
Fターム[4E001EA08]の内容
Fターム[4E001EA08]に分類される特許
1 - 20 / 100
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
溶接方法

【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
溶接継手および溶接材料
【課題】高強度母材を予熱なしで溶接して得られる高強度・高靱性溶接継手の提供。
【解決手段】C:0.03〜0.19%、Si:0.03〜0.90%、Mn:0.30〜1.80%、P≦0.030%、S≦0.010%、Cr:0.05〜1.20%、Mo:0.05〜1.00%、sol.Al:0.01〜0.10%、N≦0.0050%以下を含み、残部がFeと不純物の化学組成を有し、マルテンサイト相の構成比率が面積率で95%以上の組織からなる引張強さ≧950MPaの鋼母材と、C:0.03〜0.08%、Si:0.2〜1.0%、Mn:0.3〜3.0%、Ni:4.0〜7.0%、Cr:11.5〜15.0%を含み、残部がFeと不純物からなり、〔Creq+0.5Nieq>16.5〕、〔Creq+5.7Nieq<58.8〕、〔Creq−0.63Nieq<10.6〕を満たす化学組成を有する溶接金属とからなる、溶接継手。
(もっと読む)
フェライト系ステンレス鋼板のTIG溶接方法
【課題】本発明は、コストを抑制可能であり、酸化を抑制するためのシールド効果を高めることが可能であり、かつ十分な溶け込み深さを得ることの可能なフェライト系ステンレス鋼のTIG溶接方法を提供することを課題とする。
【解決手段】第1のシールドガスとして、アルゴンガスとヘリウムガスとの混合ガスで、かつ該混合ガスに含まれるヘリウムガスが20〜90体積%のガスを用い、第1のシールドガスの第1の流速S1を0.175m/sec≦S1≦1.75m/secの範囲内で設定すると共に、第2のシールドガスとして、アルゴンガスを用い、第2のシールドガスの第2の流速S2を0.05m/sec≦S1≦1.51m/secの範囲内で設定して、フェライト系ステンレス鋼11のTIG溶接を行なう。
(もっと読む)
亜鉛系めっき鋼板の重ね継手アークスポット溶接方法
【課題】 亜鉛系めっき鋼板の重ね継手アークスポット溶接において、ピットやブローホールおよびビード止端部の切り欠き欠陥の発生を抑制することが可能な亜鉛系めっき鋼板の重ね継手アークスポット溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の重ね継手のアークスポット溶接方法において、下部鋼板1に厚み方向に重ね合せた、一方向xに延びる溶接対象端部に該一方向と直交する方向yに突出する突出部3が所定ピッチで形成された上部鋼板2の、該突出部3をアークスポット溶接することを特徴とする。前記アークスポット溶接は非消耗電極を用いる。
(もっと読む)
GMA溶接方法
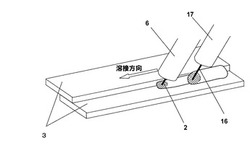
【課題】溶接部の特性をさらに向上させた溶接を行なうことが可能なGMA溶接方法を提供する。
【解決手段】GMA溶接装置10は、ノズル11、コンタクトチップ12、溶接ワイヤ13、ワイヤ送給ローラ14、ワイヤ送給制御装置15、及びアーク溶接電源17を備えている。GMA溶接装置10では、シールドガス16に含まれるO2及びCO2のいずれかの酸化性ガスを従来より少なくすることにより、母材20の溶融池21の酸素濃度を従来より低い50〜310重量ppmに低下させ、溶接速度を0.4m/min以下とする。このため、溶融池21中の対流の方向を溶融池21の中心から溶融池21の底部に向かう方向にすることができ、より深い溶け込み形状の溶融池21を得ることが可能となる。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
Zn−Al−Mg系めっき鋼板アーク溶接構造部材の製造法
【課題】めっき原板の鋼種による制約や、大幅なコスト増を伴うことなく、Zn−Al−Mg系めっき鋼板部材を用いたアーク溶接構造部材において優れた耐溶融金属脆化割れ性を有するものを提供する。
【解決手段】ガスシールドアーク溶接にて鋼材同士を接合して溶接構造部材を製造するに際し、少なくとも接合する一方の部材を溶融Zn−Al−Mg系めっき鋼板部材とし、Arガス、HeガスまたはAr+He混合ガスをベースとしてCO2濃度が0〜7体積%に調整されたシールドガスを使用する、耐溶融金属脆化割れ性に優れるZn−Al−Mg系めっき鋼板アーク溶接構造部材の製造法。
(もっと読む)
継手強度に優れたアークスポット溶接継手およびその製造方法
