
Fターム[4E001LH04]の内容
アーク溶接一般 (8,479) | 対象又は適用対象(付属装置) (380) | ガスシールドアーク溶接用トーチ (241) | TIG溶接用トーチ (54)
Fターム[4E001LH04]の下位に属するFターム
電極 (14)
Fターム[4E001LH04]に分類される特許
1 - 20 / 40
アーク溶接用トーチ
【課題】 シールドガスの使用量を減らしても、溶接品質を維持する必要最適量のシールドガスを溶接部の周縁に確実に吹き付けることができ、溶接部を確実にシールドできるアーク溶接用トーチを提供する。
【解決手段】 本発明のアーク溶接用トーチ1は、シールドガスおよび溶融電極が通る内空間を有し、シールドガスが流出する内空間と連通した複数の流出孔を有したガス管としてのトーチ本体2、チップ3と、ガス管の周縁を覆うように配置される円筒部材としてのノズル本体6およびノズルヘッド8と、を備え、ガス管と円筒部材との間のガス流路空間を通るシールドガスで溶接部99をシールドしながらアーク溶接するアーク溶接用トーチ1であって、ガス流路空間には、シールドガスの密度を高めるための絞りを形成する絞り形成部材としての第二整流部材9が配置されている。
(もっと読む)
溶接トーチ及びプラズマ溶接方法

【課題】本発明は、プラズマ溶接に要するコストを低減可能であると共に、容易にプラズマ溶接を行うことの可能な溶接トーチ及びプラズマ溶接方法を提供することを課題とする。
【解決手段】パイロットガスが供給される先端部24Aを含む電極24、及び電極24の先端部24Aを露出するように、電極24の軸方向Aに対する電極24の位置を規制するコレット22を有するインナー部材11と、電極24の先端部24Aのうち、少なくとも一部を収容するセンターノズル27、センターノズル27の外側に配置されたアウターノズル31、及びセンターノズル27の先端面27aに向かうようにシールドガスを案内するシールドガス流路33を有し、かつインナー部材11の外周部の一部を囲むように配置されたアウター部材12と、電極24の軸方向Aに対してインナー部材11及びアウター部材12を相対的に移動させる駆動部14と、を含む。
(もっと読む)
溶接用トーチ及びアダプタキット
【課題】一重ノズル構造の溶接用トーチを二重ノズル構造に変換するアダプタキットを提供する。
【解決手段】一重ノズル構造の溶接用トーチ1Aに換装されるアダプタキット20Aであって、ガスケットを取り外した状態で、トーチノズル(インナーノズル)6Aを内側に挿入した状態でトーチボディ5に取り付けられると共に、第2のシールドガスを供給する流路が設けられたアタッチメント7Aと、トーチノズル6Aの周囲を囲んだ状態でアタッチメント7Aに取り付けられると共に、第2のシールドガスから放出するアウターノズル8Aとを備える。
(もっと読む)
TIG溶接トーチ
【課題】TIGトーチにおいて、部品交換作業を容易とする。
【解決手段】コレットボディ14とフロントコレット16とが連結されていることから、(a)に示されるように、トーチボディ12からコレットボディ14を取り外すことで、フロントコレット16も一体にトーチボディ12から抜き取られる。又、タングステン電極18をセットする際にも、コレットボディ14にタングステン電極18を挿入することで、コレットボディ14に連結されたフロントコレット16へと、タングステン電極18が円滑に案内される。又、コレットボディ14とフロントコレット16とが、相対回転可能に連結されていることから、コレットボディ14とフロントコレット16との一体物をトーチボディ12の内径部12a、12cに挿入し、コレットボディ14を回転させて、トーチボディ12にねじ止めを行うことが可能となる。
(もっと読む)
ホットワイヤ溶接の加熱制御方法および装置
【課題】ワイヤ加熱部一定長さの温度分布を一定にすることで、ワイヤ加熱部全体の加熱状態も一定に制御することができるようにしたホットワイヤ溶接の加熱制御方法及び装置を提供すること。
