
Fターム[4E001DG01]の内容
Fターム[4E001DG01]の下位に属するFターム
Fターム[4E001DG01]に分類される特許
101 - 116 / 116
トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置
【課題】ディファレンシャル装置ではピニオンシャフトの脱落を防止するために、ピニオンシャフトとデフケースに凹部を加工する上に、係止部材が必要であり、それだけコスト高になっている。部材と部材を固定するためのに、従来接合困難であったトルク伝達部材を接合する。
【解決手段】 鉄系材料からなる第1のトルク伝達部材3とアルミニューム合金で鋳造された第2のトルク伝達部材5を、それぞれに緊密な親和性を持つアルミ系の溶接材料である他の部材7を介して溶接により接合する。
(もっと読む)
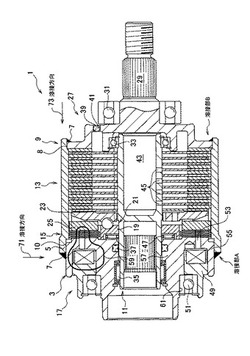
低圧タービンにおける溶接されたロータの製造方法
【課題】低圧タービンにおける最終段に対して問題なく高い強度の鋼を使用することができる、低圧タービンにおいて溶接されたロータの製造方法を提供すること。
【解決手段】低圧タービンにおける溶接されたロータ10の製造方法において、1)第1の鍛造部品12,13の最小降伏点を700MPaとするとともに、第2の鍛造部品11,14を鉄のほか、3.5%のNi、1.5%のCr、0.35%のMo、0.1%のV及び0.25%のCから成る熱処理された3.5NiCrMoV鋼で形成するステップと、2)溶接材料から成る塗布層20を第2の鍛造部品の表面19に塗布するステップと、3)溶接後、塗布層である溶接材料及び熱影響域を第1の応力除去焼なましによって軟化させるステップと、4)溶接箇所が形成されるように第1及び第2の鍛造部品を組み立て、溶接箇所を、溶接部15,16が形成されるよう溶接材料によって充填するステップと、5)溶接後、溶接部に第2の応力除去焼なましを施すステップとを行う。 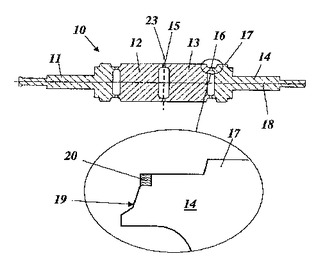 (もっと読む)
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造

【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 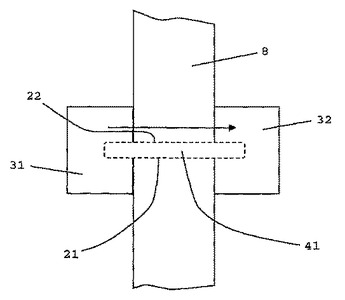 (もっと読む)
(もっと読む)
ホイールの製造方法
【課題】 溶接予定箇所のメッキを容易に且つ綺麗に除去可能となし、リムに対してメッキを施したホイールを安価に且つ効率的に製造可能なホイールの製造方法を提供する。
【解決手段】 リム2とディスクとからなる2ピースタイプのホイールの製造方法であって、ホイール構成部材としてのリム2に対してクロムメッキ処理を施した後、リム内周面におけるディスクとの溶接予定箇所RWを研磨ベルト20により研磨して、該溶接予定箇所RWのメッキを除去し、その後ディスクをリム2に内嵌固定してから、該溶接予定箇所RWに沿ってディスクとリムとを溶接接合する。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状の健全な接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材からなる継手部の表面側又は裏面側に金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記溶け込み促進剤4a,4bを前記継手部3の表面側1a,2a又は裏面側1b,2bの一方に塗布及び乾燥した後に特定範囲の溶け込み深さH1までアーク溶接して溶融させ、その後に、前記溶け込み促進剤4a,4bを反対側の残り継手部3aの裏面側1b,2b又は表面側1a,2aに塗布及び乾燥した後に特定範囲の溶け込み深さH2までアーク溶接して溶融させる。
(もっと読む)