【課題】高い十字引張強さおよびせん断引張強さの両方を確保することができ、継手強度に優れたアークスポット溶接継手およびその製造方法を提供する。
【解決手段】鋼板成分中の炭素量が0.07質量%以上とされた高張力鋼板1が2枚重ね合わせられ、アークスポット溶接によって平面視略円形状の溶接ビード3が形成されてなり、第2鋼板1Bの裏面1d側まで溶融して形成され、且つ、第1鋼板Aおよび第2鋼板Bの各表面から突出するように形成された溶接ビード3の、第1鋼板1Aの表面1aにおけるビード径をW1(mm)、第2鋼板1Bの裏面1dにおけるビード径をW2(mm)、高張力鋼板1(1A、1B)の板厚をt(mm)とした際、ビード径W1、W2および板厚tの各々の関係を適正範囲に規定し、さらに、母材硬度Hv(BM)と溶接ビードの溶接金属硬度Hv(WM)との関係を適正範囲に規定する。
(もっと読む)
耐水素脆化感受性に優れた溶接金属
【課題】高強度であっても、耐水素脆化感受性に優れたものとし、低温割れの生じないようにした溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成される溶接金属であって、所定の化学成分組成を有し、酸化物粒子全質量当たり20質量%以上のTiを含有する酸化物粒子で、円相当直径:0.15〜1.0μmのものが5000個/mm2以上存在すると共に、溶接金属中に化合物として存在する溶接金属全質量当たりのV量が0.002%以上であり、更に、溶接金属中に存在するV含有炭化物の平均円相当直径が15nm以下である。
(もっと読む)
溶接材料および溶接継手の製造方法
【課題】溶接作業性に優れ、836N/mm2以上の引張強さを有しながら良好な耐水素脆性を兼ね備えた溶接継手が安定的に得られる溶接材料および溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.03%、Si:0.3〜1.2%、Mn:1.5〜2.5%、P:0.02%以下、S:0.005〜0.02%、Cu:0.1〜0.5%、Ni:2.0〜3.0%、Cr:0.05〜1.0%、Mo:0.05〜1.0%、Ti:0.005〜0.3%、Nb:0.005〜0.1%、Al:0.004〜0.014%、O:0.05%以下、N:0.05%以下を含有し、残部はFeおよび不純物からなり、かつCeq:0.650以上、Pcm:0.250以上、0.00007≦C×Al≦0.00020を満たす化学組成を有する溶接材料。
(もっと読む)
ガスシールドアーク溶接方法
【課題】耐食性に優れたガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.3%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:0.05〜0.5%およびN:0.001〜0.02%を含み、残部はFeおよび不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、主体ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは体積%で3〜12%のCO2または1〜3%のO2もしくはその両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦3X+Y≦12 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
ガスシールドアーク溶接方法
【課題】溶接止端部の疲労強度を向上させるガスシールドアーク溶接方法を提供する。
【解決手段】質量%でSi:0.01〜0.10%、Ti:0.05〜0.30%、Al:0.005〜0.30%、C:0.01〜0.3%、Mn:0.1〜3.0%、P:0.05%以下、S:0.0005〜0.01%、Cr:0.05〜0.5%およびN:0.005〜0.02%を含み、残部は鉄および不可避的不純物からなる鋼板に対して、溶接ワイヤを用い、不活性ガスと酸化性ガスとからなるシールドガスを供給してガスシールドアーク溶接を行う方法であって、シールドガス中に含まれる酸化性ガスは、体積%で3〜12%のCO2または1.5〜5.0%のO2もしくはこれらの両方からなり、該酸化性ガスは下記式(A)を満足するようにする。
記
3≦2X+Y≦15 (A)
ただし、X:O2量〔体積%〕、Y:CO2量〔体積%〕である。
(もっと読む)
溶接方法および被溶接体
【課題】溶接金属に欠陥が発生するのを抑制すること。
【解決手段】鋼材2同士を互いに突き合わせてMAG溶接する溶接工程を有する溶接方法であって、溶接工程の際、(1)式で示される溶接金属の表面張力推定値γが、1.26以上で、かつ(2)式を満たすように鋼材2同士をMAG溶接する溶接方法を提供する。