【解決手段】母材3とワイヤに電流を供給するワイヤ電流給電部との間の添加ワイヤ6との間に電流を通電し、ワイヤ6を抵抗加熱しながら溶接を行うホットワイヤ溶接方法において、予め目標とするワイヤ加熱部の一定長さの目標抵抗値を設定しておき、ワイヤ電流給電部9と母材3側のワイヤ先端部を残してワイヤ6を被覆するセラミックノズル11よりなるホットワイヤトーチ15を用いて、ワイヤ加熱部の長さの中間部Mに位置するセラミックノズル11に設けられた切り窓11aから内部の添加ワイヤ6に接触する電圧測定端子19によりワイヤ加熱部の一定長さの抵抗値を測定し、その値が前記目標抵抗値になるようにワイヤの加熱電力を制御する。
(もっと読む)
溶接トーチ
【課題】溶接トーチにおいて、先端側から見て回転することがないように電極棒を固定し、かつ、安価に製造する。
【解決手段】電極棒2が断面円形の丸棒から形成され、電極棒2の一部が切削されて形成された加工部位2aと当該加工部位2aに当接する絶縁材3の当接部位3aとからなる電極棒回転防止機構10を備える。
(もっと読む)
ホットワイヤ溶接方法
【課題】ホットワイヤ溶接における送給ワイヤの母材衝突による負影響を機器的手法を導入して回避又は緩和し溶接状態を安定化維持する。
【解決手段】本発明方法を実施するためのホットワイヤ溶接装置Xが、溶接トーチ1とワイヤトーチ2との連結部3に、弾性的なスライド機構Sを付設して該ワイヤトーチ2を可動保持している。弾性的なスライド機構Sは、コイルばねその他の付勢手段〔図示省略〕を有しており、加熱不足ワイヤ(W)の母材衝突による反力又は衝撃負荷を吸収して反動的に母材Mから遠ざかる後退動作と、除荷後の定位置へ戻る弾性復帰動作をおこなうものとしている。これにより、硬い加熱不足ワイヤ(W)が溶融プールPに突入して母材衝突した際にワイヤトーチ2を応動させ、適正溶融状態を確保するようにしている。
(もっと読む)
狭窄ノズル及びこれを用いたTIG溶接用トーチ
【課題】 アーク周囲に高速整流ガスを流してプラズマ気流の流れを速め、アークに作用する電磁力及び磁界を強化してアークのエネルギー密度、アークの指向性及び硬直性を高めて高速溶接を行えるようにし、また、シールド効果を高めて高品質な溶接を行えるようにする。
【解決手段】 本発明の狭窄ノズル7は、タングステン電極棒2の先端部周囲にタングステン電極棒2と同心状に配置され、タングステン電極棒2の先端部外周面との間に環状の高速ガス通路7dを形成する筒状のノズル本体7aと、ノズル本体7aの内周面に円周方向へ所定の間隔をおいて突出形成され、タングステン電極棒2をノズル本体7aの中心位置に保持するノズル本体7aの長手方向に沿う複数の位置決め用突条7bと、複数の位置決め用突条7b間に形成され、ノズル本体7aの長手方向に平行に延びて高速ガス通路7d内を流れるシールドガスGを整流化する複数のガス整流溝7cとから成る。
(もっと読む)
TIG溶接装置
【課題】 TIG溶接装置の小型化。TIG溶接アーク起動用カップリングコイルをアーク起動の信頼性を向上しかつ小型化する。
【解決手段】 外シールドキャップ12,内シールドキャップ10、および、電極棒4、を備える2重シールドTIG溶接トーチ;電極棒4と溶接対象材17との間に溶接電力を供給する溶接電源20;一端が内シールドキャップ10に接続された2次コイル、を持つカップリングコイル22;一端が電極棒4に、他端が前記2次コイルの他端に接続された第1カップリングコンデンサ23;および、カップリングコイル22の1次コイルに高周波電流を給電するための高周波発生器21;を備える。さらに、一端が溶接対象材17に、他端が前記2次コイルの他端に接続される第2カップリングコンデンサ24;を備える。
(もっと読む)
アーク溶接装置およびアーク溶接電源装置および溶接用トーチ
【課題】溶接電流上限値設定部を設けており溶接電流上限値以下で溶接出力を行わせるアーク溶接装置において、作業者が溶接電流上限値を設定するため未設定や入力ミスなどのミスが発生する。
