
Fターム[4E001EA01]の内容
Fターム[4E001EA01]に分類される特許
81 - 100 / 145
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
スパイラル鋼管の製造方法およびスパイラル鋼管

【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
母材加工装置における電極磨耗量計測装置、電極寿命計測装置およびトーチ高さ保持装置
【課題】トーチの交換時期を正確に判断でき、トーチの寿命の低下や製品品質の劣化が防止できる電極磨耗量計測装置を提供する。
【解決手段】アーク電圧Vaおよび切断用トーチ10と母材Rとの距離ΔLに基づいて、電極11の磨耗量ΔDを演算する。また、電極磨耗量演算手段によって演算された電極磨耗量ΔDに応じて、切断用トーチ10と母材Rとの距離を一定に保持するように、測定されたアーク電圧Vaを補正演算し、補正アーク電圧を生成し、この補正アーク電圧をAVC装置に出力する。AVC装置では、測定アーク電圧Vaを、補正アーク電圧に置き換え、補正アーク電圧を、設定された基準アーク電圧と比較してアーク長を一定に保持するように、切断用トーチ10を母材Rの高さ方向に移動させて切断用トーチ10と母材Rとの距離を調整する制御を行なう。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】高溶接速度かつ低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能なサブマージアーク溶接方法を提供する。
【解決手段】内面溶接と外面溶接の少なくとも一方を、第1電極および第2電極の電流密度は(1)式を満足し、第1電極と溶接速度は(2)式を満足し、さらに鋼材の板厚と内面と外面の開先断面積の合計は(3)式を満足する条件で溶接速度180cm/min以上で一層溶接する。95≦D1≦3.3×D2(1)、v+0.1×I1≦310(2)、3.9×t−Stotal≦20(3)、D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)、v:溶接速度(cm/min)、I1:第1電極電流(A)、t:板厚(mm)、Stotal:内面と外面の開先断面積の合計(mm2)。好ましくは鋼板表層位置で測定した第1電極と第2電極のワイヤ中心間の距離を15mm以上、45mm以下とする。
(もっと読む)
亜鉛めっき鋼板のアーク溶接方法及びアーク溶接継手
【課題】亜鉛めっき鋼板どうしの溶接継手において、ブローホールやピットの発生を低減させ、信頼性の高い溶接継手を提供することを目的とする。
【解決手段】亜鉛めっき鋼板のアーク溶接において、前記アーク溶接が低入熱・高溶着な溶接方法であり、溶接ワイヤの供給量あたりの投入エネルギーPwが0.4以上、0.65以下であり、鋼板の板厚当たりの溶接ワイヤの溶着金属量Ftが2.5以上、6.0以下であり、さらに前記アーク溶接のシールドガス中の成分がAr、CO2、O2からなり、O2≦6体積%で且つ30体積%≦CO2+5×O2≦100体積%の関係を満たすことを特徴とする亜鉛めっき鋼板のアーク溶接方法。
ここで,
P Pw=溶接電流Iw [A] × 溶接電圧Vw[V] / 溶接ワイヤ供給量Vf[mm/min]
Ft=溶接ワイヤ供給量Vf[mm/min] / 溶接速度Vt[mm/min] / 鋼板の板厚[mm] である。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】板厚25mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】板厚25mm以上の鋼材を2電極以上のサブマージアーク溶接で内外面一層盛り溶接する際に、内面溶接と外面溶接の両方について、第1電極の電流密度を220A/mm2以上とし、鋼材表面位置における第1電極と第2電極のワイヤ中心間距離を25mm以上とし、第1電極と第2電極との電流比を0.8以下とし、さらに内面溶接、外面溶接のそれぞれにおける溶込み深さに対する開先形状、溶接速度、電流の影響を、これらをパラメータとするパラメータ式で求まる値(内面溶接金属の溶込み深さはLIW、外面溶接金属の溶込み深さはLOW)で代表させ、これらの値と板厚からなるパラメータ式を満足するように開先寸法と溶接条件を選択する。
(もっと読む)
アルミナイズ金属工作物をレーザー−アークハイブリッド溶接する方法
【課題】表面にAl−Si皮膜を有する工作物を溶接するのに有効な方法を提供し、特に良好な特性をもつ溶接継手を得る。
【解決手段】少なくとも1つの金属工作物1をレーザービーム3によってレーザー溶接する方法に関し、前記工作物1はアルミニウムを含む表面皮膜2を有し、レーザービームを少なくとも1つの電気アーク4と組み合わせて、金属を溶融し、前記工作物1を溶接する。
(もっと読む)
硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法
