬化域(H1)を、2層目以降の溶接をする際の溶接熱により焼き戻すテンパービード溶接をする際に、1層目の溶接と2層目以降の溶接をするときの、溶接速度及び溶接ワイヤ供給量を同一にする。また、1層目の溶接をするときの溶接電流値に対して、2層目以降の溶接をするときの溶接電流値を大きくする。更に、少なくとも2層目の溶接による熱に起因して発生する焼き戻し域(S1)の底が、硬化域(H1)の底よりも深く、しかも、2層目以降の溶接による熱に起因して発生する焼き戻し域(S1〜S6)が深さ方向に関して一部重複するように各層の溶接をするときの溶接電流値を設定する。
(もっと読む)
マグ溶接の短絡電流制御方法

【課題】マグ溶接において、スプレー移行形態における溶接状態の安定性を向上させる。
【解決手段】溶接ワイヤ1と母材2との短絡Sdを検出し、この短絡中の短絡電流の上昇速度を制御するマグ溶接の短絡電流制御方法において、短絡Sdの期間長さが基準期間未満であるときは微小短絡であると判別して微小短絡の発生頻度Ndを算出し、この微小短絡の発生頻度Ndに応じてインダクタンス設定値Lrを変化させることによって短絡電流の上昇速度を変化させる。この微小短絡の発生頻度Ndとして、単位時間当たりの微小短絡の回数を使用する。これにより、スプレー移行形態であることを正確に判別して短絡電流の上昇速度を適正化するので、溶接性能が向上する。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法および消耗電極式ガスシールドアーク溶接システム
【課題】安価な炭酸ガスをシールドガスとして用いた場合であってもスパッタ量を低減でき、多層盛り溶接等においても高溶着量を得ることができる消耗電極式ガスシールドアーク溶接方法および消耗電極式ガスシールドアーク溶接システムを提供する。
【解決手段】シールドガスGとして炭酸ガスを用い、1周期あたりパルスピーク電流レベルおよび/またはパルス幅の異なる2種類のパルス波形を交互に出力し、1周期あたり1溶滴を移行させるパルスアークを先行極アークとして用いて溶融池Mを形成し、通電加熱されたフィラーワイヤ6bを後行極として溶融池Mに挿入し、通電加熱距離Exを200〜500×10−3[m]とし、先行極ベース電流値が後行極フィラー電流値よりも大きくなるように設定する。
(もっと読む)
溶接プロセスを停止させる方法および溶接装置
【課題】溶接終了時における大きい径の球の形成を防止する。
【解決手段】プロセスの停止段階において短絡が形成されると、出力電流を、短絡をクリアするのに充分なレベルに制御する212。短絡がクリアされたら、低電流レベルに制御する216。この低電流レベルは大きい球の形成を防止できる程度に低い。短絡が発生しなくなるまで以上のステップを繰返えす。ワイヤフィード速度をモニターし、ワイヤフィード速度が閾値以下に落ちると、停止操作が開始される。停止操作はMIG溶接、パルススプレー溶接及び短絡移行溶接において行なわれる。アーク電圧をモニターしてアークの状態を判定する。ユーザーからの停止指令を受信するとこれに応答してモーター停止が指令され、モーターの制動が制御される。閾値に達する前で停止信号を受信した後に、少なくとも1つの出力パラメータを低下させてもよい。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ溶接装置
【課題】 高温割れ,アンダーカットを生じることなく安定したアークでプラズマアーク溶接をより高速化。
【解決手段】 先頭電極空間1a,1以上の中間電極空間1bおよび後尾電極空間1cと、溶接方向yの一直線上に分布し各電極空間にそれぞれが連通し前記一直線と平行な溶接線に対向して開いた3個以上の開口4a,4b,4cと、を備えるインサートチップ1。該インサートチップの各電極空間に各先端部を挿入した複数の電極2a,2b,2cと、を備えるプラズマトーチ。先頭電極2aに予熱電力を給電する第1電源18ap,18awと、中間電極2bに裏ビード形成電力を給電する第2電源18bp,18bwと、後尾電極2cになめ付け電力を給電する第3電源18cp,18cwと、を備えるプラズマ溶接装置。先頭電極又は中間電極のプラズマアークにより裏ビードを形成し、他の電極のTIGアークで予熱又はなめ付けをするプラズマ溶接装置。
