
Fターム[4E001QA03]の内容
Fターム[4E001QA03]に分類される特許
1 - 20 / 73
アーク溶接方法
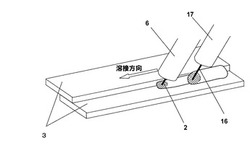
【課題】亜鉛メッキ鋼板を溶接する場合、深い溶け込みを実現し、かつ、ピットやブローホールの発生量を抑制することを両立することは困難であった。
【解決手段】2つの電極を溶接進行方向に対して前後方向に並べて溶接を行うアーク溶接方法であって、先行電極に使用するシールドガスと後行電極に使用するシールドガスとは成分が異なっており、先行電極に使用するシールドガスは、後行電極に使用するシールドガスよりも、溶接時に発生する気体がビード内に残留し難いガスであり、先行電極用のチップと母材との間の距離が、後行電極用のチップと母材との間の距離よりも短くなるように、先行電極用のチップと後行電極用のチップを配置し、先行電極から第1のアークを発生して第1の溶融プールを形成し、後行電極から第2のアークを発生して第2の溶融プールを形成して、2電極2溶融プールの溶接を行う。
(もっと読む)
ガスパージ用治具及び自動溶接装置

【課題】管部材を溶接するにあたり、管部材の内側をガスパージするガスパージ手段の設置作業の効率化及び自動化を図る。
【解決手段】溶接対象とされた管部材の開口端に被さるカップ形状を有すると共に、不活性ガスを外部からカップ内部21に導入する導入口22を備えるガスパージ用治具20を採用する。
(もっと読む)
ノズルクリーナ
【課題】カッタの剥離性能の低下を抑制でき、かつ、円滑に、溶接ノズルのスパッタを除去して所定部位に排出できるノズルクリーナを提供すること。
【解決手段】ノズルクリーナ10は、溶接ノズル2に付着したスパッタSを剥離するカッタ56の周囲に、スパッタ飛散防止用のケース60を配設させる。ケースの下部には、剥離したスパッタを粉砕するミキサー70が配設される。ミキサーは、カッタとともに回転駆動され、底壁部71と複数のフィン76とを備える。底壁部は、上面74をテーパ面とし、フィンは、カッタの排出溝部58より低い帯状突条部77と、外周側端部を底壁部の外周縁71bと等しくするテーパ状突条部78とを備える。ケースには、スパッタ排出用の排出管部61が配設され、排出管部61は、下方に向かって延びて、ケースの内周面に開口する排出口部62の上縁62aを、フィンより高くし、下縁62bを底壁部より低くする。
(もっと読む)
溶接トーチおよびこれを備えた溶接装置
【課題】内部に堆積したワイヤの削り粉を容易に除去することが可能な溶接トーチを提供する。
【解決手段】第1のワイヤ挿通孔510を有するガイド体500と、弾性的に縮径可能な第2のワイヤ挿通孔640を有する給電チップ600と、上記ガイド体500に対して軸方向にスライド移動可能な筒状のスライド部材700と、上記スライド部材700を上記ガイド体500の基端方向に付勢する弾性部材730と、筒状のノズル250と、を備え、上記スライド部材700は、上記給電チップ600に弾性的に接触して上記第2のワイヤ挿通孔640を縮径させる溶接トーチであって、チップボディ300を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材730による付勢力に抗して上記スライド部材700が上記ガイド体500ないし上記給電チップ600に対してその先端方向に相対移動するように構成されている。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤにアークを発生させると共に、溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、溶接ワイヤの送給Wsを開始(時刻t3)すると共に、溶接ワイヤにアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、フィラーワイヤが溶融池に接触(時刻t6)すると予め定めたフィラーワイヤ溶接電流Iwfを通電し、フィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でフィラーワイヤ溶接電流Iwfの通電を停止する。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ
【課題】本発明はワイヤ矯正装置が大型化しない溶接トーチを提供する。
【解決手段】溶接トーチ21の第1のワイヤ変位部材1は、トーチボディ22の外周から半径方向にねじ込まれたワイヤ変位ねじ1aと、このワイヤ変位ねじ1aとの間で溶接ワイヤ25を押圧するワイヤ押圧ピン1cとからなる。第1のワイヤ変位部材1と同じ第2のワイヤ変位部材2と第3のワイヤ変位部材3とを備える。これらの3つのワイヤ変位部材1〜3のそれぞれのワイヤ変位ねじの長手軸方向が平行となるように設けられ、3つのワイヤ変位部材1〜3のそれぞれのワイヤ押圧部がトーチボディ22の長手軸心から予め定めた距離だけ交互にずれている。この結果、矯正装置が大きくなることがなく溶接トーチ21を小型化することができる。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを維持したままで、フィラーワイヤに電流Iwfを通電してクレータ処理を行う。これにより、溶接ワイヤと母材との間にクレータ期間用のアークを発生させると共に、電流Iwfの通電によって予熱されたフィラーワイヤを溶融池に接触して送給してクレータ処理を行う。このために、溶融池が効率よく冷却され、かつ、フィラーワイヤが完全に溶融するので、健全なビードを形成することができる。
(もっと読む)
2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置
【課題】2ワイヤ溶接を円滑に行うことが可能な2ワイヤ溶接トーチおよびこれを用いた2ワイヤ溶接装置を提供すること。
【解決手段】溶接方向前方に位置するワイヤWAおよび上記溶接方向後方に位置するワイヤWBを保持するワイヤ保持手段2を備える2ワイヤ溶接トーチA7であって、ワイヤ保持手段2は、ワイヤWAおよびワイヤWBの少なくともいずれか一方を、ワイヤWA,WBが延びる方向廻りに偏心回転動させることにより、ワイヤWAおよびワイヤWBの先端間距離Lを変更可能に構成されている。このような構成により、ワイヤWA,WB間の先端距離Lを溶接母材の板厚や溶接速度に適した大きさに設定することが可能であり、円滑な2ワイヤ溶接を実現することができる。
(もっと読む)
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを消弧すると共に溶接ワイヤの送給Wsを継続し、送給Fsを継続しているフィラーワイヤと母材との間に溶接電圧Vwfを印加し溶接電流Iwfを通電してアークを発生させ、このアークによって溶接ワイヤを溶融してクレータ処理を行う。フィラーワイヤのアークと溶接ワイヤの挿入とによってクレータ処理を行うので、溶融池が効率よく冷却され健全なビードが形成される。
(もっと読む)
フィラガイドの位置調整機構
【課題】TIG溶接ロボットの周辺機器に干渉する虞がないフィラガイドの位置調整機構を提供する。
【解決手段】
位置調整機構20は、溶接ロボットの手首部に支持されるとともに、フィラワイヤを挿通する挿通孔22c,23bを有する支持部21と、支持部21に対して挿通孔22c,23bの軸心と同軸に配置され、該軸心に沿って移動調節自在に配置され、フィラガイド40を着脱自在に取着する可動部材28を備える。フィラガイド40の先端は、チップゲージ34が着脱自在である。作業者は、フィラガイド40のチップゲージ34の位置が、固定ゲージの先端位置に合致していない場合には、差分を解消するべくフィラガイド40を移動させる。
(もっと読む)
タンデムアーク溶接方法およびタンデムアーク溶接システム
【課題】例えば、先行電極は、小振幅のウィービング溶接を行い、後行電極は大きな振幅のウィービング溶接を行いたい場合があったとしても、従来のタンデムアーク溶接では、溶接トーチを一体のものとしてウィービングを行うのみであるので、先行電極と後行電極のウィービング振幅を変えてウィービングを行うことができない。
