
Fターム[4E001EA04]の内容
Fターム[4E001EA04]に分類される特許
21 - 40 / 61
耐焼戻し脆化特性に優れた溶接金属
【課題】入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を提供する。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
(もっと読む)
異材接合方法
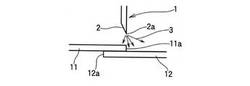
【課題】アルミニウム合金材と鋼材との異材接合にTIG溶接を適用するに際して、「湯別れ」を防止して、高い接合強度を有する異材溶接継手(異材接合部)が得られる異材接合方法を提供することにある。
【解決手段】アルミニウム合金材11と鋼材12とをTIG溶接にて異材接合するに際し、先端部が電極中心軸6に対して斜め切りされた先端面2を有するタングステン電極1を用い、このタングステン電極の前記先端面2の側をアルミニウム合金材11側に向かわせるとともに、その先端2aが鋼材側に尖るように、アルミニウム合金材11の上方側から溶接線に向かわせ、このタングステン電極先端2aからのアーク3が鋼材12側に指向するようにする。
(もっと読む)
ガスシールドアーク溶接方法および溶接装置

【課題】先行電極と後行電極を用いて、大脚長の溶接ビードを良好かつ効率良く形成することができるガスシールドアーク溶接方法および溶接装置を提供することを課題とする。
【解決手段】先行電極11による第一溶融プール15と後行電極21による第二溶融プール25とを形成する溶接方法であって、両電極11,21の電極間距離を50〜150mmに設定し、第一溶融プール15にフィラーワイヤ31を挿入して溶接する。
また、溶接装置であって、先行電極11と後行電極21との間に配置されたフィラーワイヤ31を備え、先行電極11と後行電極21とは、先行電極による第一溶融プール15と後行電極21による第二溶融プール25とが離れるように電極間距離が設定され、フィラーワイヤ31は、第一溶融プール15に挿入されるように、先行電極11に対して所定の距離を空けて配置されている。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法
【課題】低温破壊靭性が優れた溶接部(溶接金属)を、優れた溶接作業性で得ることができるサブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ボンドフラックスは、MgO:23乃至43%、Al2O3:11乃至31%、CaF2:6乃至16%、SiO2:7乃至20%、金属炭酸塩:CO2換算で1.0乃至8.0%、CaO及びBaOの1種又は2種:合計で2乃至16%を含有すると共に、金属Si:0.4乃至1.5%、金属Ti及びTi酸化物(total Ti):Ti換算値の合計で1.0乃至7.0%、金属B及びB酸化物の1種又は2種:B換算値の両者の合計で0.01乃至0.20%、アルカリ金属Na、K及びLiの酸化物:各元素への換算値の合計で1.0乃至6.0%を含有しており、(Ti換算値+B換算値)/SiO2:0.05乃至0.55を満足する。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金
【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
サブマージアーク溶接方法
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜8.0%、MnO:5.5〜11.0%、CaO:5〜20%、CaF2:25〜48%、K2O:0.10〜3.0%を含有し、その他は酸化鉄および不可避不純物からなる溶融型フラックスとC:0.03〜0.25%、Si:0.004〜1.20%、Mn:0.25〜2.80%を含有し、残部がFeおよび不可避不純物からなるソリッドワイヤとを組合せて溶接することを特徴とするサブマージアーク溶接方法。
(もっと読む)
異材接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に生成する脆弱なAl−Fe二元合金層の生成を適性範囲に抑制し、高い接合強度及び剥離強度を有する鋼/アルミニウムの接合構造体を提供する。
【解決手段】異材接合構造体は、溶融亜鉛めっきされた鋼材1にアルミニウム又はアルミニウム合金材2をミグ溶接にて少なくとも前記溶融亜鉛めっきの層を接合界面に配置して重ね隅肉溶接したものである。亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との間に生成する金属間化合物は、平均厚さHが3乃至5μmであり、亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との溶接部3は、ビッカース硬さHvが40乃至60である。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
【課題】アルミニウム又はアルミニウム合金材と鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤは、Siを1.5乃至2.5質量%、Zrを0.05〜0.25質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスと、を有し、前記フラックスの充填率がワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
