
Fターム[4E001EA10]の内容
Fターム[4E001EA10]に分類される特許
1 - 20 / 300
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
耐硫化物応力腐食割れ性に優れた引張強度600MPa以上の高強度溶接鋼管
鋼板のプラズマ切断方法
鋼板の多電極サブマージアーク溶接方法
【課題】低入熱でワイヤの溶融量を増加させることなく、溶接部の高靭性化を図るとともに、深い溶込みと広いビード幅を得ることができる多電極サブマージアーク溶接方法を提供する。
【解決手段】溶接進行方向の先頭の第1電極のワイヤ径を2.0〜3.2mmとし、溶接進行方向の最後尾に、溶接線を挟んで両側に2本の電極を配置し、かつ2本の電極の鋼板の表面におけるワイヤ先端位置を溶接線に対して垂直な同一線上に配置するとともに、ワイヤ先端位置と溶接線との距離W(mm)を5〜20mmとし、かつコンタクトチップの先端部中心から鉛直下方に下ろした鉛直線が鋼板の表面と交わる位置と溶接線との距離M(mm)がM≧Wを満たす。
(もっと読む)
多電極サブマージアーク溶接方法

【課題】本発明では、低入熱かつ高溶接速度で深い溶込みを得ながら、低い余盛で十分に広いビード幅を得ることができるサブマージアーク溶接方法を提供することを目的とする。
【解決手段】3電極以上の多電極サブマージアーク溶接方法において、第1電極の溶接ワイヤの径を2.0〜3.2(mm)とし、溶接電流密度を145(A/mm2)以上とし、その他の電極のうちいずれか2本の電極の溶接ワイヤを1本の溶接トーチ内に送給して、溶接することを特徴とする多電極サブマージアーク溶接方法。
(もっと読む)
アーク溶接方法
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
溶接システム、溶接プロセス及び溶接物品
【課題】3以上のタイプの溶接装置を用いた溶接を提供すること。
【解決手段】 溶接システム、溶接プロセス及び溶接物品が開示される。本システムは、レーザ溶接装置、GMAW装置及びGTAW装置を含む。レーザ溶接装置、GMAW装置及びGTAW装置は、溶接パスに沿って物品を溶接するよう位置付けられる。本プロセスは、レーザ溶接装置、GMAW装置及びGTAW装置を有する溶接システムを準備する段階を含む。本プロセスは更に、レーザ溶接装置、GMAW装置及びGTAW装置の1以上を用いて物品を溶接する段階を含む。溶接物品は、レーザ溶接装置、GMAW装置及びGTAW装置からの溶接によって形成される溶接を含む。
(もっと読む)
プラズマアーク溶接方法及びプラズマアーク溶接装置
【課題】キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができるプラズマアーク溶接方法及びプラズマアーク溶接装置の提供。
【解決手段】溶接電流にパルス電流を用いると共に、このパルス電流のパルス周波数を溶融池Pが同期する周波数に制御して溶接する。これによって、キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができる。
(もっと読む)
アーク及びレーザーを用いた溶接方法と溶接装置
【課題】被溶接材の間隙のギャップの裕度が大きく、レーザー光の焦点位置をずらすことなく深溶け込み溶接を行える。
【解決手段】アーク及びレーザーによる溶接装置1は、アーク溶接器2とレーザー溶接器3を治具7で接続して走行可能に設けた。アーク溶接時に検知したアーク電流とアーク電圧の波形情報は、制御部の演算手段によって揺動する溶接ワイヤの調芯位置を演算し、アーク溶接器調芯手段によって調芯を行う。この波形情報に基づいてレーザー溶接器3を溶接位置に調芯すると共に焦点調整するレーザー溶接器調芯手段を設けた。アーク溶接の際、開先の底部に溶着金属を生成させる。溶着金属が凝固した後、溶着金属にレーザー光の焦点を合わせて再溶融させ、間隙の部分を深溶け込み溶接する。
(もっと読む)