【解決手段】先行電極と後行電極の各々に対して個別に設定された振幅のウィービング軌跡を描くための、先行電極先端の予め決められた制御点と後行電極先端の予め決められた制御点とを結ぶ線に対して略垂直な回転軸を決定するステップと、前記回転軸を中心に溶接トーチが回転動作し、先行電極と後行電極が指定された振幅の往復動作を行うための回転角度を算出するステップと、前記回転軸を中心に前記回転角度で、前記溶接トーチを往復動作させる制御を行うステップを備える。
(もっと読む)
アーク溶接装置及びアーク溶接方法
【課題】一組の隣接する被溶接端子の間隔が、他の隣接する被溶接端子の間隔よりも大きい場合でも、被溶接端子の溶け過ぎを防止することが可能となる、アーク溶接装置及びアーク溶接方法を提案する。
【解決手段】本発明に係るアーク溶接装置10は、複数のリード端子32・32・・・が突出して直線状に並んだ電子部品31・31・・・に対して、リード端子32・32・・・のアーク溶接を順に行うものであって、一組の隣接するリード端子32・32の間隔が、他の隣接するリード端子32・32の間隔よりも大きい場合に、電子部品31・31・・・で互いに隣接するリード端子32・32・・・の間にダミー端子42・42・・・を配置することにより、ダミー端子42・42・・・とリード端子32・32・・・との間隔D3と、他の隣接するリード端子32・32・・・の間隔D1と、を均一にする。
(もっと読む)
溶接ロボットシステム
【課題】溶接部位検出器を使用せずにギャップ長GLを算出する溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、第1上部電極位置算出回路LC1が、スポット溶接を行うために上部電極1aを母材Wに接触させたときに第1上部電極位置を算出する。電流指令値生成回路ICが加圧力設定値に基づいてサーボモータMを駆動し、上部電極1aが加圧して上部板が下部板に接触したときに、第2上部電極位置算出回路LC2が、第2上部電極位置を算出する。ギャップ長算出回路GCが、第1上部電極位置と第2上部電極位置とからギャップ長GLを算出し、スポット溶接電源SPSが電力を供給する。これらを有するスポット溶接ロボットSRと、スポット溶接を行った位置のギャップ長GLを入力して、溶接条件を変更してアーク溶接を行うアーク溶接ロボットARとを備える。
(もっと読む)
溶接用チップ交換装置、溶接用チップ交換システムおよび溶接用チップ交換方法
【課題】簡易な構成である溶接用チップ交換装置、溶接用チップ交換システムおよび溶接用チップ交換方法を提供する。
【解決手段】筒状のチップ接続ボディ3と、前記チップ接続ボディ3の外側に嵌装される筒状の保持部材4と、前記チップ接続ボディ3の内側に嵌装される筒状の溶接用チップ1と、を有するとともに前記保持部材4を前記軸方向の他端側に変位させると前記チップ接続ボディ3に対して前記軸方向に固定されていた前記溶接用チップ1の固定を解除する溶接用トーチ10に用いる溶接用チップ交換装置20であって、前記保持部材4を把持する第1把持機構21と、前記保持部材4から前記一端側に突出している前記溶接用チップ1を把持する第2把持機構23と、前記第1把持機構21を前記軸方向に駆動させる第1駆動機構22と、前記第2把持機構23を前記軸方向に駆動させる第2駆動機構24と、を備えることを特徴とする。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】消費電力の低減を図るのに適するアーク溶接方法を提供する。
【解決手段】各単位期間中に、非消耗電極15と母材Wとの間に生成したアークa1により母材Wに溶融池888を形成する工程と、溶融池888を形成する工程の後に、アークa1により、溶接金属881を加熱する工程と、を備える。このような構成によると、溶接金属881を加熱する工程はそれぞれ、溶融池888を形成する複数回の工程の間に行われる。そうすると、従来の場合と比較して、溶融池888が形成された時からあまり時間が経過していない時に、当該溶融池888が凝固した溶接金属881に対する平坦化のための加熱を、行うことができる。これにより、溶接金属881の温度があまり低下していない時に、溶接金属881に対する平坦化のための加熱を行うことができる。よって、溶接金属881を溶融させるために必要なエネルギの低減を図ることが可能となる。
