
Fターム[4E001DG01]の内容
Fターム[4E001DG01]の下位に属するFターム
Fターム[4E001DG01]に分類される特許
41 - 60 / 116
Zn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックス
【課題】フッ化アルミン酸を必須成分として含み、チキソトロピー性を有し、Zn−Al−Mg合金めっき鋼板の溶融溶接部への塗布性にすぐれ、塗布に際して、液垂れを起こさず、しかも、鋼板への接着性にすぐれ、更に、塗膜の乾燥性が適度である、Zn−Al−Mg合金めっき鋼板溶融溶接用のペースト状フラックスであって、溶融溶接部に塗布することによって、溶接時の溶融金属脆化割れを防止することができるフラックスを提供する。
【解決手段】本発明によれば、有機溶媒、樹脂、フッ化アルミン酸カリウム及びジベンジリデンソルビトール、トリベンジリデンソルビトール及びこれらの誘導体よりなる群から選ばれる少なくとも1種のベンジリデンソルビトール系ゲル化剤を含有することを特徴とするZn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックスが提供される。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
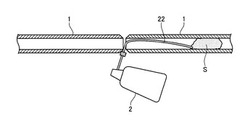
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
円周曲面へのチューブ溶接方法

【課題】チューブの端部の円周表面への隅肉溶接に開先加工角度を必要とせず、裏波1パス溶接を可能とする溶接技術を提供すること。
【解決手段】溶接されるチューブの端部との接合部となる、ドラム等の円周表面部分を水平面状に加工する工程と、端部が直角面加工されたチューブを、ドラム等の水平加工された部分に突合わせ位置決め後、仮付け溶接する工程と、接合部表面に深溶け込み活性剤を塗布する工程と、接合部を自動TIG溶接によりワンパスで裏波溶接を行う工程と、からなる。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
Zn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置
【課題】Zn含有物質被覆溶接母材をレーザ・アークハイブリッド溶接する場合に、Zn含有物質がレーザ・アークハイブリッド溶接に影響を及ぼすことが抑制されるZn含有物質被覆材料の溶接方法及びレーザ・アークハイブリッド溶接装置を提供すること。
【解決手段】溶接トーチ11と、ワイヤ送給部12と、電源部13と、レーザトーチ23と、レーザ発振器21と、前記レーザ発振器21で生成されたレーザ光を前記レーザトーチ23に伝送するレーザ光伝送手段22と、を備えたレーザ・アークハイブリッド溶接装置1であって、前記溶接母材Wのビード形成予定部Bの光反射率を測定する光反射率測定手段27を有し、前記溶接トーチ11及びレーザトーチ23が通過する前に前記光反射率に基づいてビード形成予定部BのZn含有物質の残留量を確認するように構成されていることを特徴とする。
(もっと読む)
異材継手構造及び異材継手の製造方法
【課題】比較的低コストで、異材継手の溶接部における燐及び硫黄に起因する割れを防止する。
【解決手段】ニッケル基合金製部材2とステンレス鋼製部材3とを接合する異材継手構造1において、ステンレス鋼製部材3の端部に肉盛溶接により設けられ、ステンレス鋼製部材3の材料よりも燐含有量及び硫黄含有量が低いステンレス鋼からなる溶接肉盛部4と、溶接肉盛部4とニッケル基合金製部材2の端部とを繋ぐニッケル基合金からなる溶接部5とを備える。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
溶接鋼管の製造方法
【課題】石油や天然ガスの採掘および輸送に使用される高強度高靱性な溶接鋼管、特にシーム溶接部の余盛高さが低く均一な溶接鋼管の製造方法を提供する。
【解決手段】両幅端に開先加工を行った板厚15mm以上の鋼板を幅方向に筒状に冷間加工し、その突合せ部に仮付け溶接を行った後に、内外面1層ずつの多電極サブマージアーク溶接によってシーム溶接する溶接鋼管の製造方法において、内面側溶接、外面側溶接の少なくとも一方のシーム溶接を行う前に、開先断面積を全長に渡って連続測定して平均値を求め、当該平均値をもとに、または溶接直前において求めたものをもとに、溶接ビードの余盛高さが0.1mm以上3.0mm以下になるように溶接する。