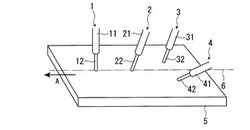
溶接方法
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
アーク溶接方法
【課題】溶融玉の形状を安定させることにより溶接強度を安定させることができるアーク溶接方法を提供すること。
【解決手段】導体20,21と電極12との間でアーク放電を発生させて溶接を行うTIG溶接において、溶接電流を一時的に低減することにより、放電中に導体20,21の端部20a,21aに作用するアーク圧力を放電途中で一時的に低下させて、導体20,21ごとに溶融して独立している溶融金属同士を一体化させる。
(もっと読む)
溶接方法および溶接継手
【課題】ガセット板と高張力鋼の角廻し溶接部の疲労強度を飛躍的に向上させることができる溶接方法および溶接継手を提供する。
【解決手段】ガセット板を高張力鋼に角廻し溶接により溶接する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、ガセット板の端部の長手方向に17mm以上の長さのビードを形成する溶接方法。前記溶接方法を用いて、ガセット板が高張力鋼に溶接されている溶接継手。既存の鋼構造物におけるガセットと母材からなる角廻し溶接部を溶接により補修または補強する溶接方法であって、溶接金属のマルテンサイト変態開始点が350℃以下の溶接材料を用いて、角廻し溶接部のガセット板の端部の長手方向に、ガセット板の端部からのビード部の長さが17mm以上となるようにビードを形成する溶接方法。
(もっと読む)
溶接熱影響部の靭性に優れた鋼材並びに溶接継手、溶接継手の製造方法
【課題】大型構造用鋼として適用可能な、溶接熱影響部靭性に優れた鋼材及び溶接継手と溶接継手の製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.16%、Mn:0.3〜2.0%、Ti:0.016〜0.030%、V:0.025〜0.100%、B:0.0016〜0.0050%、N:0.0050〜0.0200%を含有し、0.3[Ti]+1.35[B]−0.0016≦[N]≦0.3[Ti]+0.12[V]+0.0035、及び、Y−0.02≦X≦Y+0.02を満足する鋼材。X=[C]+[Mn]/6+([Cu]+[Ni])/15+([Cr]+[Mo]+[V])/5+2[Nb]、Y=1.71×10-4×H+0.32。[M]は元素Mの含有量[質量%]、Hは想定溶接入熱[kJ/cm]。想定溶接入熱Hで溶接を行った際の溶接熱影響部の有効結晶粒径は35μm以下である。
(もっと読む)
Ni基耐熱合金用溶接材料ならびにそれを用いてなる溶接金属および溶接継手
【課題】溶接時に優れた耐高温割れ性を有するNi基耐熱合金用溶接材料並びに溶接中の耐高温割れ性、高温で長時間使用中の耐応力緩和割れ性及び良好なクリープ強度を有する溶接金属と溶接継手を提供すること。
【解決手段】(1)C:0.06〜0.18%、Si≦0.5%、Mn≦1.5%、Ni:45〜55%、Cr:25〜35%、W:7.0〜13.0%、Ti:0.2超〜1.5%、Al<0.1%及びN:0.002〜0.20%を含み、残部がFe及び不純物からなり、不純物中のO≦0.02%、P≦0.008%及びS≦0.005%の化学組成を有するNi基耐熱合金用溶接材料。この溶接材料は、Feの一部に代えてNb≦1.0%を含んでもよい。(2)上記のNi基耐熱合金用溶接材料を用いてなる溶接金属。(3)上記溶接金属と高温強度に優れたNi基耐熱合金の母材とからなる溶接継手。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】消耗電極である溶接ワイヤとフィラワイヤを用いた溶接において、母材のセット位置ズレや母材の加工精度等の外乱により、チップと母材との間の距離が変動する場合があり、溶融池とフィラワイヤの間に間隙が生じ、フィラワイヤは所定の速度で送給されているので間隙が生じている時間が長くなり、溶接性が悪くなる。