(もっと読む)
溶接ロボットシステム
【課題】非接触式センサの溶接部位検出器を使用せずにギャップ長を算出することができる溶接ロボットシステムを提供する。
【解決手段】本発明の溶接ロボットシステムは、スポット溶接ロボットSRの上部電極基準位置算出回路4が、スポット溶接を行う前に上部電極1aを下部電極1bに接触させたときの上部電極基準位置を算出し、ギャップ長検出時上部電極位置算出回路5が、下部電極1bの上に母材Wを置いてスポット溶接を行うときに、上部電極1aを母材Wに接触させたときのギャップ長検出時上部電極位置を算出し、ギャップ長算出回路10が板厚と上部電極基準位置とギャップ長検出時上部電極位置とからギャップ長GLを算出し、スポット溶接を行う。アーク溶接ロボットARがギャップ長GLに対応して溶接条件を変更してアーク溶接を行う。仮付けと同時にギャップ長GLを算出することができる。
(もっと読む)
二重ワイヤ溶接トーチおよびそれに関連する方法
【課題】二重ワイヤ溶接トーチおよびそれに関連する方法を提供する。
【解決手段】溶接トーチは、第1の溶接ワイヤ方向に第1の溶接ワイヤを配向するように構成された第1の溶接ワイヤガイドと、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向に、第2の溶接ワイヤを配向するように構成された第2の溶接ワイヤガイドとを有するノズルを含む。溶接方法は、溶接すべきワークピース継手に対して溶接トーチを移動させるステップを含む。溶接トーチの移動中に、第1の溶接ワイヤは、第1の溶接ワイヤ方向を定める第1の溶接ワイヤガイドを通して供給され、また第2の溶接ワイヤは、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向を定める第2の溶接ワイヤガイドを通して供給される。
(もっと読む)
プラズマミグ溶接トーチ
【課題】プラズマ電極25が熱膨張した後に冷却するときに、絶縁部材13がプラズマ電極のテーパ部25aによって締め付けられて絶縁部材13に割れや欠けを生じることのないプラズマミグ溶接トーチ24を提供する。
【解決手段】絶縁部材13が、給電チップ6とプラズマ電極25との間に設けられて、プラズマノズル8がプラズマ電極25を取り囲み、シールドガスノズル9がプラズマノズル8を取り囲むプラズマミグ溶接トーチ24である。プラズマ電極のテーパ部25aに形成された切り欠き部26は、プラズマ電極25の軸心部と直角方向に広がる底面26aと、この底面26aの最大外周部からプラズマ電極25の基端部の方向へ伸びる側面26bとを有している。切り欠き部26に絶縁部材の先端部13bが当接して摺動可能に支持される。この結果、絶縁部材13がプラズマ電極25によって締め付けられることがない。
(もっと読む)
パルスTIG溶接ロボットの制御方法及び制御システム
【課題】パルスTIG溶接において、ベース電圧を利用した倣いができない。
【解決手段】
外部パルス信号受信判別器52はパルス信号のピーク電圧区間及びベース電圧区間を判定する。電圧抽出器53は設定された指定電圧区間における実溶接電圧V1をサンプリング周期毎に抽出する。差電圧算出器56は抽出した実溶接電圧V1の平均電圧値とアーク基準電圧との差を算出し、トーチ動作方向判定器57及びトーチ動作方向判定器57により、溶接トーチ11の動作方向とトーチ動作量を得る。ロボット制御装置20は溶接トーチ11とワークW間の距離を制御して倣い制御する。ピーク電圧区間だけでなく、ベース電圧区間を利用して倣い制御ができ、溶接環境に適応した倣いを行うことができる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
1 - 20 / 73
[ Back to top ]