3ピースホイールのメッキ除去装置
【課題】 インナリムとアウタリムとの重合部における溶接予定箇所のメッキを容易に且つ綺麗に除去可能な3ピースホイールのメッキ除去装置を提供する。
【解決手段】 インナリム2Bとアウタリム2Aとディスクとからなる3ピースホイールにおけるリム2A、2B同士の重合部2aから円筒状の胴体部2bに連なる湾曲部外周面の溶接予定箇所Rのメッキを除去するメッキ除去装置であって、リム2Aを回転自在に支持する支持手段11と、支持手段11に支持されたリムを外周側から保持する少なくとも3本の保持ローラ34と、保持ローラ34にて保持したリム2Aを回転駆動する回転駆動手段67と、リム2Aの湾曲部外周面の溶接予定箇所Rを研磨布紙13で研磨して、該溶接予定箇所Rのメッキを除去する研磨手段とを備えた。
(もっと読む)
継手
【課題】 本発明の課題は、アルミニウムからなる部材に機械的ストレスをかけることなくステンレス鋼からなる継手を形成し、その接合部の信頼性と強度を保つことができる、アルミニウムの材質からなる部材にステンレス鋼の継手を形成する手段を提供することである。
【解決手段】 ステンレス鋼の表面に亜鉛層を形成し、亜鉛層の表面とアルミニウムの間にそれら金属の合金層を形成することによりアルミニウム製の中間部品を接合し、さらにその中間部材を電子ビーム溶接でアルミニウムの母体に接合させる。
(もっと読む)
亜鉛系めっき鋼板の溶接方法
【課題】 亜鉛系めっき鋼板をアーク溶接又はレーザー溶接する際、溶接箇所裏面に白い粉状の酸化亜鉛が発生・付着すること防止した溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の被溶接箇所裏面に樹脂被覆層を形成した後、表面側から前記溶接箇所をアーク溶接又はレーザー溶接する。めっき層表面に形成された樹脂層により酸素の供給が遮断されるため、溶接の際に酸化亜鉛の生成が抑制され、溶接箇所裏面への白色粉末の付着が抑制される。
(もっと読む)
溶接結合を製作する方法、ならびに溶接結合を補修する方法
本発明は、内面(8および9)、外面(6および7)、およびこれらをつなぐ端面(10および12)をそれぞれ有する第1および第2の構成部品(1および2)の間で溶接結合を製作する方法に関するものであり、前記第1の構成部品(1)は内面側のめっき(14)を支持するフェライトの本体(13)で構成され、その端面(15)はNi基合金からなる緩衝層(16)を備え、前記第2の構成部品(2)はオーステナイト材料で形成されている。この方法は次のステップを有する:a)それぞれの前記端面(10および12)が溶接溝(18)を相互の間に形成するように前記両方の構成部品(1および2)が互いに配置されるステップと、b)前記溶接溝(18)に、前記第2の構成部品(2)の前記端面(12)と前記めっき(14)とを連結するオーステナイト材料からなる基部(25)が溶接されるステップと、c)前記基部(25)に、前記めっき(14)の端面(24)および前記第2の構成部品(2)の前記端面(12)と結合される、少なくとも90%のニッケルを含むニッケル合金からなる中間層(28)が溶着されるステップと、d)次いで、まだ残っている前記溶接溝(18)にニッケル基溶加材を用いて溶接継目(19)が生成されるステップ。 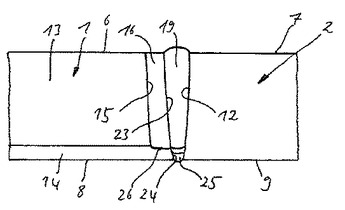 (もっと読む)
(もっと読む)
溶接部のガスパージ装置
【課題】
容器のマンホール本体に、鏡板を裏波溶接して閉止する際に、裏波溶接部分近傍に限定して容器内に不活性のガスを充填し酸素濃度を低く維持するガスパージ治具を提供する。
【解決手段】
マンホール本体内でガスパージ治具の傘部を展開して内部空間4とガスパージ領域外容器内部空間5とを区画する。その区画後においても、ガスパージ治具の傘先端キャップ
