
Fターム[4E001DF09]の内容
Fターム[4E001DF09]に分類される特許
121 - 140 / 188
プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置
【課題】バックシールド治具に不活性ガスを充満させて裏波ビードの酸化を防止し、裏波ビード形状を安定できるプラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置を提供する。
【解決手段】バックシールド治具9とワーク2の間に隙間を設けて、治具9内の余剰な不活性ガスと、トーチ54からのプラズマ流をスムーズに外部に排出することにより、開先部21での上下からのガスの衝突を防止でき、スムーズにプラズマが開先部21を通過できる。これにより良好なプラズマアーク形状を得ることができ、酸化を防止しながら安定した裏波ビードを形成できる。
(もっと読む)
2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置

【課題】2ワイヤ溶接を円滑に行うことが可能な2ワイヤ溶接トーチおよびこれを用いた2ワイヤ溶接装置を提供すること。
【解決手段】溶接方向前方に位置するワイヤWAおよび上記溶接方向後方に位置するワイヤWBを保持するワイヤ保持手段2を備える2ワイヤ溶接トーチA1であって、ワイヤ保持手段2は、1ワイヤWAおよびワイヤWBの先端間距離Lを変更可能に構成されている。このような構成により、ワイヤWA,WB間の先端距離Lを溶接母材の板厚や溶接速度に適した大きさに設定することが可能であり、円滑な2ワイヤ溶接を実現することができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 被溶接物にレーザビームを照射しながら第1ワイヤを送給し前記被溶接物との間でアーク溶接を行う際、前記レーザビームと前記アーク溶接で形成した溶融池に少なくとも1本の第2ワイヤを供給する複合溶接方法と複合溶接装置に関する。
【解決手段】 被溶接物2の溶接位置にレーザビーム1を照射しながら前記溶接位置に第1ワイヤ12を送給して前記被溶接物2との間でアーク溶接を同時に行う複合溶接方法において、前記レーザビーム1と前記アーク溶接で形成した溶融池14に少なくとも1本の第2ワイヤ13を供給することによって、アーク電流を上げることなく、溶着量を上げることができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 レーザと第1ワイヤによるアーク溶接で形成した溶融池に第2ワイヤを供給する溶接において、レーザ出力と前記第1ワイヤの送給速度と前記第2ワイヤの送給速度との何れも溶接速度に比例して調整する複合溶接方法と複合溶接装置に関する。
【解決手段】 演算手段20は、前記レーザ発生手段9のレーザ出力と前記アーク発生手段13から制御される前記第1ワイヤ3の送給速度と前記第2ワイヤ7の送給速度の何れも前記溶接速度に比例するよう演算処理を行うことによって良好な溶接を行うと共に、溶接パラメータの設定を容易にすることができる。
(もっと読む)
レーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボット
【課題】溶接ロボットに用いられるレーザ・アークハイブリッド溶接装置に関してコンパクト化し、トーチに種々のケーブル等が接続されていてもアーム部が効率的に動作し動作範囲の制約が軽減されるレーザ・アークハイブリッド溶接装置の設置方法及び溶接ロボットを提供すること。
【解決手段】手首部26に連接される複数のアーム部24、25を有するロボット2に、トーチ41と、ワイヤ送給部42と、電源部45と、レーザ発振器51と、レーザ光伝送手段52とを有するレーザ・アークハイブリッド溶接装置4を設置した溶接ロボット1であって、前記ワイヤ送給部42が前記手首部26に連接されるアーム部25に配置され、前記電源部45及びレーザ発振器51が前記複数のアーム部24、25以外の位置に配置されている。
(もっと読む)
アーク溶接のガス制御方法
【課題】ティグ溶接において、本電流値及び溶接時間が変化してもアフターフロー期間を自動的に適正化することができるようにする。
【解決手段】溶接部2にシールドガス5を放流しながら少なくとも本電流Imrを含む溶接電流Iwを通電して溶接を行い、溶接終了に際して前記溶接電流Iwの通電を停止し、この通電停止後も予め定めたアフターフロ期間Tarだけ前記シールドガス5の放流を継続するアーク溶接のガス制御方法において、前記溶接電流Iwの積分値Siを算出し、この積分値Siを入力として予め定めた期間設定関数TARによって前記アフターフロー期間Tarを適正値に設定する。これにより、溶接時間が短いときは無駄なアフターフロー期間のシールドガスの放流を防止することができる。また、溶接時間が長い場合でも、電極及び溶融池の酸化を防止することができる。