(もっと読む)
ハイブリッドプラズマ溶接方法,ハイブリッドプラズマトーチおよびハイブリッド溶接装置
【課題】 比較的に低パワーのレーザ投射によっても、表面が滑らかな溶接ビードが得られる高速溶接を可能にする。
【解決手段】 トーチ先端側でトーチ中心軸CLに近づくように傾斜して該トーチ中心軸に関して溶接方向yの上流側と下流側に配置した複数のプラズマ放電電極8a,8bのそれぞれと溶接対象材12との間のプラズマアークで溶接対象材をプラズマアーク溶接するとともに、中心軸CLを中心としトーチ先端に向けて収束するレーザビーム13を、溶接方向で上流側のプラズマ放電電極8bのプラズマアークによる溶融プールに投射して裏方向への溶込みを深くし、該レーザビーム投射による溶接部の表方向の盛上りを、下流側のプラズマ放電電極8aによるプラズマアーク溶接で平滑化する。
(もっと読む)
レーザ・アークろう付け方法
【課題】 ろう材にフラックスが含まれていなくても、表面領域の材料が異なる2種の金属板を良好にろう付けできるようにする。
【解決手段】 2種の異なる金属板105、106の表面領域の材料を洗浄又は蒸発させるのに必要な出力を有するレーザ光107、108を、金属板105、106のそれぞれに個別に照射する。そして、レーザ光107、108よりも、ろう付け進行方向Aの後方側の領域において、フラックスレスのろう材109を、ろう付け進行方向Aに移動させながら、レーザ光107、108が照射された後の接合予定箇所の方向に送給し、ろう材109と、接合予定箇所との間の不活性雰囲気中にアークを発生させ、ろう材109を溶融し、金属板105、106をろう付けする。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
プラズマアーク溶接方法
【課題】簡便な方法により、再現性よく安定した裏ビード形成が可能であり、ブローホールの発生がなく良好な溶接ビード品質を得ることが可能なプラズマアーク溶接方法を提供する。
【解決手段】非キーホール溶接状態と、キーホール溶接状態とを周期的に変化させるプラズマアーク溶接方法であって、プラズマガスの流量を制御して非キーホール溶接状態とし、非キーホール溶接状態時のプラズマガスに添加用プラズマガスを周期的に供給することにより、プラズマガスの圧力を瞬間的に大きくしてキーホール溶接状態とすることを特徴とするプラズマアーク溶接方法である。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置
【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法。
【課題】 チタン等の特殊な部材で溶接を行うとき、プリフロー時間を10秒〜20秒も必要とし、プリフローが終了し溶接が何時開始されるのか判断するのが難しい。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
(もっと読む)
パルスアーク溶接の終了制御方法
【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球の底部にスラグが付着しないように制御して、次のアークスタート性を良好にすること。
【解決手段】溶接ワイヤに臨界値以上のピーク電流Ipと臨海地未満のベース電流Ibとを繰り返し通電して溶接するパルスアーク溶接方法にあって、溶接を終了する際に最終ピーク電流LIpの通電を判別すると臨界値未満の範囲で予め定めた最終ベース電流LIbを予め定めた最終ベース期間LTbだけ通電して溶接を終了するパルスアーク溶接の終了制御方法において、前記最終ベース電流LIbは、前記最終ベース期間LTb中の時間経過に伴ってその値が増加する電流である。電流値を増加させることによって、溶融球に持ち上げ力を作用させて、スラグを底部から側部へと移動させる。
(もっと読む)
非消耗電極アーク溶接制御方法
