
Fターム[4E001DG01]の内容
Fターム[4E001DG01]の下位に属するFターム
Fターム[4E001DG01]に分類される特許
1 - 20 / 116
インライン検査方法およびインライン検査装置ならびにプラズマ−MIG溶接方法
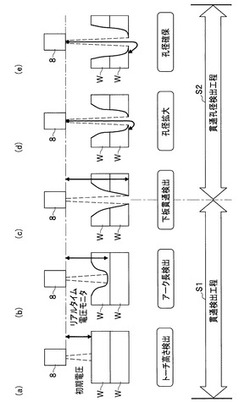
【課題】所望の強度を実現できるような貫通孔が形成されているかインラインで検査することのできるインライン検査方法および装置を提供すること。
【解決手段】インライン検査方法は、重ね合わせた複数のワークWを貫通溶接する際、貫通孔をインラインで検査する方法である。インライン検査装置10は、ワークに形成された貫通孔の下孔径とプラズマアーク溶接のアーク電圧との関係を示す検量線データをワークの板厚および溶接条件ごとに記憶する記憶手段12と、処理手段13とを備え、処理手段13は、プラズマアーク溶接中のアーク電圧を監視し、アーク電圧に基づいて重ね合わせた複数のワークが貫通したことを検出する貫通検出工程S1と、アーク電圧を監視し、ワークの貫通から所定時間経過した後に測定されたアーク電圧を検量線データと照合することで、形成された貫通孔の下孔径を検出する貫通孔径検出工程S2とを実行する。
(もっと読む)
Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するNi基耐熱合金用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.06〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:45〜55%、Cr:25〜35%、W:7.0〜13.0%、Ti:0.2超〜1.5%、Al<0.1%及びN:0.002〜0.20%を含み、残部がFe及び不純物からなり、不純物中のO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するNi基耐熱合金用溶接材料。この溶接材料は、Feの一部に代えてNb≦1.0%を含んでもよい。(2)上記のNi基耐熱合金用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたNi基耐熱合金の母材とからなる溶接継手。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法

【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法
【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
アーク溶接装置及びアーク溶接方法
【課題】一組の隣接する被溶接端子の間隔が、他の隣接する被溶接端子の間隔よりも大きい場合でも、被溶接端子の溶け過ぎを防止することが可能となる、アーク溶接装置及びアーク溶接方法を提案する。
【解決手段】本発明に係るアーク溶接装置10は、複数のリード端子32・32・・・が突出して直線状に並んだ電子部品31・31・・・に対して、リード端子32・32・・・のアーク溶接を順に行うものであって、一組の隣接するリード端子32・32の間隔が、他の隣接するリード端子32・32の間隔よりも大きい場合に、電子部品31・31・・・で互いに隣接するリード端子32・32・・・の間にダミー端子42・42・・・を配置することにより、ダミー端子42・42・・・とリード端子32・32・・・との間隔D3と、他の隣接するリード端子32・32・・・の間隔D1と、を均一にする。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
金属リングの製造方法
【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
裏置きビード溶接法
【課題】立て板側においても滑らかな止端部で脚長を有すると共に寸法の大きい裏ビードを形成し、溶接歪みが小さく、特性の良好なT字継ぎ手を形成できる裏置きビード溶接法を提供する。
【解決手段】裏置きビードを付けた第一溶接母材と、これと溶接する第二溶接母材とを裏置きビード溶接法によってT字継ぎ手状に接合するに際し、前記裏置きビードの幅をW(mm)、高さをH(mm)としたとき、これらの比(W/H)が3.0以下となるように裏置きビードを形成して操業を行う。
(もっと読む)
タービンロータ等の大型溶接構造物の異材溶接部及びその製造方法
【課題】本発明は、板厚方向に強度分布の変化が少ないバタリング部を含む異材溶接部材、及び該異材溶接部材の製造方法を提供すること。
【解決手段】組成及び調質条件の少なくともいずれかが異なる二つの母材を、該二つの部材の異なる組成又は調質条件の不整合を緩和するためのバタリング及び前記母材の一方と前記バタリングを接合するための本溶接金属を介して、溶接した異材溶接部において、前記バタリングが板厚方向に積層された溶接金属から構成され、前記バタリングにおける前記母材との希釈率が50%以下であること。溶接開先の底部側に部材を備えることにより開先深さを深くしたダミー材及び母材を、前記バタリングを用いて突き合わせ溶接する工程、及び前記バタリングからなる溶接金属内に開先を加工する工程を含むこと。
(もっと読む)
溶接継手の製造方法
【課題】溶接品質を保ちつつルートギャップを確保するための突起部を低コストかつ短時間で形成することができる溶接継手の製造方法を提供する。