(もっと読む)
GMA溶接方法
【課題】 溶接部の特性をさらに向上させた溶接を行なうことが可能なGMA溶接方法を提供する。
【解決手段】 GMA溶接装置10は、ノズル11、コンタクトチップ12、溶接ワイヤ13、ワイヤ送給ローラ14、ワイヤ送給制御装置15、及びアーク溶接電源17を備えている。GMA溶接装置10では、シールドガス16に含まれるO2及びCO2のいずれかの酸化性ガスを従来より少なくすることにより、母材20の溶融池21の酸素濃度を従来より低い50〜310重量ppmに低下させ、溶接速度を0.4m/min以下とする。このため、溶融池21中の対流の方向を溶融池21の中心から溶融池21の底部に向かう方向にすることができ、より深い溶け込み形状の溶融池21を得ることが可能となる。
(もっと読む)
溶接継手構造、この溶接継手構造を備えた構造物及び鋼床版
【課題】繰り返し荷重に対して高い耐久性を有する溶接継手構造、構造物、及び鋼床版を提供することを目的とすること。
【解決手段】鋼材10と、一方側の面に開先部22が形成され前記鋼材10の加工面11に前記開先部22を含む端部23を接して配置される補鋼材21とを備え、前記鋼材10と前記補鋼材21とが前記開先部22に溶接金属Mを充填した接続部により接続した溶接継手構造Wであって、前記溶接金属Mによる脆化部は、前記接続部の亀裂進展部位Fの領域外に形成されることを特徴とする。
(もっと読む)
切断装置及び切断方法
【課題】設備を大型化することなく、また、サイクル時間を長くすることなく、重量及び寸法の大きな鋼板等の板材を正確に切断することができる切断装置を提供する。
【解決手段】板材101上に標された基準線を撮影するカメラ5と、板材を切断する切断手段6と、カメラ5及び切断手段6を移動操作する移動操作手段と、カメラ5により撮影された画像を画像処理して基準線の位置座標を検出し、検出した基準線の位置座標を切断手段6の座標系に変換し板材101の板原点座標を検出する制御手段7,8とを備え、制御手段7,8は、板材101の板原点座標に基づいて、切断手段6の座標系に従って、切断手段6により板材101を切断する。
(もっと読む)
マルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた溶接熱影響部を有する鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、少なくとも1層の溶接パスによる溶接熱サイクルにより鋼管内表層のピーク温度Tpで950℃以上に加熱されたHAZに、耐粒界応力腐食割れ性を向上させる熱サイクルが付与されるように、その後の溶接パスを調整して溶接する。具体的には、少なくとも1回の溶接パスを、TpがA1点超えでかつ950℃以下の温度となる溶接パスとし、続く溶接パスをTpがA1点以下となる溶接パスとする。また、その後の溶接パスを、TpがA1点以下となる溶接パスとし、かつ該その後の溶接パスの総入熱パラメータPtotalが12500以下又は14500以上となる溶接パスとする。
(もっと読む)
多電極サブマージアーク溶接法
【課題】天然ガス、原油輸送用ラインパイプ等、あるいは構造用パイプ等用途に供される大径溶接鋼管の製管溶接に好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う、例えば、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lとする。L≧2+0.04×v(1)v:溶接速度 [cm/min](1)
(もっと読む)
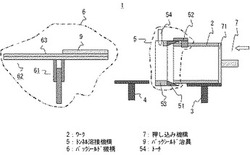
重ね隅肉接合材の設置方法及び構造
【課題】アルミニウム板と鋼板とを重ね隅肉溶接して得られる接合材における接合部たる継手部分の耐食性を、より簡便な手法により効果的に向上せしめ得る重ね隅肉接合材の設置方法及び構造を提供すること。
【解決手段】アルミニウム板12と鋼板14とを重ね隅肉溶接して得られる接合材10を組み付けて、目的とする構造体の少なくとも一部を形成するに際して、接合材10における溶接ビード形成側の面を、前記構造体において腐食因子が接触する側に位置せしめると共に、かかる接合材10における前記アルミニウム板12部位が、接合材10における前記鋼板14側のビード止端部20よりも鉛直方向上方に位置するように、かかる接合材10を配設するようにした。
(もっと読む)
溶接装置及び溶接方法
【課題】本発明の目的は、加工法の制限や製品構造及び加工設備構造の制限を無くすことにより、溶接のための装置を簡素化し、製品品質を安定させることが可能な溶接装置及び溶接方法を提供することにある。
【解決手段】電源装置1と、トーチ2と、初期放電吸収部材3と、トーチ2から放電される電流により溶接される被溶接物Wの保持部5とを備えた溶接装置に関する。
初期放電吸収部材3はアースされているとともに、被溶接物Wは直接的に若しくは保持部5を介して間接的にアースされている。
