
Fターム[4E001EA09]の内容
Fターム[4E001EA09]に分類される特許
21 - 40 / 65
突き合わせ溶接方法
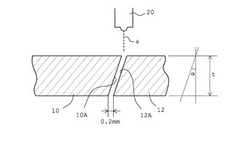
【課題】本発明は突き合わせ溶接方法に関し、突き合わせのための素材端面(切断面)の凹凸に関らず、溶接欠陥を生じないようにすることを目的とする。
【解決手段】突き合わせ溶接すべき板状素材10, 12の対向端面10A, 12Aを鉛直面に対し傾斜角度αの斜面に形成し、素材を対向端面にて突き合わせ維持しつつ、素材平面に対する実質的鉛直上方よりレーザ溶接ノズル20からのレーザ光aを照射させる。突き合わせ溶接すべき素材は板厚が同一であり、前記傾斜面の角度は素材の厚みをt(mm)としたとき鉛直方向に対する角度αが次式、an-1(0.2/t)≦α≦20°を満たすようにする。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法

【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】板厚12mm以上の厚鋼板を使用し、ルートギャップを2mm以下かつ開先角度を30°以下の狭開先とし、狭開先の底部における初層のガスシールドアーク溶接を、溶接速度を15〜25mm/secとするとともにQL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
亜鉛鍍金鋼板の溶接方法
【課題】通常の簡単な溶接作業で、耐久性に優れた亜鉛鍍金鋼板の溶接方法を提供できるようにする。
【解決手段】表面を亜鉛鍍金処理により亜鉛鍍金層を形成した亜鉛鍍金鋼板を突き合わせた部分を電気溶接により溶接する亜鉛鍍金鋼板の溶接方法であって、突き合わせた部分を溶接する溶接棒にステンレス鋼のアーク溶接棒によって溶接するようにした。
(もっと読む)
溶接継手の製造方法及びその製造方法を実施するための溶接装置
【課題】板厚が50mmを超えるような鋼板からなる溶接継手を製造する際において、開先断面積が変動しても、入熱量が変動しないような溶接制御手段を、費用のかかる特別な機器を用いることなく提供する。
【解決手段】溶接トーチを搭載する台車を鋼板の開先に沿って上昇させて定電圧で溶接を行うとともに、溶接電流に基づいて台車が溶融プールの上昇速度に追随して上昇するように制御して2電極立向エレクトロガスアーク溶接を行う際、溶接トーチを移動できるように台車に取り付け、台車の移動速度を測定して、一定の間隔ごとに予め設定された基準の溶接速度との差を算出し、差がある場合は、溶接トーチを一定距離上昇あるいは下降させて、溶接ワイヤの突き出し長さを変化させ、溶接電流の変化に応じてワイヤ送給速度を変化させて溶接電流が一定となるよう制御し、溶融プールの上昇速度を基準の溶接速度と一致させて溶接時の入熱を一定にして溶接する。
(もっと読む)
アルミニウム材の溶接方法
【課題】溶接金属の余盛を抑えつつ、第1のアルミニウム母材に溶接金属を十分に溶け込ませることができ、継手効率に優れた重ね溶接継手を形成することができるアルミニウム材の溶接方法の提供を目的とする。
【解決手段】本発明のアルミニウム材の溶接方法は、第1のアルミニウム母材1上に、接合端2a、3aがV形の開先形状をなす第2のアルミニウム母材2および第3のアルミニウム母材3を、各接合端2a、3a同士を突合わせて重ね、第1のアルミニウム母材1と、第2のアルミニウム母材2および第3のアルミニウム母材3の各接合端2a、3aとをMIG溶接法によって接合するに際し、各アルミニウム母材1、2、3の厚さ、第2のアルミニウム母材2と第3のアルミニウム母材3との開先角度θおよびルート間隔aと、溶接に際する溶接速度Vおよび溶接入熱量Qを所定の範囲とする。
(もっと読む)
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
(もっと読む)
溶接性に優れた多電極サブマージアーク溶接方法
【課題】溶接部に高温割れ欠陥が発生するのを抑制できるとともに、高い生産性を備える、溶接性に優れた多電極サブマージアーク溶接方法を提供する。
【解決手段】溶接速度v(m/min)で、開先角度が2θ(°)、開先深さがd(mm)とされた厚鋼板1を溶接する際、複数の電極5の総数Nが3の場合は、第2の電極52の先端部52aを次式{(d×1/N×tanθ)/2≦w1(mm)≦(d×1/N×tanθ)}で表される振幅w1(mm)とし、複数の電極5の総数Nが4以上の場合は、第2の電極52の先端部52aを上記振幅w1(mm)とするとともに、第3の電極53の先端部53aを次式{(d×2/N×tanθ)/2≦w2(mm)≦(d×2/N×tanθ)}で表される振幅w2(mm)として、次式{0.6≦f(Hz)/v(m/min)}で表される周波数f(Hz)で、溶接線方向と交差する方向にウィービングさせつつ溶接する。
(もっと読む)