【解決手段】溶接機とトーチを備え、トーチは溶接電流上限値を含むトーチに関する情報を記憶した情報記憶媒体を備え、溶接機は、溶接出力の制御を行う溶接出力制御部と、情報記憶媒体に記憶された情報を読み取る情報読取部と、作業者が溶接電流を入力するための溶接電流入力部と、情報読取部が読み取った溶接電流上限値を記憶する溶接電流上限値記憶部と、溶接電流と溶接電流上限値を入力し、溶接電流値が溶接電流上限値より小さい場合には溶接電流値を溶接電流指令値とし溶接電流上限値以上の場合には溶接電流上限値を溶接電流指令値として溶接出力制御に出力する溶接電流設定部を備え、溶接電流上限値以下で溶接を行う。
(もっと読む)
ティグ溶接トーチ
【課題】電極25のノズルの先端部28aからの突き出し長さを容易に調整することができるティグ溶接トーチ31を提供する。
【解決手段】ティグ溶接トーチ31において、電極固定用キャップ32をトーチボディの基端部23bにねじ込むことによって、コレットの先端部24aをコレットボディの先端部26aの内面に押し当てる。電極固定用キャップ32に電極25が挿通する挿通孔32dが形成されている。電極突出し長さ調整用キャップ33の先端部から電極の基端部25bが挿入される電極挿入孔33dが形成され、この電極挿入孔の底部33eが電極固定用キャップの基端部32bから突き出た電極の基端部25bに当接する。電極突出し長さ調整用キャップ33を電極固定用キャップの基端部32bにねじ込むことによって、電極挿入孔の底部33eが電極の基端部25bを押圧する。
(もっと読む)
溶接装置
【課題】溶接装置において、非消耗電極の磨耗を抑制すると共に被溶接物の表面に対する酸化皮膜の発生を抑制する。
【解決手段】先端部からアークAを発生可能なタングステン電極112と、このタングステン電極112の外側にアルゴンガス(Ar)からなる第1シールドガスを流してタングステン電極112の先端部側から母材100に向けて噴出可能な第1ノズル113と、この第1ノズル113の外側から酸化性ガス(Ar+O2)からなる第2シールドガスをタングステン電極112の先端部側で且つ第1のシールドガスの内側に向けて噴出可能な第2ノズル114とを設けている。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ溶接装置
【課題】 高温割れ,アンダーカットを生じることなく安定したアークでプラズマアーク溶接をより高速化。
【解決手段】 先頭電極空間1a,1以上の中間電極空間1bおよび後尾電極空間1cと、溶接方向yの一直線上に分布し各電極空間にそれぞれが連通し前記一直線と平行な溶接線に対向して開いた3個以上の開口4a,4b,4cと、を備えるインサートチップ1。該インサートチップの各電極空間に各先端部を挿入した複数の電極2a,2b,2cと、を備えるプラズマトーチ。先頭電極2aに予熱電力を給電する第1電源18ap,18awと、中間電極2bに裏ビード形成電力を給電する第2電源18bp,18bwと、後尾電極2cになめ付け電力を給電する第3電源18cp,18cwと、を備えるプラズマ溶接装置。先頭電極又は中間電極のプラズマアークにより裏ビードを形成し、他の電極のTIGアークで予熱又はなめ付けをするプラズマ溶接装置。
(もっと読む)
制御装置の端子と回路導体の溶接方法
【課題】FET等の電子部品の端子とバスバー等の回路導体とを超小型のTIG溶接機で電子部品の破壊を防止しつつ簡単かつ確実に低コストで溶接することができる制御装置の端子と回路導体の溶接方法を提供する。
【解決手段】複数の端子11を有した電子部品10′の端子11と回路導体22とを超小型のTIG溶接機1′の一方の電極4からの溶接アーク9により溶融して接合するようにした制御装置に用いる電子部品10′の端子11と回路導体22の溶接方法であって、電子部品10′の複数の端子11の全ての端子を、他方の電極を兼用したアースクランプ治具6で挟んで全ての端子11が同電位になる状態とした後で、溶接する端子11と回路導体22とをアースを取りながらアーク溶接する。この際、複数の端子の各端子間の距離が離れるように予め形成しておいた電子部品を用いると良い。
(もっと読む)
TIG溶接装置
【課題】前端に電極を有する溶接トーチと、前記電極の前方にフィラーワイヤを導くフィラーワイヤガイドとを備えるTIG溶接装置において、フィラーワイヤを用いたTIGフィラー溶接と、フィラーワイヤを用いないTIG溶接とを1台で使い分けができるようにする。