【解決手段】先行する溶接ワイヤには溶接電流を通電してアークを発生させて母材に溶融池を形成し、後行するフィラワイヤには溶接電流を通電せず溶融池に接するように送給し、フィラワイヤが溶融池と接触している場合には、フィラワイヤを第1の送給速度で送給し、フィラワイヤと溶融池とが離れている場合には、第1の送給速度よりも速い第2の送給速度でフィラワイヤを送給する。
(もっと読む)
消耗電極アーク溶接のくびれ検出時電流制御方法
【課題】 溶滴のくびれを検出して溶接電流を制御するアーク溶接において、溶接速度が変化しても良好な溶接品質を得ること。
【解決手段】短絡状態からアークが再発生する前兆現象である溶滴のくびれを検出し、このくびれを検出すると短絡負荷に通電する溶接電流を減少させ、アークが再発生した時点から遅延期間Tdrが経過した時点で溶接電流を増加させてアーク負荷に通電する消耗電極アーク溶接のくびれ検出時電流制御方法において、溶接速度Wsが基準速度Wt未満のときは遅延期間Tdrを溶接速度Wsの値によらず一定Tdiとし、溶接速度Wsが基準速度Wt以上のときは遅延期間Tdrを溶接速度Wsの値に応じて変化させる。これにより、溶接速度Wsに応じて遅延期間Tdrが最適化されるので、溶接速度Wsが変化しても良好な溶接品質を得ることができる。
(もっと読む)
フェライト系ステンレス鋼板のTIG溶接方法
【課題】本発明は、コストを抑制可能であり、酸化を抑制するためのシールド効果を高めることが可能であり、かつ十分な溶け込み深さを得ることの可能なフェライト系ステンレス鋼のTIG溶接方法を提供することを課題とする。
【解決手段】第1のシールドガスとして、アルゴンガスとヘリウムガスとの混合ガスで、かつ該混合ガスに含まれるヘリウムガスが20〜90体積%のガスを用い、第1のシールドガスの第1の流速S1を0.175m/sec≦S1≦1.75m/secの範囲内で設定すると共に、第2のシールドガスとして、アルゴンガスを用い、第2のシールドガスの第2の流速S2を0.05m/sec≦S1≦1.51m/secの範囲内で設定して、フェライト系ステンレス鋼11のTIG溶接を行なう。
(もっと読む)
溶接継手および溶接材料
【課題】高強度母材を予熱なしで溶接して得られる高強度・高靱性溶接継手の提供。
【解決手段】C:0.03〜0.19%、Si:0.03〜0.90%、Mn:0.30〜1.80%、P≦0.030%、S≦0.010%、Cr:0.05〜1.20%、Mo:0.05〜1.00%、sol.Al:0.01〜0.10%、N≦0.0050%以下を含み、残部がFeと不純物の化学組成を有し、マルテンサイト相の構成比率が面積率で95%以上の組織からなる引張強さ≧950MPaの鋼母材と、C:0.03〜0.08%、Si:0.2〜1.0%、Mn:0.3〜3.0%、Ni:4.0〜7.0%、Cr:11.5〜15.0%を含み、残部がFeと不純物からなり、〔Creq+0.5Nieq>16.5〕、〔Creq+5.7Nieq<58.8〕、〔Creq−0.63Nieq<10.6〕を満たす化学組成を有する溶接金属とからなる、溶接継手。
(もっと読む)
鋼管杭の溶接方法
【課題】 鋼管杭施工地での鋼管杭の溶接方法として、溶接時間を短縮するとともに溶接欠陥を低減することができる鋼管杭の炭酸ガスシールドアーク溶接方法を提供する
【解決手段】 鋼管杭施工地での鉛直方向に配置された鋼管杭同士を炭酸ガスシールドアーク溶接で溶接する鋼管杭の溶接方法において、開先形状をルートフェイス3mm以下、開先角度25°〜35°、ルートギャップ1mm以下のレ形開先とし、シールドガス流量/ノズル内径を6〜12L/min・mm2、溶接電流を350〜450Aとすることを特徴とする鋼管杭の炭酸ガスシールドアーク溶接方法。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
1 - 20 / 300
[ Back to top ]