【課題】ヒューム発生量、スパッタ発生量、および、スラグ発生量を低減させることができ、かつ平坦なビード形状と適度に小さな溶込み深さを有する硬化肉盛溶接金属を得ることができる硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法を提供する。
【解決手段】
硬化肉盛用MIGアーク溶接ワイヤは、シールドガスとして、純Arガスを用いるワイヤであって、外皮として帯鋼または鋼管を用い、内部にフラックスを充填して伸線したフラックス入りワイヤであり、前記フラックス中に、ワイヤ全質量換算で、C,Si,Mn,P,S,TiO2とZrO2とAl2O3との合計(TiO2+ZrO2+Al2O3)を所定量含有し、かつ前記Siと前記Mnとの合計(Si+Mn)を規定し、さらに、前記ワイヤに対する総フラックス質量比を規定し、溶接後における溶接金属のビッカース硬度が200以上となることを特徴とする。
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上,板厚6.0mm以下Pcm値0.250〜0.305の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】溶込み深さを板厚の40%以上とし、溶接金属のビッカース硬さを350以下とする。
(もっと読む)
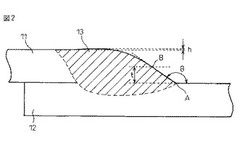
亜鉛系めっき鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】亜鉛系めっき鋼板である薄い下板と、厚い上板を溶接する際に発生するピット、溶落ち等の溶接欠陥の発生を防止し、良好な溶接部形状を得ることができる、重ねすみ肉アーク溶接方法を提供する。
【解決手段】重ねすみ肉アーク溶接の方法であって、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有するアーク溶接電源を用い、下板は亜鉛めっき鋼板であり、上板は前記亜鉛めっき鋼板よりも板厚が厚い鋼板であり、溶接する前に前記上板の一部を削り、溶接トーチから送出される溶接ワイヤと前記下板との交点から前記上板までの距離をW[mm]、ワイヤ供給速度をWFR[m/min]、溶接速度をV[m/min]としたとき、0.5mm≦W≦1.5mm、−0.2WFR/V+2.333≦W≦0.15WFR/Vであり、シールドガスを炭酸ガスとすることを特徴とする重ねすみ肉アーク溶接方法。
(もっと読む)
プラズマキーホール溶接装置およびプラズマキーホール溶接方法
【課題】 作業効率を向上可能なプラズマキーホール溶接装置およびプラズマキーホール溶接方法を提供すること。
【解決手段】 プラズマアークPAを発生させ、キーホールを形成および貫通させることにより溶接を開始するプラズマキーホール溶接装置A1であって、定常溶接状態において定常電流値でアーク電流Iwを流す出力制御回路21と、上記定常溶接状態において、プラズマ電極112を、被溶接物Wの面内方向に沿って定常速度Vpで被溶接物Wに対して相対移動させる動作制御回路31と、溶接を開始する際にキーホールを貫通させるのに要したキーホール形成時間を計測する時間計測回路23と、上記キーホール形成時間に基づいて、定常速度Vpおよび上記定常電流値の少なくともいずれかを算出する演算回路OCと、を備える。このような構成により、最適な定常速度Vpもしくは上記定常電流値を算出でき、溶接の作業効率を向上できる。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
多電極溶接装置の制御方法及び装置
【課題】安定的な溶接を実現できる多電極溶接装置の制御方法及び装置を得る。
【解決手段】本発明に係る多電極溶接装置の制御装置は、複数のトーチ電極を有し、これら複数のトーチ電極を選択的に稼動させると共に前記複数のトーチ電極のアース電気経路が共通経路を有している多電極溶接装置であって、稼動しているトーチ電極を検知する稼動電極検出手段13と、稼動電極検出手段13の検出値を入力して該入力値に応じて予め設定された演算式に基づいて電圧補正量を演算する電圧補正量演算手段15と、電圧補正量演算手段15によって演算された電圧補正量に基づいて制御電圧を設定する制御電圧設定手段17とを備えている。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
高強度薄鋼板の溶接方法
【課題】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板を溶接するにあたって、溶接部の低温割れを抑制する溶接方法を提供する。
【解決手段】引張強さ980MPa以上かつ板厚6.0mm以下の高強度薄鋼板の溶接方法において、溶込み深さを板厚の20%以上とし、溶接金属のビッカース硬さを270以下とする。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
81 - 100 / 145
[ Back to top ]