すみ肉溶接継手およびガスシールドアーク溶接方法
【課題】溶接材料による止端部の圧縮残留応力の付与に過度に頼らず、応力集中を改善することで高い疲労強度を有すると共に、割れがなく、靭性にも優れたすみ肉溶接継手、および、このすみ肉溶接継手を得るためのガスシールドアーク溶接方法を提供する。
【解決手段】アーク溶接により形成された鋼のすみ肉溶接継手であって、溶接金属のマルテンサイト変態開始温度(Ms点)が400℃以上550℃以下、溶接止端部の止端半径ρを母材の板厚tで割った値(ρ/t)が0.25以上、かつ下記式
Ms(℃)≦375×[ρ/t]+320・・・(1)
を満たし、かつ割れ欠陥のないことを特徴とする。
(もっと読む)
溶接継手の製造方法及びその方法を実施するための溶接装置
【課題】板厚が50mmを超えるような厚鋼板よりなる溶接継手を2電極立向エレクトロガスアーク溶接を用いて製造する際、開先断面積が変動しても、入熱量が変動しないように溶接して、高靭性な溶接継手が得られるようにする。
【解決手段】2本の溶接トーチを搭載する台車を、溶接しようとする鋼板の開先に沿って一定の速度で上昇させ、溶接電圧を一定となるように制御するとともに、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御して、溶接時の入熱を一定にして2電極立向エレクトロガスアーク溶接することにより溶接継手を製造する。
(もっと読む)
溶接継手の製造方法及びその製造方法を実施するための溶接装置
【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の、溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ni:10.0%以下(0%を含む)、Mo:3.0%以下(0%を含む)、Mg:0.1〜1.0%,Ti:0.01〜0.25%、REM:0.1〜0.5%を含有し、更に必要に応じて、B2O3:0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とするフラックス入り溶接ワイヤ。
(もっと読む)
溶接ワイヤ送給用ガイド、サブマージアーク溶接機およびUOE鋼管の製造方法
【課題】UOE鋼管の外面シーム溶接に適用して好適なサブマージアーク溶接用の溶接ワイヤ送給用ガイドおよびそれを用いた多電極サブマージアーク溶接機を提供する。
【解決手段】耐熱性を有する絶縁体からなり、サブマージアーク溶接用溶接トーチの溶接チップへの取り付け部と溶接チップから突き出された溶接ワイヤをガイドするガイド部とを備え、前記溶接チップの先端に着脱可能とした溶接ワイヤ送給用ガイドであり、好ましくはガイド部の長さが5〜15mm、その先端が円錐状で、セラミックからなる。前記溶接ワイヤ送給用ガイドを、多電極サブマージアーク溶接機の少なくとも第1電極の溶接トーチに取り付ける。前記多電極サブマージアーク溶接機を用いて、UOE鋼管の外面シーム溶接を行う。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接方法及び重ねすみ肉アーク溶接継手
【課題】板厚1〜2.6mmの薄鋼板をアーク溶接する際に、溶接変形を抑制し、かつ溶着金属のぬれ性が良好でなだらかな溶接ビード形状を達成でき、さらにスパッタが発生しないアーク溶接技術を提供する。
【解決手段】薄鋼板の重ねすみ肉アーク溶接方法において、アーク溶接電源として、溶接ワイヤの送給を前進及び後退させる機能を有し、溶接ワイヤと被溶接材の間にアークを発生させる期間、溶接電流値を低くして溶接ワイヤを前進させ先端を被溶接材に接触させる期間、溶接ワイヤ先端と被溶接材が接触している状態で溶接ワイヤを通電し発熱させる期間、及び、溶接電流値を低くして溶接ワイヤを後退させ被溶接材から引き離す期間を制御することができるアーク溶接電源を用い、CO2シールドガス中で、低熱膨張溶接材料を用いて溶接することを特徴とする薄鋼板の重ねすみ肉アーク溶接方法。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】高溶接速度かつ低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能なサブマージアーク溶接方法を提供する。
【解決手段】内面溶接と外面溶接の少なくとも一方を、第1電極および第2電極の電流密度は(1)式を満足し、第1電極と溶接速度は(2)式を満足し、さらに鋼材の板厚と内面と外面の開先断面積の合計は(3)式を満足する条件で溶接速度180cm/min以上で一層溶接する。95≦D1≦3.3×D2(1)、v+0.1×I1≦310(2)、3.9×t−Stotal≦20(3)、D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)、v:溶接速度(cm/min)、I1:第1電極電流(A)、t:板厚(mm)、Stotal:内面と外面の開先断面積の合計(mm2)。好ましくは鋼板表層位置で測定した第1電極と第2電極のワイヤ中心間の距離を15mm以上、45mm以下とする。
(もっと読む)
21 - 40 / 61
[ Back to top ]