(もっと読む)
狭開先MAG溶接装置
【課題】大型圧力容器など厚肉の大型構造物の溶接に対して、開先を狭くするとともに、開先の片側に障害物があっても溶接可能な狭開先MAG溶接装置を開発・提供することにある。
【解決手段】溶接装置において、溶接ワイヤ(6)に曲げ癖を付けるベンディングユニット(1)を、狭開先(K)の中心線に対して非同一線状に配置して溶接することを特徴とする狭開先MAG溶接装置であり、狭開先(K)に挿入する直線形状の狭開先トーチ(2)と、ベンディングユニット(1)との間に、円弧状のブロック(3a)、あるいはS字状のブロック(3b)を介して設け、さらに、ベンディングユニット(1)において、送給ローラ(1b)の手前に、該送給ローラ(1b)の中心であって、レバー(1d)に溶接ワイヤ(6)を円弧状に、かつ、左右に振るローラ(1c)を設け、該レバーを左右に振ることを特徴とする狭開先MAG溶接装置である。
(もっと読む)
耐熱鋼品の溶接補修方法及び溶接補修部を有する耐熱鋼品
【課題】低サイクル疲労特性に優れ、かつ、簡易な設備で実現可能な耐熱鋼品の溶接補修方法及び溶接補修部を有する耐熱鋼品を提供する。
【解決手段】第1工程では、母材10の溶接補修対象部12に形成された開先14に対して、被覆アーク溶接を用いたバタリング溶接を行い、バタリング溶接部20を形成する。第2工程では、TIGリメルト処理を行い、バタリング溶接部を溶融した後に凝固させてTIGリメルト処理部30を形成する。第3工程では、被覆アーク溶接によりバタリング溶接を行い、TIGリメルト処理部上に第1本溶接部40を形成する。第4工程では、被覆アーク溶接により本溶接を行い、第1本溶接部上に第2本溶接部50を形成する。
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 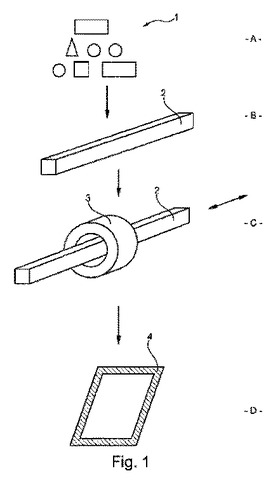 (もっと読む)
(もっと読む)
配管の亀裂箇所の点検修理方法
【課題】 配管の亀裂箇所の点検修理を容易に、かつ確実に行うことができる点検修理方法を提供する。
【解決手段】 配管1の亀裂箇所3の点検修理方法であって、前記配管1の亀裂3aを超音波探傷検査により検出し、該超音波探傷検査により検出した亀裂箇所3の近傍に前記配管1を貫通する点検修理用孔4、5を設け、該点検修理用孔4、5内に撮像手段10及び修理手段12を挿入し、前記撮像手段10により前記亀裂箇所3を目視しながら、前記修理手段12により前記亀裂箇所3の修理を行い、この後に、前記撮像手段10及び前記修理手段12を前記点検修理用孔4、5から抜き出し、前記点検修理用孔4、5を閉塞手段で閉塞する。
(もっと読む)
オーステナイト系ステンレス鋼からなる溶接材料およびそれを用いた応力腐食割れ予防保全方法ならびに粒界腐食予防保全方法
【課題】原子力発電プラントなどにおける装置類、配管などのオーステナイト系ステンレス鋼の溶接接合部における応力腐食割れなどの発生や進展を防止できる溶接材料およびこの溶接材料を用いた予防保全方法を提供すること。
【解決手段】C:0.01wt%以下、Si:0.5wt%以下、Mn:0.5wt%以下、P:0.005wt%以下、S:0.005wt%以下、Ni:15.0〜40.0wt%、Cr:20.0〜30.0wt%、N:0.01wt%以下、O:0.01wt%以下を含有するオーステナイト系ステンレス鋼からなる溶接材料1である。特に、Bの含有率が3wtppm以下であることが特徴である。
(もっと読む)
溶接継手部の保全装置及び保全方法
【課題】圧力容器に設けられる複数のノズルの溶接継手部を短期間で保全できる溶接継手部の保全装置及び保全方法を提供する。
【解決手段】原子炉の圧力容器1に複数設けられたノズル3と配管4との間に形成される溶接継手部5の内面に肉盛溶接をする溶接継手部5の保全装置6において、圧力容器1の上方に圧力容器1の中心軸回りに回転可能な構造体7を配置し、構造体7に圧力容器1内に上下に離間して配置される一対の基部9、10を吊設し、これら基部9、10に、ノズル3内に挿入されると共に溶接継手部5の内面に開先加工し、かつ、肉盛溶接するノズルプラグ装置13、14をレール部材11、12を介して径方向に移動可能に、かつ、基部9、10間に位置するように設けると共に、一方のノズルプラグ装置13が圧力容器1の中心部にあるとき他方のノズルプラグ装置14を圧力容器1の外周部に退避させるように他方のレール部材12が一方のノズルプラグ装置13の移動方向と交差する方向に移動可能に設けられたものである。