18に通気口53を設けてあるので、不活性ガスを充填しないガスパージ領域外容器内部空間5と容器外空間54とが内筒11を通して通気できる。そのため、不活性ガスを充填するガスパージ領域である内部空間4を両空間の圧力差による通気の経路とならずにすみ、よって内部空間4が通気された場合に生じる不活性ガスの内部空間4からの流出および内部空間4内への空気の流入を防止できる。このようにして不活性ガスを充填後の内部空間4内の酸素濃度の増加を防止する。
(もっと読む)
H形鋼の製造方法及び製造装置
【課題】 溶接により生じる歪みの矯正工程と仮付け溶接工程が不要なH形鋼の製造方法及び製造装置の提供。
【解決手段】 溶接によって生じるウェッブ板方向の反り度合に対応して、予めウェッブ板方向とは反対方向の逆反りをフランジ板に付与して溶接処理するH形鋼の製造方法;ウェッブ板とフランジ板との隅部を斜め上方から溶接処理するH形鋼の製造方法。ウェッブ板方向とは対方向の逆反りをフランジ板に付与する逆反りローラー機構部と溶接機構部とを備えたH形鋼の製造装置;ウェッブ板とフランジ板との隅部を斜め上方から溶接処理する溶接機を備えたH形鋼の製造装置。
(もっと読む)
HAZの排除及び低減によって合金鋼溶接継手の寿命を延長する方法
【課題】溶接後熱処理を避け、かつ熱影響域を低減又は排除するために、塗布及び熱処理技術を使用して金属片を互いに溶接する方法を提供する。
【解決手段】一実施形態では、本発明は、第1のニッケルベース金属充填材を用いて、第1の金属片の表面をその後の溶接から第1の金属片の熱影響域を隔離するのに十分な厚みで塗布する段階と、少なくとも第1の金属片の熱影響域を熱処理する段階と、第1のニッケルベース金属充填材と同じ組成を有する第2のニッケルベース金属充填材を用いて、第2の金属片の表面をその後の溶接から第2の金属片の熱影響域を隔離するのに十分な厚みで塗布する段階と、少なくとも第2の金属片の熱影響域を熱処理する段階と、第1及び第2のニッケルベース金属充填材と同じ組成を有する第3のニッケルベース金属充填材を用いて、熱処理された第1の塗布表面を熱処理された第2の塗布表面に溶接する段階とを含む、2つの金属片を互いに溶接する方法を提供する。
(もっと読む)
亜鉛めっき鋼部品の溶接方法
【課題】ガルバニック被覆の蒸発を最低限に抑え、それによって溶接技術の適用を容易にするために、第1と第2の亜鉛めっき金属部品の間に合金化可能材料の層を迅速かつ容易に適用する改善された方法を提供する。
【解決手段】ガルバニック被覆11を施された表面を有する第1の金属部品10を用意するステップと、ある表面を有する第2の金属部品を用意するステップとを備える最初のステップを含む。ある材料12を、第1の金属部品の表面に施されたガルバニック被覆の表面、または第2の金属部品の表面の少なくともいずれかの一部分の上に吹き付ける。第1と第2の金属部品の表面を重ね合わせの関係に配置し、溶接プロセスを実施して第1と第2の金属部品を一体に溶接する。溶接プロセス中、吹き付けられた材料がガルバニック被覆と反応してガルバニック被覆の蒸発を最低限に抑える。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】 高強度鋼板のスポット溶接において、継手の疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 降伏応力が270MPa以上で、かつ板厚が1.0〜3.6mmの高強度鋼板のスポット溶接方法において、片面からプラズマにより接合部に貫通穴を形成した後、該貫通孔内に、降伏応力が270MPaで、オーステナイトからマルテンサイトまたはベイナイトに変態を開始する温度が200〜350℃である溶接金属を形成することにより溶接する高強度鋼板のスポット溶接方法溶接。
(もっと読む)
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 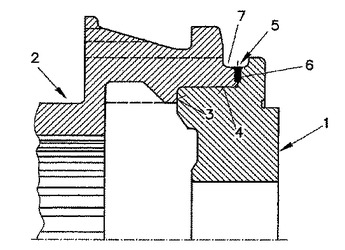 (もっと読む)
(もっと読む)
101 - 116 / 116
[ Back to top ]