【解決手段】本発明に係る溶接継手の製造方法は、被溶接部材10の開先面10aに1または複数の突起部GTを形成する形成工程と、被溶接部材10の開先面10aと被溶接部材11の開先面11aとを対向させつつ、被溶接部材10と被溶接部材11との溶接を行う溶接工程と、を有する。形成工程において溶接によって溶材を盛ることで突起部GTを形成することが好ましく、または開先面10aに溶材を介在させることによって突起部を形成することが好ましい。
(もっと読む)
電池の製造方法及び電池
【課題】薄めの板材にて電池筐体の缶体や蓋体を構成する場合でも、溶接作業における溶加材の流出を効果的に防止できるようにする。
【解決手段】金属板にて有底筒状に形成された缶体1の開放面側の端部に、金属板にて平板状に形成された蓋体2の端部を溶接して電池筐体BCを作製する電池の製造方法において、缶体1の開放面側の端部と蓋体2の端部との接合部において、夫々の先端から設定距離離れた位置で缶体1と蓋体2とが接触し、且つ、その接触部分から先端側に向けて缶体1の開放面側の端部と蓋体2の端部とが先拡がり状態で離間するように、前記缶体と前記蓋体とを組み付ける前に、又は、前記缶体と前記蓋体とを組み付けた後に加工し、缶体1の開放面側の端部と蓋体2の端部との先端同士が離間して形成されている空間に、溶接時の溶融物が溜まる状態で、缶体1の開放面側の端部と蓋体2の端部とを溶接する。
(もっと読む)
溶接方法および構造物
【課題】応力腐食割れおよび溶接割れの双方の防止を図った溶接方法および構造物を提供する。
【解決手段】一態様に係る溶接方法は,Cr量25質量%以下のNiを主成分とするNi基耐熱超合金からなる第1の溶接材料を用いて,母材を溶接して溶接部を形成する工程と,Cr量30質量%を越えるNiを主成分とするNi基耐熱超合金からなる第2の溶接材料を用いて,前記溶接部上を溶接する工程と,を具備する。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法
【課題】 板厚が薄い鋼板を裏当金上で突合せ溶接する際に溶接熱による変形を防止することができるようにした、製作加工と取付け撤去が簡単な構造の溶接継手の変形抑制部材とこの変形抑制部材を用いた変形抑制方法を提供する。
【解決手段】 鋼板1a,1bを裏当金2上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板1a,1bを裏当金2上で突合せて溶接する際に溶接熱によって発生する変形を防止するために、取付ける溶接継手の変形抑制部材であって、鋼板1a,1bの開先部3を跨ぐように設ける門形部材4と、この門形部材4を挿通し溶接部6で鋼板1に固着した引き上げ板5と、この引き上げ板5のほぼ中央部に挿通するテーパーピン7とで形成する。
(もっと読む)
肉盛溶接方法及び構造材
【課題】液滴による構造材の侵食を軽減させるとともに、溶接作業の工期の短縮化とコストの低減化を図る。
【解決手段】腐食環境下で使用される構造材の肉盛溶接方法において、前記構造材の腐食環境に晒される部位を除去し、前記除去した部位にHv.400以上のソリッドワイヤを用いた短絡移行ガスメタルアーク溶接により硬質層15を形成することを特徴とする。
(もっと読む)
鉄道車両台車枠および中空構造体の製造方法
【課題】鉄道車両台車枠横梁の製造において、溶接作業性を損なうことなく、溶接歪を低減する。
【解決手段】横梁パイプ610と、補強梁620と、キャリパ受630と、歯車箱吊受640と、モータ受650の溶接において、パイプ610内部に中空の容器660を挿入し、容器660内部に流体670を充填する。その後容器660を密閉した状態で、アーク溶接680を実施する。これによって溶接歪を低減することが出来る。
(もっと読む)
多電極溶接装置
【課題】エンドタブ上で複数の電極を同時期にアークスタートさせることを可能としつつ、アークスタート後に定常条件で被溶接材まで溶接を行うことを可能とすることで、溶接の作業効率の低下を防止し、かつ被溶接材への溶接品質を確保することのできる多電極溶接装置を提供すること。
【解決手段】溶接方向に並んで互いにワイヤ16a、16b、16c先端の高さ位置を異ならせた複数の電極14a、14b、14cを備えた多電極溶接装置であって、被溶接材2の溶接開始側端部に、電極数に応じた段数で、溶接方向後方に向かうにつれ各ワイヤ16a、16b、16c先端の高さ位置に応じた高さに段階的に底上げされた形状のエンドタブ6を備えることで、各電極14a、14b、14cそれぞれが対応する段の底部8a、8b、8cにて略同時期にアークスタートさせる。
(もっと読む)
アーク溶接時における溶接開始アークを発生させるためのタップピース
【課題】アーク溶接時における溶接開始のためのアークを発生させ、溶接部位の開始部分に付着して使用されるタップピースを提供する。
【解決手段】非伝導性材質からなるボディー41と、ボディーと結合可能な形状を有するが、一側がボディーに結合され、他側を露出させて、アーク溶接時における溶接開始アークを発生させるための伝導性材質からなるアーク発生部43とを備える。
(もっと読む)
異材接合方法
【課題】鋼材とアルミニウム系材とを異材接合させた複合構造材の引張剪断強度を高く維持しつつ、ピール強度を高くすることができる異材接合方法を提供する。
【解決手段】CsFを20乃至60質量%含有し、残部が実質的にKAlFからなるフラックスを、単位面積当たりの塗布量を0.5乃至5mg/cm2として接合部側の鋼板表面に塗布し、Si:1.75乃至2.1質量%を含有し、残部がアルミニウム及び不可避的不純物からなるソリッドワイヤを供給しつつ、前記アルミニウム又はアルミニウム合金材と鋼材とを溶融溶接する。
(もっと読む)
1 - 20 / 116
[ Back to top ]