
Fターム[4E001QA01]の内容
Fターム[4E001QA01]に分類される特許
1 - 20 / 143
熱切断加工装置及び熱切断加工方法
溶接評価試験用の試験片及び溶接評価試験方法
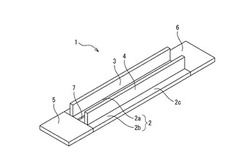
【課題】高強度UOE鋼管そのものを用いることなくシーム溶接部の低温割れの評価を行う。
【解決手段】溶接評価試験用の試験片1は、高強度UOE鋼管と同素材を用いて形成された2枚の平板2a,2bを突合わせた形態をなし、直線形状の突合わせ部位に沿い開先7,8が両面2c,2dにそれぞれ形成された突合せ継手模擬部2と、突合せ継手模擬部2の一の面2cの開先7の形成方向に平行になるように該一の面2c上に設けた平板形状の拘束板3,4と、を有する。
(もっと読む)
プラズマアーク溶接方法及びプラズマアーク溶接装置

【課題】キーホール溶接に際して安定した一定高さの裏波ビードを確実に得ることができる新規なプラズマアーク溶接方法及びプラズマアーク溶接装置の提供。
【解決手段】溶接時に出力される溶接電圧を検出し、その溶接電圧の周波数がその溶融池Pの固有振動数とほぼ一致するようにその溶接電圧の周波数を制御する。これによって、溶融池Pの振動数をその固有振動数に容易に制御することが可能となるため、キーホール溶接に際して安定した一定高さの裏波ビードを確実に得ることができる。
(もっと読む)
プラズマアーク溶接方法及びプラズマアーク溶接装置
【課題】キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができるプラズマアーク溶接方法及びプラズマアーク溶接装置の提供。
【解決手段】溶接電流にパルス電流を用いると共に、このパルス電流のパルス周波数を溶融池Pが同期する周波数に制御して溶接する。これによって、キーホール溶接に際して垂れ落ちや不整がない安定した一定高さの裏波ビードを確実に得ることができる。
(もっと読む)
アーク及びレーザーを用いた溶接方法と溶接装置
【課題】被溶接材の間隙のギャップの裕度が大きく、レーザー光の焦点位置をずらすことなく深溶け込み溶接を行える。
【解決手段】アーク及びレーザーによる溶接装置1は、アーク溶接器2とレーザー溶接器3を治具7で接続して走行可能に設けた。アーク溶接時に検知したアーク電流とアーク電圧の波形情報は、制御部の演算手段によって揺動する溶接ワイヤの調芯位置を演算し、アーク溶接器調芯手段によって調芯を行う。この波形情報に基づいてレーザー溶接器3を溶接位置に調芯すると共に焦点調整するレーザー溶接器調芯手段を設けた。アーク溶接の際、開先の底部に溶着金属を生成させる。溶着金属が凝固した後、溶着金属にレーザー光の焦点を合わせて再溶融させ、間隙の部分を深溶け込み溶接する。
(もっと読む)
インライン検査方法およびインライン検査装置ならびにプラズマ−MIG溶接方法
【課題】所望の強度を実現できるような貫通孔が形成されているかインラインで検査することのできるインライン検査方法および装置を提供すること。
【解決手段】インライン検査方法は、重ね合わせた複数のワークWを貫通溶接する際、貫通孔をインラインで検査する方法である。インライン検査装置10は、ワークに形成された貫通孔の下孔径とプラズマアーク溶接のアーク電圧との関係を示す検量線データをワークの板厚および溶接条件ごとに記憶する記憶手段12と、処理手段13とを備え、処理手段13は、プラズマアーク溶接中のアーク電圧を監視し、アーク電圧に基づいて重ね合わせた複数のワークが貫通したことを検出する貫通検出工程S1と、アーク電圧を監視し、ワークの貫通から所定時間経過した後に測定されたアーク電圧を検量線データと照合することで、形成された貫通孔の下孔径を検出する貫通孔径検出工程S2とを実行する。
(もっと読む)
溶接方法
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
アーク溶接方法
【課題】溶融玉の形状を安定させることにより溶接強度を安定させることができるアーク溶接方法を提供すること。
【解決手段】導体20,21と電極12との間でアーク放電を発生させて溶接を行うTIG溶接において、溶接電流を一時的に低減することにより、放電中に導体20,21の端部20a,21aに作用するアーク圧力を放電途中で一時的に低下させて、導体20,21ごとに溶融して独立している溶融金属同士を一体化させる。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】消耗電極である溶接ワイヤとフィラワイヤを用いた溶接において、母材のセット位置ズレや母材の加工精度等の外乱により、チップと母材との間の距離が変動する場合があり、溶融池とフィラワイヤの間に間隙が生じ、フィラワイヤは所定の速度で送給されているので間隙が生じている時間が長くなり、溶接性が悪くなる。