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の、溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ni:10.0%以下(0%を含む)、Mo:3.0%以下(0%を含む)、Mg:0.1〜1.0%,Ti:0.01〜0.25%、REM:0.1〜0.5%を含有し、更に必要に応じて、B2O3:0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とするフラックス入り溶接ワイヤ。
(もっと読む)
MAG溶接法
【課題】裏当て材を用いなくても溶接金属を開先から溶け落ちさせることなく鋼管の端部同士を接続することができるMAG溶接法を提供する
【解決手段】鋼管1の端部11同士を向き合わせ、向き合った端部11間に形成される開先12のルートフェイスを0〜1.5mm、ルートギャップを1〜4mmとし、溶接層の初層における溶接入熱を、鋼管1の管軸から鉛直上方に伸びる直線から、溶接が行われている箇所と管軸とを結ぶ直線までの時計回り方向の角度が0°以上60°未満のときには3〜17kJ/cmとし、60°以上120°未満のときには2〜12kJ/cmとし、120°以上180°未満のときには2〜10kJ/cmとし、180°以上240°未満のときには2〜11kJ/cmとし、240°以上300°未満のときには3〜16kJ/cmとし、300°以上360°未満のときには3〜18kJ/cmとする。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】板厚25mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な多電極サブマージアーク溶接方法を提供する。
【解決手段】板厚25mm以上の鋼材を2電極以上のサブマージアーク溶接で内外面一層盛り溶接する際に、内面溶接と外面溶接の両方について、第1電極の電流密度を220A/mm2以上とし、鋼材表面位置における第1電極と第2電極のワイヤ中心間距離を25mm以上とし、第1電極と第2電極との電流比を0.8以下とし、さらに内面溶接、外面溶接のそれぞれにおける溶込み深さに対する開先形状、溶接速度、電流の影響を、これらをパラメータとするパラメータ式で求まる値(内面溶接金属の溶込み深さはLIW、外面溶接金属の溶込み深さはLOW)で代表させ、これらの値と板厚からなるパラメータ式を満足するように開先寸法と溶接条件を選択する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】高溶接速度かつ低入熱で十分な溶け込みを得ながら美麗なビード外観を得ることが可能なサブマージアーク溶接方法を提供する。
【解決手段】内面溶接と外面溶接の少なくとも一方を、第1電極および第2電極の電流密度は(1)式を満足し、第1電極と溶接速度は(2)式を満足し、さらに鋼材の板厚と内面と外面の開先断面積の合計は(3)式を満足する条件で溶接速度180cm/min以上で一層溶接する。95≦D1≦3.3×D2(1)、v+0.1×I1≦310(2)、3.9×t−Stotal≦20(3)、D1:第1電極の電流密度(A/mm2)、D2:第2電極の電流密度(A/mm2)、v:溶接速度(cm/min)、I1:第1電極電流(A)、t:板厚(mm)、Stotal:内面と外面の開先断面積の合計(mm2)。好ましくは鋼板表層位置で測定した第1電極と第2電極のワイヤ中心間の距離を15mm以上、45mm以下とする。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
固定鋼管の円周溶接方法
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
配管接合方法
【課題】配管内において好適に流体が流れるように配管同士を接続することが可能な配管接合方法について提供する。
【解決手段】一方の配管1の端面1aに他方の配管2の端面2aを当接させる配管当接工程と、一対の配管1,2の当接部分の外周に形成された開先5にアーク溶接を行うアーク溶接工程と、を備え、一方の配管1の端面1aの内周側には、配管の軸方向外側に突出した環状の内側環状突出部10が形成され、他方の配管2の端面2aの内周側には、内側環状突出部10の外周側に嵌め合わされると共に軸方向外側に突出した環状の外側環状突出部22が形成されており、配管当接工程において、内側環状突出部10に外側環状突出部22を嵌め合わせたときに、一対の配管1,2は、その内壁面1b,2bが平坦となるように形成されている。
(もっと読む)
アーク溶接方法
【課題】レ形開先内の溶接を行う際に、溶接欠陥の発生を抑制すると共にスパッタを大幅に低減させるアーク溶接方法を提供する。
【解決手段】レ形開先20内のウィービング中心位置に溶接トーチ17を所定の傾斜角θ1で配置し、ウィービング中心位置を中心として溶接トーチ17を略円弧状にウィービング振り角θ2でウィービングさせながらアーク倣いを実施するアーク溶接方法である。レ形開先20の開先角度をθ3(°)としたときに、(a)5°≦θ1≦25°、(b)1°≦θ2≦20°、(c)25°≦θ3≦35°、(d)θ1−5°≦θ3/2≦θ1+5°、(e)θ2/2−θ1+θ3≧15°、(f)θ1+θ2/2≧15°の条件が満たされた状態で、アーク溶接を行う。
(もっと読む)
21 - 40 / 65
[ Back to top ]