【解決手段】溶接トーチ12を支持する固定のベース15に、フィラーワイヤガイド14を保持するガイドホルダ27が作動可能に支持され、ガイドホルダ駆動手段32が、フィラーワイヤガイド14から電極11の前方にフィラーワイヤ13を供給することを可能としたワイヤ供給位置と、溶接トーチ12の後部側方にフィラーワイヤガイド14を退避させる退避位置との間でガイドホルダ27を駆動する。
(もっと読む)
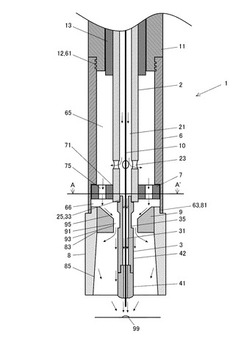
TIG溶接用のトーチ及び補修溶接方法
【課題】欠陥を除去する為の凹部の体積をできるだけ小さく、又凹部の形状を円筒形状とし、凹部形成の加工性の向上を図ると共に溶接体積を減少させ、溶接時の入熱量を低減して熱変形を減少させ、更に、溶融池の中心又は中心近傍にフィラーメタルの供給を可能とし、溶接性の向上を図る。
【解決手段】TIG溶接用のトーチに於いて、電極5とフィラーメタル6とが前記トーチの中心線と平行に配置され、前記電極と前記フィラーメタルとが前記トーチの中心線を中心に一体に回転可能に支持され、少なくとも前記電極は前記中心線に対して偏心した位置にあり、前記電極の下端は先端が壁面に向う様、斜めに切断された。
(もっと読む)
ティグ溶接トーチ
【課題】フロントコレットがフロントコレットボディを過大な圧力で押圧することがない溶接トーチを提供する。
【解決手段】フロントコレット27の先端部がフロントコレットボディ28の内面に押圧されて非消耗電極3を保持し、リアコレットボディ22の先端部がフロントコレット27の基端部に当接し、トーチボディ21の基端部側に設けられたリアコレット押さえ30をねじ込むことによって、リアコレット26が非消耗電極3を保持するティグ溶接トーチ20である。フロントコレット押さえ24をねじ込むことによってリアコレットボディ22がフロントコレット27を押圧して非消耗電極3を保持する。フロントコレット用ばね23をフロントコレット押さえ24とリアコレットボディ22との間に設け、スリーブ29がフロントコレット押さえ24とフロントコレット用ばね23を挿通してリアコレット26に当接する。
(もっと読む)
溶接装置、溶接棒ヘッドおよび方法
溶接装置は、被加工物の表面にクラッディング材料を同時に溶着するために、離間した構成の関連する複数の連続送給溶接棒のアレイを同時に収容するように適合された溶接棒ヘッドを有する。溶接棒ヘッドは、溶接軌跡を通って作動可能であり得る。溶接装置は、複数の連続送給溶接棒それぞれと被加工物との間に溶接アークを同時に作るために電力を供給するように適合された溶接電源を有し得る。 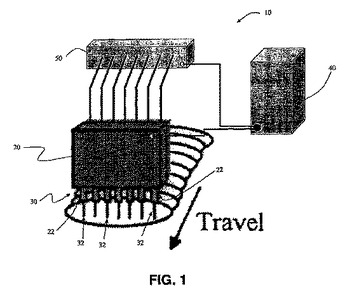 (もっと読む)
(もっと読む)
TIG溶接ヘッド及び該TIG溶接ヘッドを備えた自動溶接装置
【課題】 寸法精度にバラ付きがあるワークに対しても効率良くTIG溶接を実行し、溶接品質を向上させることができるTIG溶接ヘッドを提供する。
【解決手段】 上記課題を解決するために本発明のTIG溶接ヘッド3は、先端部の中心にタングステン電極21、先端部の周囲にガスノズル23を備えた溶接トーチ25と、フィラーワイヤFの供給を案内するワイヤガイド27と、該ワイヤガイド27を保持するフィラーホルダ29とを備えたフィラーユニット31と、上記溶接トーチ25とフィラーユニット31とを連結して一体に保持する連結アーム33と、を具備し、上記ワイヤガイド27には、フィラーワイヤFがワークWの被溶接部17に対して所定の低い進入角度θで円弧状に繰り出されるように案内する円弧状屈曲部39が形成されており、上記円弧状屈曲部39の下流の近傍位置には、作用長Lが短かく、内部のガイド穴47に絞り部43と拡径部45とが形成された先端チップ41が取り付けられることによって構成されている。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
1 - 20 / 40
[ Back to top ]