【課題】フィラーワイヤを送給しながら行う非消耗電極アーク溶接において、アーク長を一定に保つトーチ高さ制御を行なっても、フィラーワイヤの挿入高さを常に所定値に維持することができるようにする。
【解決手段】溶接中の非消耗電極1の消耗に伴うアーク長Laの変化を抑制するトーチ高さ制御を行うと共に、取付部材51を介してトーチ4に取り付けられたワイヤガイド52内を通ってフィラーワイヤ5を送給しながら溶接する非消耗電極アーク溶接制御方法において、前記フィラーワイヤ5のアーク発生部への挿入高さLhが一定になるように前記取付部材51を前記トーチ4の長手軸方向に昇降制御する。これにより、アーク長制御に伴うフィラーワイヤ5の挿入高さの変化を抑制することができ、良好な溶接品質を得ることができる。
(もっと読む)
構造材の表面改質装置及びその方法
【課題】簡便で小型の溶接改質装置により、短期間で溶接金属の耐食性を改善することができる構造材の表面改質装置及びその方法を提供する。
【解決手段】溶接トーチ部2と表面改質トーチ部3とを有する構造材の表面改質装置1において、前記溶接トーチ部2と表面改質トーチ部3を移動可能な連結部材17により連結するとともに、前記表面改質トーチ部3は、前記溶接トーチ部2で形成された溶接金属22の表面にチタン含有溶液を噴射しアナターゼ型酸化チタン層からなる表面改質層21を形成する。
(もっと読む)
溶接積層装置、該装置の製造方法及び使用方法
本発明は、低温溶接を使用した積層装置の溶接方法に関するものである。また、該積層装置内におけるシートの蝋付けコアブロックを破壊しない溶接部を有する積層装置も記載する。また、該装置を保守するための溶接部を有する新規積層装置も記載する。  (もっと読む)
(もっと読む)
レーザ溶接用またはレーザ・アークハイブリッド溶接用の引張強さが1100MPa以上の高張力鋼板の製造方法
【課題】 レーザ・アークハイブリッド溶接により溶接される、主たる組織がマルテンサイトである引張強さが1100MPa以上の超高張力鋼板において、鋼板、継手の良好な靭性を確保し、かつ、溶接熱影響部の軟化を抑制して、継手の引張強さも合わせて1100MPa以上を確保できる高張力鋼板の製造方法を提供することを課題とする。
【解決手段】 各元素の成分範囲を適正化し、かつ、鋼板の変態組織を確実にマルテンサイト組織とするために炭素当量を0.45〜1.2%とし、さらに、溶接熱影響部の軟化を抑制するために、析出強化元素に係わるNb当量を0.09〜0.80%とした鋼片を用いて、再加熱焼入や加工熱処理工程によって鋼板を製造するに際して、特に溶接熱影響部軟化抑制のために、550℃超〜Ac1変態点未満で焼戻しを行うことを特徴とする。
(もっと読む)
銅合金条材の接合方法
【課題】溶接部の接合不良や銅合金条材の変形を防止し、且つ、溶接部の機械的強度を向上させることのできる銅合金条材の突合せ溶接による接合方法を提案する。
【解決手段】突合せ部10の両端部を含む両銅合金条材2,3の両側面部に、突合せ部10の長さの4〜20倍の長さを有する銅合金条材2,3と同等の材質からなる一対の補助接合部材20を面接触させ、この面接触状態で、突合せ部10を溶接ヘッド8により接合した後、一対の補助接合部材20を除去する。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
中空電極アーク・レーザ同軸複合溶接方法
【課題】従来のレーザ・アーク複合溶接では困難であった低出力レーザで深い溶け込みの安定した溶接ビードが得られる中空電極アーク・レーザ同軸複合溶接方法を提供する。
【解決手段】中空電極16を用い、該電極の内外に不活性ガスを主成分とするガスを流しながら、電極先端からアーク放電を行い、且つ、前記中空電極の内側にレーザを軸方向に照射して母材を溶接する中空電極アーク・レーザ同軸複合溶接方法において、前記電極は、先端部周囲に中心軸に対して傾斜したテーパ部16Aが形成されていると共に、該テーパ部の先端に厚さ方向に連続する溝部16Bが、該先端部周囲の対向する2箇所に形成されている。
(もっと読む)
61 - 80 / 188
[ Back to top ]