(もっと読む)
レーザ・アーク複合溶接ヘッド
【課題】溶接欠陥を抑制して、良好なビードを形成することができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】レーザ光照射とアーク放電とを行って、レーザ溶接とアーク溶接とを併用し、亜鉛めっき鋼板51を重ね溶接するレーザ・アーク複合溶接ヘッドであって、入力されたレーザ光Lを亜鉛めっき鋼板51に対して集光、照射するレーザトーチ11と、レーザトーチ11よりも溶接方向上流側に設けられ、亜鉛めっき鋼板51との間でアークAを発生させるアーク電極23と、アーク電極23の溶滴移行形態を短絡移行となるように制御するアーク制御装置24とを備え、レーザトーチ11とアーク電極23とを、レーザ光照射位置とアーク照射位置との間の距離が1.0mm〜5.0mmとなるように配置する。
(もっと読む)
Ni基溶接材料を用いた溶接方法
【課題】耐延性低下割れ性能が良好なERNi−Cr−Fe−7Aからなる溶接材料を用いた場合に、溶接部における割れの発生を回避することができるNi基溶接材料を用いた溶接方法を提供する。
【解決手段】Ni基溶接材料を用いた溶接方法が提供される。この溶接方法において、まず鋼材1に対してERNiCr−3からなる溶接材料を用いて溶接を施して鋼材1上に溶接ルート部初層3が形成される。この溶接ルート部初層3上にCr含有量が30%のERNi−Cr−Fe−7AからなるNi基溶接材料により溶接が施されて、溶接部2が形成される。
(もっと読む)
溶接方法及び溶接装置
【課題】高い生産性を確保するとともに溶接箇所の外観品質を向上させることができる溶接方法及び溶接装置を提供する。
【解決手段】溶接予定部2を上に向けた状態で溶接予定部2が水平面Hに対して所定角度αをなすように母材1を傾斜させ、溶接予定部2に沿って該溶接予定部2の上部側から下部側へ母材1に対して溶接トーチ21を相対的に移動させて溶接予定部2をパルス溶接する。溶接予定部2が水平面に対してなす角度は60〜90度程度が好ましい。
(もっと読む)
プラズマ切断方法及びプラズマ切断装置
【課題】磁気ぶきの影響を軽減することができるプラズマ切断方法と、プラズマ切断装置を提供する。
【解決手段】プラズマトーチ10から被切断材Aに向けてプラズマアークを噴射しつつ該プラズマトーチを移動させて被切断材を切断するプラズマ切断方法であって、プラズマトーチ10によって被切断材Aに形成された切溝4の対向する部位(切断面4a、4b、上表面5a、5b)を磁性体6〜8を介して接続する。これにより、磁極としての機能を有する切溝4の対向する部位を短絡して閉ループ化する。
(もっと読む)
プラズマミグ溶接方法
【課題】プラズマミグ溶接を、溶け落ちが発生しやすいアーク又はスパッタ付着のない高品質なビード外観が要求されるワークにも適用することができるようにする。
【解決手段】シールドガスノズル43内に配置された溶接ワイヤ11及びプラズマ電極12を備えた溶接トーチを用い、溶接ワイヤ11によるミグアーク31及びプラズマ電極12によるプラズマアーク32を同時に発生させて溶接するプラズマミグ溶接方法において、溶接モード選択信号を設け、溶接モード選択信号がプラズマミブ溶接モードであるときはプラズマアーク32及びミグアーク31を同時に発生させる上記のプラズマミグ溶接を行い、溶接モード選択信号がプラズマ溶接モードであるときはプラズマアーク32を発生させると共にミグアーク31は発生させないで溶接ワイヤ11のみを送給し、溶接ワイヤ11をプラズマアーク32によって溶融しながら溶接を行う。
(もっと読む)
鋼管の溶接方法
【課題】大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにする。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士の接合部における気密性及び水密性を向上させることができる接合構造物の製造方法を提供することを課題とする。
【解決手段】接合構造物の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に表面Aから摩擦攪拌を行う第一接合工程と、突合部J1に裏面Bから摩擦攪拌を行う第二接合工程と、側面C,Dにおいて突合部J1に沿って凹溝K1を形成する凹溝形成工程と、凹溝K1に継手部材Hを挿入する継手部材挿入工程と、接合構造物1と継手部材Hとの突合部J2,J3に表面Aから摩擦攪拌を行う第三接合工程と、突合部J2,J3に裏面Bから摩擦攪拌を行う第四接合工程と、突合部J2,J3において、第三接合工程で形成された塑性化領域W3と第四接合工程で形成された塑性化領域W4との間に形成された未塑性化領域に対して溶接を行う側面溶接工程と、を含んでいることを特徴としている。
(もっと読む)
121 - 140 / 188
[ Back to top ]