【解決手段】先行する溶接ワイヤには溶接電流を通電してアークを発生させて母材に溶融池を形成し、後行するフィラワイヤには溶接電流を通電せず溶融池に接するように送給し、フィラワイヤが溶融池と接触している場合には、フィラワイヤを第1の送給速度で送給し、フィラワイヤと溶融池とが離れている場合には、第1の送給速度よりも速い第2の送給速度でフィラワイヤを送給する。
(もっと読む)
ガスパージ用治具及び自動溶接装置
【課題】管部材を溶接するにあたり、管部材の内側をガスパージするガスパージ手段の設置作業の効率化及び自動化を図る。
【解決手段】溶接対象とされた管部材の開口端に被さるカップ形状を有すると共に、不活性ガスを外部からカップ内部21に導入する導入口22を備えるガスパージ用治具20を採用する。
(もっと読む)
2電極プラズマトーチによる溶接方法
【課題】 2電極プラズマ溶接において、溶接片端部における溶接不良を改善する。
【解決手段】 2電極配置空間に連通する2ノズルを有する2電極プラズマトーチ30を用いて、2ノズルの並び方向を溶接線と平行にしトーチと溶接片の一方を溶接線に沿う方向に走行駆動しつつ、各電極12a,12bでプラズマアークを発生し溶接するにおいて、先行極を予熱に設定し後行極を裏波形成溶接に設定し、後行極が溶接片の始端にあるときに、後行極のプラズマアークを起動し同時にトーチ走行駆動を低速で開始し、先行極がプラズマアークを起動した位置に後行極が到達すると、走行駆動を高速にかつ後行極のアーク電流とプラズマガス流量の両方又は片方を高く切換え、先行極が溶接片の後端に達する直前に先行極のプラズマアーク電流とプラズマガス流量の両方又は片方を下げて後端でプラズマアークを停止し、後行極が後端に達するとクレータ処理する。
(もっと読む)
消耗電極アーク溶接のくびれ検出時電流制御方法
【課題】 溶滴のくびれを検出して溶接電流を制御するアーク溶接において、溶接速度が変化しても良好な溶接品質を得ること。
【解決手段】短絡状態からアークが再発生する前兆現象である溶滴のくびれを検出し、このくびれを検出すると短絡負荷に通電する溶接電流を減少させ、アークが再発生した時点から遅延期間Tdrが経過した時点で溶接電流を増加させてアーク負荷に通電する消耗電極アーク溶接のくびれ検出時電流制御方法において、溶接速度Wsが基準速度Wt未満のときは遅延期間Tdrを溶接速度Wsの値によらず一定Tdiとし、溶接速度Wsが基準速度Wt以上のときは遅延期間Tdrを溶接速度Wsの値に応じて変化させる。これにより、溶接速度Wsに応じて遅延期間Tdrが最適化されるので、溶接速度Wsが変化しても良好な溶接品質を得ることができる。
(もっと読む)
固定管の円周溶接方法及び消耗電極式ガスシールドアーク自動溶接装置
【課題】ビードの繋ぎ部に発生しがちな溶接欠陥をほぼ完全に無くす。
【解決手段】2台の溶接ヘッド11A、11Bにより3時の方向と9時の方向に振り分けて溶接を進め、6時の位置にてビードの繋ぎを行う下進振分溶接を行い、3時の位置側の先行溶接工程と9時の位置側の後続溶接工程とをこの順に所定の時間差をもって実行する。そして、先行側の溶接ヘッド11Aの先行トーチ9による溶接終端位置と後行トーチ10による溶接終端位置を同じ位置に設定し、かつ後続側の溶接ヘッド11Bの先行トーチ9による溶接終端位置と後行トーチ10による溶接終端位置を同じ位置に設定して、後行トーチ10の溶接終端部でクレーター処理を行い1周分の溶接を終了する。
(もっと読む)
プラズマキーホール溶接システム、および、プラズマキーホール溶接方法
【課題】 よりきれいなビードを形成できるプラズマキーホール溶接方法、および、プラズマキーホール溶接システムを提供すること。
【解決手段】プラズマ電極112と母材Wとの間に、設定周波数Ffrのパルス電流を流す出力回路31と、母材Wに形成されたキーホールのサイズを検出するキーホールサイズ検出部と、上記キーホールサイズ検出部によって検出されたキーホールのサイズの変化に基づき、設定周波数Ffrを算出する周波数算出回路38と、を備える。このような構成によると、パルス電流の周波数を調整することによって、キーホールのサイズを調整できる。これにより、よりきれいなビードを形成することができる。
(もっと読む)
プラズマ切断監視装置
【課題】 本発明は、経時的に現在と最前とのプラズマアークの外径直径や切断溝幅を比較して切断状況を監視し得るプラズマ切断監視装置を提供することを可能にすることを目的としている。