(もっと読む)
多電極サブマージアーク溶接法
【課題】天然ガス、原油輸送用ラインパイプ等、あるいは構造用パイプ等用途に供される大径溶接鋼管の製管溶接に好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】第1、第2電極の溶接ワイヤをワイヤ径3.2mm以下、溶接速度80cm/min以上とする3電極以上の多電極サブマージアーク溶接方法であって、散布前のフラックス粒子間の大気成分をN2を含まないガスで置換し、且つ、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う、例えば、フラックス散布位置の前縁から、溶融池後方までを大気混入防止のためのシールドカバーで覆う際、最終電極の溶接ワイヤ突出部の先端から後方側へ少なくとも式(1)を満たす距離Lとする。L≧2+0.04×v(1)v:溶接速度 [cm/min](1)
(もっと読む)
燃料電池用改質器の製造方法
【課題】安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供する。
【解決手段】それぞれ正面視して長方形状の第1、第2の扁平皿形容器11、12の周縁に設けられた鍔部15、16を仕切り板17を介して重ね合わせたケーシング10が複数並べられ、ケーシング10内には改質材が配置され、しかも第1、第2の扁平皿形容器11、12の傾斜部18〜21に設けられた接続用配管22〜25に連結用配管44〜47を接続した燃料電池用改質器の製造方法において、接続用配管22〜25の一端部と連結用配管44〜47の一端部には、それぞれフランジ28、48が設けられ、各フランジ28、48を当接させてその各側端の位置を合わせ、位置合わせしたフランジ28、48の側端を溶加金属無しで溶接する。
(もっと読む)
溶接ワイヤーの端部を成形する方法および装置
本発明は、挿通処置用に所定材料と所定直径を有する溶接ワイヤー(13)の端部を成形する方法に関し、ここで溶接ワイヤー(13)は溶接トーチ(10)内に配置されたコンタクト管を通る少なくとも1つのワイヤーコア(12)を介してワイヤー貯蔵部から給送されており、かつこれに対応した装置に関する。溶接ワイヤー(13)の端部を自動化成形できるようにすべく、本発明によれば、挿通処置前に、電源(2)に接続したコンタクト板(30)と溶接ワイヤー(13)との間に、溶接ワイヤー(13)の材料と直径の関数として電弧(15)を発生させ、溶接ワイヤー(13)の端部を成形し、ここで溶接ワイヤー(13)の端部を半球状に成形し、溶接ワイヤー(13)の半球状端部の直径は溶接ワイヤー(13)の直径を実質超過させない。  (もっと読む)
(もっと読む)
プラズマ溶接法
【課題】被溶接物の端部にタブ板を取り付けてプラズマ溶接をする際、溶接トーチのインサートチップに溶融金属が付着することがなく、安定なアークが形成でき、良好な溶接ビードができるようにする。
【解決手段】被溶接物31、31の溶接線P上の端部にタブ板32、32を取り付けて被溶接物をプラズマ溶接する際、タブ板として、二つ割り構造のものを用い、このタブ板間の間隙E1、E2を1.5〜4.5mmとする。被溶接物間の間隙と前記タブ板間の間隙とを同一とすることが好ましい。また、タブ板として、被溶接物の溶接線上に直径1.5〜4.5mmの貫通孔を形成したものを用いることもでき、被溶接物間の間隙と前記タブ板の貫通孔の直径とを同一とすることが好ましい。
(もっと読む)
金属物品を処理する方法及びその処理方法により製造した物品
【課題】金属物品を処理する方法及びその処理方法により製造した物品を提供する。
【解決手段】金属物品を処理する本方法は、表面を備えた物品上にクラッディング(2)を融接するステップと、クラッディング(2)を圧縮硬化深さ処理加工するステップとを含むことができる。クラッディングの外表面から測定した平均圧縮硬化深さは、該クラッディングの厚さよりも大きくすることができる。本明細書に含まれるのはまた、本方法により製造した物品である。
(もっと読む)
41 - 60 / 116
[ Back to top ]