[数1]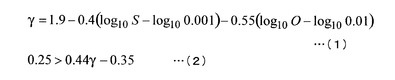
ただし、(1)式中のSは、溶接金属M中の硫黄の含有比率(重量%)を表すとともに、(1)式中のOは、溶接金属M中の酸素の含有比率(重量%)を表し、S>0.001、かつO>0.01とする。
(もっと読む)
ガスメタルアーク溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接を図るガスメタルアーク溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために初層溶接の先行側の開先面内に仮付け溶接を行い、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接する。
(もっと読む)
鋼製部材の化成処理方法、電着塗装を施した鋼製塗装部材の製造方法、および鋼製塗装部材
【課題】溶接部の耐食性に優れた鋼製塗装部材を提供する。
【解決手段】鋼板同士を溶接接合してなる鋼製部材を化成処理と電着塗装を施して鋼製塗装部材とするに際し、前記化成処理を、リン酸亜鉛コロイドを含有する表面調整剤を用いた表面調整処理を施したのち、フッ素濃度が100質量ppm以上であるリン酸亜鉛処理剤を用いたリン酸亜鉛処理を施す処理とする。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法
【課題】亜鉛めっき鋼板のアーク溶接においてピット・ブローホール等の気孔欠陥、アンダーカット等の溶接不良を抑制でき、さらに耐ギャップ性が良好な亜鉛めっき鋼板の隅肉アーク溶接方法を提供することを目的とする。
【解決手段】亜鉛めっき鋼板の重ね隅肉アーク溶接において、溶接金属中のSi含有率が質量%で0.5%以下であり、且つ上板の鋼板中のSiとAlの含有率の合計が質量%で0.35%以上であることを特徴とする亜鉛めっき鋼板の重ね隅肉アーク溶接方法および溶接継手。
(もっと読む)
溶接ガス及びプラズマ溶接方法
【課題】本発明は、板厚が3mm以下のフェライト系ステンレス鋼を非キーホール溶接した場合において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制可能で、かつ溶接ビードの裏波を良好な形状にすることの可能な溶接ガス及びプラズマ溶接方法を提供することを課題とする。
【解決手段】プラズマ溶接トーチ10を用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガス22(パイロットガス23及びシールドガス24により構成されたガス)であって、タングステン電極11とインサートチップ12との間隙に流すパイロットガス23が、流速2.1m/sec以下の不活性ガスであり、シールドガス24が、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスである。
(もっと読む)
アルミニウム合金板材のプラズマ溶接方法
【課題】アルミニウム合金板材を直流プラズマ溶接する場合であっても、溶接部におけるブローホール等の溶接欠陥が抑制でき、欠陥の無い良好な溶接継手を得ることが可能なアルミニウム合金板材のプラズマ溶接方法を提供する。
【解決手段】被溶接材として厚さが0.5〜3mmのアルミニウム合金板材1を複数用い、タングステン電極11とアルミニウム合金板材1との間にプラズマアークを発生させる直流正極性プラズマ溶接法によって突き合わせ端部1a、1a同士を溶接する方法であり、プラズマガスPGとしてヘリウム濃度が75体積%以上とされたヘリウム−アルゴン混合ガスを用い、タングステン電極11と被溶接材であるアルミニウム合金板材1との間の距離を2mm以下とし、直流正極性プラズマ溶接時における次式{60×(EI/Vt)}で表される単位板厚あたりの入熱量Qhiを、2500(J/cm2)以上10000(J/cm2)未満の範囲とする。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法
【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】板厚12mm以上の厚鋼板を使用し、ルートギャップを2mm以下かつ開先角度を30°以下の狭開先とし、狭開先の底部における初層のガスシールドアーク溶接を、溶接速度を15〜25mm/secとするとともにQL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
1 - 20 / 100
[ Back to top ]