【解決手段】 CMOSカメラ8により撮像された撮像画像情報からプラズマアーク18の外径直径Dpと、切断溝6の溝幅Waとを算出する画像解析部19と、画像解析部19により算出された現在と、記憶部22に記憶された最前とのそれぞれのプラズマアーク18の外径直径Dpと、切断溝6の溝幅Waとを比較する比較部20と、該比較部20により比較される、現在と、最前のとのそれぞれの実際の切断時のプラズマアーク18の外径直径Dpと、切断溝6の溝幅Waとのそれぞれの差が、予め設定された許容範囲から何れかが外れた場合にプラズマ切断装置2の切断動作に異常が生じたと判断する切断状態判定部14とを有する。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤと母材との間にアークを発生させると共に、溶融池の後半部にフィラーワイヤを送給して行う2ワイヤ溶接の溶接開始方法において、ワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirに設定し、溶接ワイヤの送給Wsを開始(時刻t3)してアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、このフィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirよりも長い定常期間用ワイヤ間距離Lsrに変化させる。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、クレータ処理時間を短縮すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、アークの発生及びフィラーワイヤの送給(Fs)を継続したままで、溶接ワイヤとフィラーワイヤとのワイヤ間距離Lwを定常期間中よりも短くしてクレータ処理を行う。これにより、クレータ処理のためにアークを通電する溶接電流Iwwの値が小さくなり溶融池の温度が低下しても、フィラーワイヤをアークによって直接溶融することができるので、クレータ期間中もフィラーワイヤの送給(Fs)が可能となり、クレータ処理に要する時間を短縮することができる。
(もっと読む)
プラズマキーホール溶接方法、および、プラズマキーホール溶接システム
【課題】より早くキーホールを貫通させることができるプラズマキーホール溶接方法およびプラズマキーホール溶接システムを提供すること。
【解決手段】プラズマ電極と母材との間にアークを点弧し、上記アークによってキーホールを貫通させる工程と、上記キーホールが貫通した後に、上記プラズマ電極を上記母材に対して移動させつつ、定常溶接を行う工程と、を備え、貫通させる工程は、上記キーホールの形成が開始した時刻t2から上記キーホールが貫通する時刻t3までの期間であるキーホール形成期間中に、上記プラズマ電極と上記母材との間に流れる溶接電流Iwを、周波数Ffが初期周波数ff1であるパルス電流として流す工程を含み、上記定常溶接を行う工程は、溶接電流を、周波数Ffが定常周波数ff2であるパルス電流として流す工程を含み、初期周波数ff1は、定常周波数ff2よりも小さい。このような構成によると、より早くキーホールを貫通させることができる。
(もっと読む)
2電極左右差溶接方法
【課題】溶接とは別の外部熱源で入熱量を調整し、溶け込み深さをコントロールすることで被溶接部材の倒れを防止する2電極左右差溶接方法を提供する。
【解決手段】先行電極1と後行電極2とを用い被溶接部材12の両側から同時に隅肉溶接を行う2電極溶接方法において、隅肉溶接を施工中に、溶接以外の外部熱源(熱源6及び冷却源7)を用いて、先行電極1側の入熱量と後行電極2側の入熱量との間に差をつけることにより、被溶接部材12の両側の溶け込み深さを均一にし、被溶接部材12の倒れを防止する。
(もっと読む)
アーク溶接装置
【課題】 本発明では、溶接トーチのケーブルが長くても溶接条件の調整を作業者の手元で調整できるアーク溶接装置を提供する。
【解決手段】 トーチスイッチをオンすると溶接開始信号を出力する溶接トーチと溶接電源とを備えたアーク溶接装置において、加速度センサを溶接トーチ内部に具備し、溶接電源は、トーチスイッチの設定モード切換操作に応じて実溶接モードから出力調整モードに移行し、出力調整モードのとき、溶接トーチを移動させ、X軸方向の加速度センサ信号の加速値の絶対値が第1の加速基準値を超え、且つ第1の加速基準値より大きい第2の加速基準値を超えたとき、溶接条件設定値を増加させ、Y軸方向の加速度センサ信号の加速値の絶対値が第3の加速基準値を超え、且つ第3の加速基準値より大きい第4の加速基準値を超えたとき、溶接条件設定値を減少させる、ことを特徴とするアーク溶接装置である。
(もっと読む)
1 - 20 / 143
[ Back to top ]